前置设备作业指导书
一、 液压摇臂载断机作业指导书
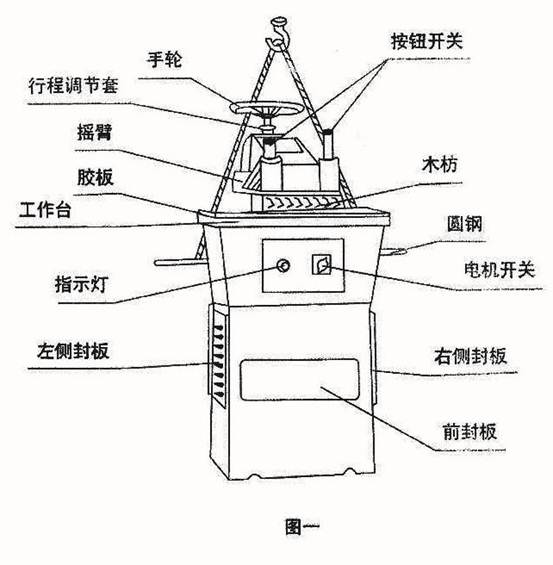
1、机械设备外观结构图
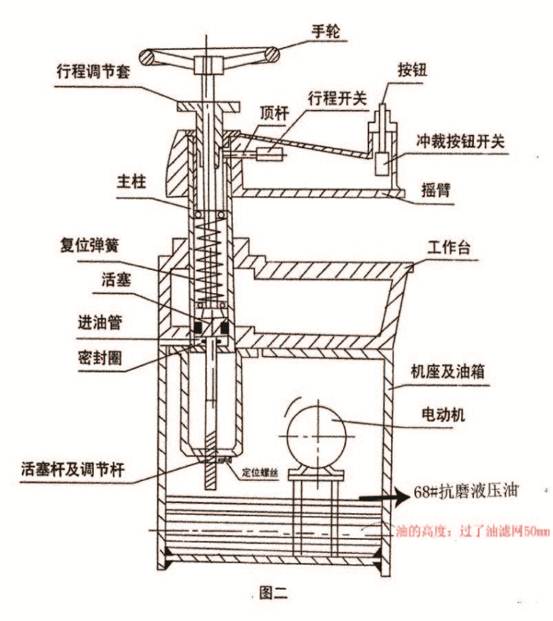
2、机械内部结构图介绍
3、机械的调试
﹙1﹚在工作台面上放上垫板﹙胶板﹚,在垫板上放上刀模﹙注意不要放在摇臂下面﹚刀模放在摇臂的左侧或右侧。将行程调节套调至距离摇臂顶端约20毫米处﹙逆时针转动行程最小,顺时针转动行程最大,参看图二﹚,在转动手轮,使刀模顶部至摇臂下面距离45毫米﹙逆时针转动摇臂上升,反之下降﹚。然后双手同时按下摇臂上的左右两个按钮,这时,摇臂向下运动,这是应注意观察摇臂下行终了时,是否与刀模顶部平衡,大致平衡后,才将刀模放在摇臂下面,再次按动两个按钮,摇臂向下运动,压到刀模顶部﹙仅仅接触﹚,待摇臂上升复位停止时,检查垫板是否留有冲载痕迹,以轻微冲载痕迹较为合适﹙即摇臂与刀模之间的距离调整封闭高度,应预先调高一些﹚。
﹙2﹚放上原料试冲载,如尚未冲断,则调整行程调节套﹙顺时针转动﹚,直到刚好冲断为止。或者转动手轮调节封闭高度﹙顺时针转动,直至刚好冲载断为止,切勿冲得太深,否则轻者损坏垫板,严重者则损坏机器﹚。以后转换刀模﹙不同高度的刀模﹚或材料﹙厚薄﹚时,仍按上述调整到合适为止。
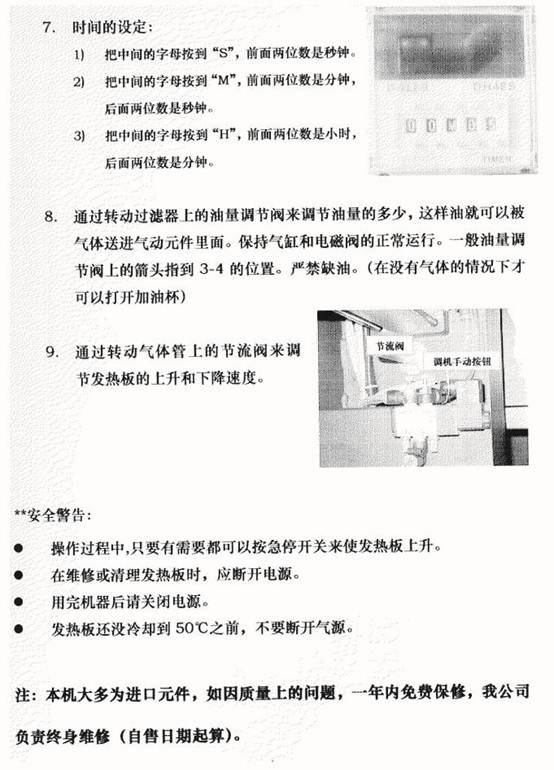
注意:为确保安全,冲载区域,严禁伸手进去,维修保养时必须关电源并在冲压区垫入木头或其他硬物。
4、机械的保养:
﹙1﹚机械的清洁工作:
机械的清洁工作,每班﹙工作8个小时﹚进行一次,上班前将立柱表面擦抹干净后,在加上润机油每班加注两次,以确保良好运行。滤油器﹙滤网﹚必须每月清洗一次。清洗时可用煤油或柴油作为清洗液﹙用干净的油液﹚,将滤油器浸在煤油或菜油里,用牙刷将堵塞在网眼的杂物清除掉。
﹙2﹚经常检查机体内的油位,如果油液在滤油器﹙滤网﹚上40毫米时,应及时补充油液,其油液应与机体内的油液同一种牌号。若有严重耗失,请查找原因,采取相应措施。油液经过累计2000小时或最多超过一年的工作时间更换一次。同事清洗油池时,切勿使用毛料纱头去擦抹,以免留下丝毛污染液压油以至堵塞滤油器﹙滤网﹚。
﹙3﹚溢流阀﹙YY-16型﹚已在出厂前调好并锁紧,不可随意调节,以免机械过载受损坏,应特别注意。
﹙4﹚每月检查一次电器部件,察看接线头是否牢固。特别是机体应良好的接触,未接好地线,严禁开机。
5、操作规范
﹙1﹚每天开机前要必须进行清洁机器,并在机柱上加上润机油。同时检查胶板是否牢固,并调好刀模位置。
﹙2﹚开机后一定要双手操作机器﹙不得单手操作机器﹚,同时查看机器运行是否正常。如发现异常则立即停止工作,关掉电源,叫专业人维修。
﹙3﹚在工作中,操作人员放料时摇臂﹙下压盖﹚一定要摇到安全位置﹙不在工作台面上﹚,等放好料后再继续工作。﹙使用大四柱啤载机时要拉出台面到安全位置才放料﹚
﹙4﹚工作时,各操作啤机人员都要站着工作,确保安全。
﹙5﹚工作完后,要关掉电源,然后整理台面,方可离开。
二、压印机和超音波机器作业指导书
1、机械的调试
 ﹙1﹚首先将模具调好﹙将刀模或logo放到合适的位置 把该机器的气压关掉 让模具自动下降到刀模处 然后松开固定的那四个螺丝 让模具自动下垂至与刀模平衡并没间隙 再紧固定模具,拧紧固定机器的螺丝﹚
﹙1﹚首先将模具调好﹙将刀模或logo放到合适的位置 把该机器的气压关掉 让模具自动下降到刀模处 然后松开固定的那四个螺丝 让模具自动下垂至与刀模平衡并没间隙 再紧固定模具,拧紧固定机器的螺丝﹚
﹙2﹚测试机器是否有超音波,用一只手靠近模具的一侧,然后另一只手按下音波测试键﹙测试时,切记不能把手放在垂体模具的底部﹚
﹙3﹚调节垂体模具的高度,机器左侧有两个固定按钮,先将他们松开,在旋转右边的调节盘,调到合适高度再把左边的两个按钮固定即可。﹙垂体模具与刀模和logo 保持在9cm位置﹚
﹙4﹚调整压印的深浅度,机器垂体模具旁边有一个可以调节机器压印深浅的字阀。调节时要一圈圈调﹙往上调压印深度变小,往下调压印深度变大﹚调到合适位置。
﹙5﹚熔接数值越大,压印的深度越深。熔接时间越长,刀模和logo磨损越大数值设定:延长时间为0.30s,熔接时间为:0.08s,固化时间为:0.25s.
2、机器的保养
﹙1﹚要定期对机器进行清洁,台面清洁,还有主机清洁﹙可以拆开拿吹风抢吹干净﹚
﹙2﹚机器工作时间不易太长,一般在工作4个小时后把机器关掉休息20分﹙待机器完全冷却﹚ 后才可继续使用。
﹙3﹚一周内要对超音波机器进行全面检查,检查线路还有各模块是否牢固。发现异常,要立即找相关负责人处理。
3、机器操作规范:
﹙1﹚在使用机器前要检查机器的主要部件的是否正常,垂体模具是否稳固,字阀高度是否合理。音波是否正常。
﹙2﹚调整好刀模和logo位置
﹙3﹚在操作过程中一定要双手操作,禁止单手操作。
﹙4﹚ 工作完后要将机器关掉后,清理台面才可离开。
三、铲皮机(C420 RC)作业指导书
1、机械的调试
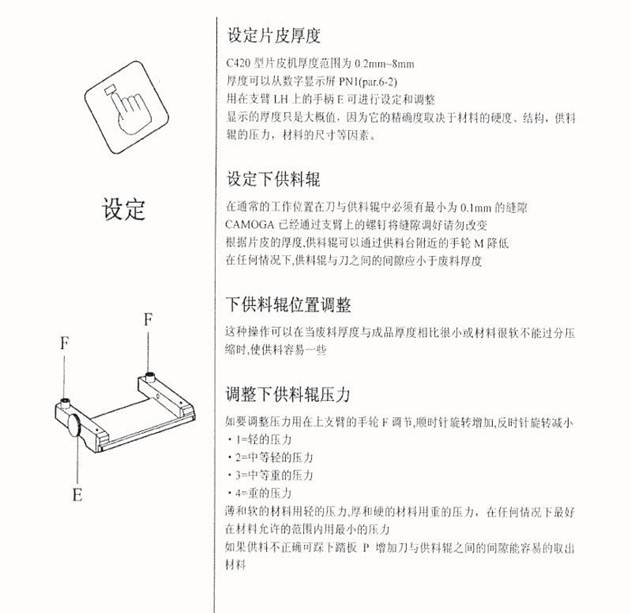
﹙1﹚铲皮刀深浅度的调节,调节器在机器台面中间,把调节器向前转刀模变深,反之变浅。数值设定,机器最左边的设定值是:0.7(是铲皮深度显示)。右边是错误显示。
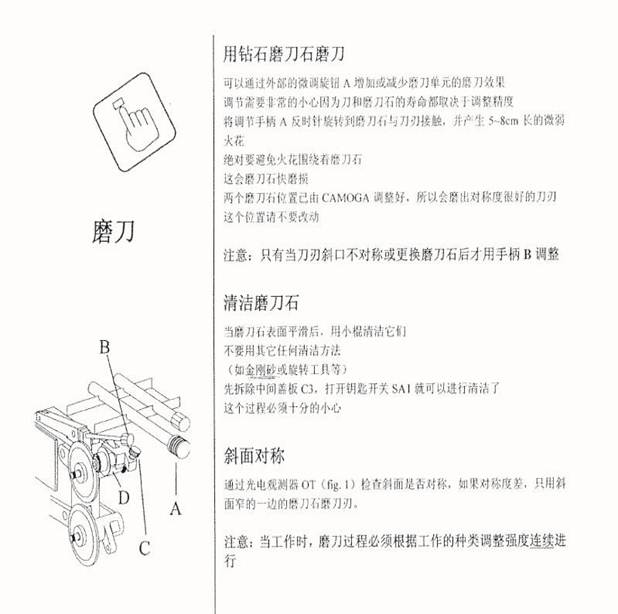
﹙2﹚磨刀调试,磨刀调节器在机器前侧中间,将磨刀调节器往左扭开始磨刀,往右扭并停止。﹙注:扭调节器时要微调﹚
2、警告和 PH1 信息显示:(这些警告将导致机器停车)
显示:1(急停或机器盖打开)
显示:2 (供料辊上有碎片)
显示:3 (带刀驱动电机过载)
处理办法:打开机器后边机盖,按下过载保护开关(显示:FTE1 蓝色按钮)恢复即可
显示:4 (带刀电机过载)
显示:5 (磨刀粉尘排出电机过载)
显示:6 (废料排出电机过载)
显示:7 (变频器停止工作)
3、机器的保养
﹙1﹚要经常对机器进行清洁。
﹙2﹚要定时给机器加入润滑油。
﹙3﹚机器台面要保持干净、清洁。
﹙4﹚机器后面的废料箱要定时清理。
4、使用安全警告
﹙1﹚安装和使用要遵照说明进行。
﹙2﹚不要拆除和破坏安全装置。
﹙3﹚维护工作必须有专业人员小心进行。
﹙4﹚不要在机器运转时清洁和润滑运动的部件。
﹙5﹚当检查或更换电器部件时要按照安全直到书进行。
﹙6﹚当维护和设置调整机器时,可通过钥匙开关SAI屏蔽安全保护开关,开动机器时,使带刀,磨刀石和磨粉吸尘器工作,这种工作必须由被批准的专业人员进行,这时机器上的红灯HLI会点亮
﹙7﹚使用合适的工具
﹙8﹚使用安全保护规则所要求的个人防护用具。
5、运行前的准备
A、预先的操作
﹙1﹚去除保护纸
﹙2﹚确定运输过程中机器未遭受任何的损坏。
﹙3﹚释放平衡块DS﹙fig.1﹚,固定下平衡块D,并检查尼龙弦是否正确的绕在惰轮上﹙fig.beside﹚。
﹙4﹚确认废料盘CS﹙fig.1﹚已经正确的安装了。
B、清洁
﹙1﹚拆下导向楔形板的保护板﹙fig.1﹚.
﹙2﹚拨出手柄AG,﹙fig.beside﹚.
﹙3﹚拆下上导向楔形板PAS﹙fig.1﹚
﹙4﹚清洁上导向楔形板PAS﹙fig.1﹚和机器表面上所包覆的油脂。
﹙5﹚以相反的顺序将板装上。
﹙6﹚通过拆下手柄P4,释放上部刀片的背部导向楔形块CUS﹙fig.1﹚。
﹙7﹚固定平衡块DS﹙fig.1﹚,并检查尼龙弦FL﹙fig.1﹚是否正确的绕在滑轮上。
﹙8﹚通过松开手柄P6,释放下平衡块D﹙fig.beside﹚。
小心的清洁刀的表面和刀轮接触面上的保护油。
装上供料台PEM﹙fig.1﹚,并通过手柄P3固定。
5、机器操作规范:
﹙1﹚开机后首先要进行磨刀工作。
﹙2﹚再调节铲皮的深浅度。
﹙3﹚调整好后再使用机器。
﹙4﹚使用时一定要双手操作。
﹙5﹚两个绿色按钮是送料进去烫画,两个红色按钮把料推出来。
﹙4﹚使用完后关机,清理台面后方可离开。
图解:
﹙1﹚开机
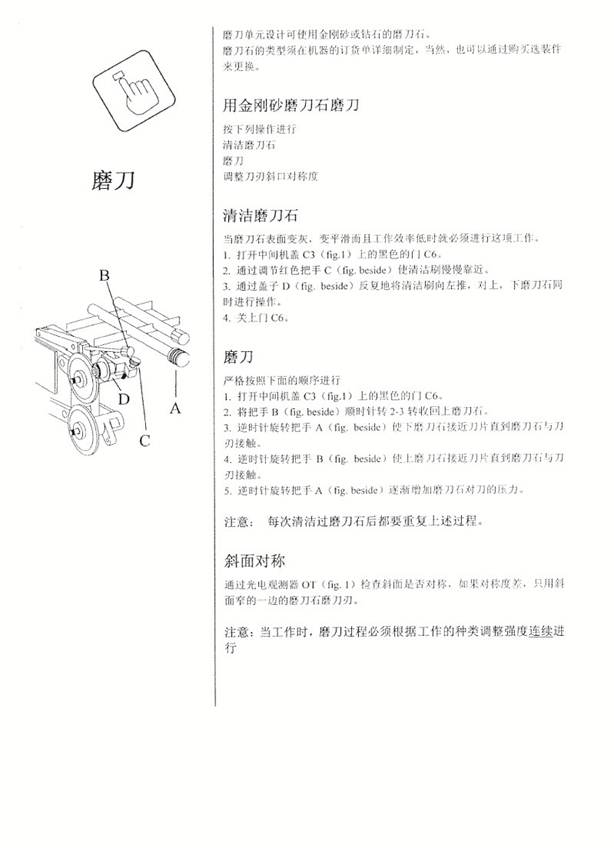
﹙1﹚磨刀
﹙3﹚设定
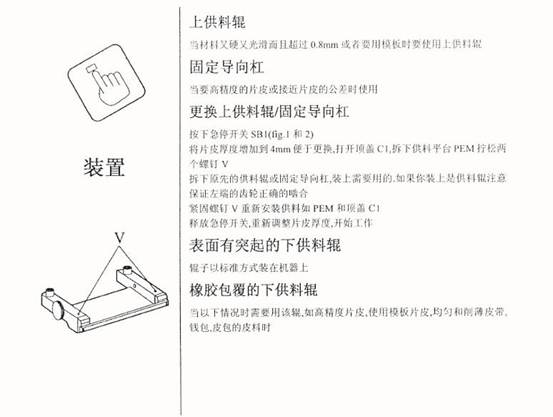
﹙4﹚装置
﹙5﹚清洁
四、烫画机的安全使用说明
1、机器的调试
﹙1﹚烫画温度值为:0.6s
﹙2﹚温度值可根据皮料性质来设定。
3、机器的保养
﹙1﹚要经常对机器进行清洁。
﹙2﹚要定时给机器加入润滑油。
﹙3﹚机器台面要保持干净、清洁。
﹙4﹚机器使用6个小时后要关机半个小时后才能使用。机器不能长时间地使用。
4、机器操作规范:
﹙1﹚开机后首先要进行温度值设置。
﹙2﹚再调节烫画机的烫画时间:0.06s。
﹙3﹚调整好模具和皮料位置后方可使用。
﹙4﹚使用完后关机,清理台面后方可离开。
图解:
﹙1﹚机构特点

﹙1﹚ 安装方法、

﹙2﹚ 时间设定
四、油压平面压花机(压纹机)作业指导书
1、机器的安装及调试
﹙1﹚用棉布或棉沙浸煤油抹去设备上的防护脂及污物,将机器校至水平放置稳妥。
﹙2﹚打开设备旁板,彻底清洗机箱内部,往机箱注入清洁的68#液压油约为邮箱容积的80%﹙邮箱约为100公升﹚,最低油面不得少于油管出口上方50毫米。
﹙3﹚接上电源前,必须检查使用电源电压是否正确﹙380V﹚。
﹙4﹚按下04油泵启动按钮时,检查电机转动方向是否与箭头方向相同。
﹙5﹚按下H工作开关前,先检查送料板上有无异物,否则易损坏环境板及压纹板。
﹙6﹚需定时检查机箱内润滑系统是否正常运行。
﹙7﹚设备启用后,三个月更换液压油一次,以后每2年更换一次。
﹙8﹚注意事项:严重警告机器操作时规定双手操作,工作时切勿将手伸入压板区域内。
2、压纹机外观图解

3、压纹机电压控制器图解

4、操作简要说明
A、电器控制箱
﹙1﹚电源指示灯
﹙2﹚温度设定制:


 按下 ,SP指示灯亮,调节上
按下 ,SP指示灯亮,调节上 下
下 设定按钮,设置最高温度,按 AL指示灯亮,调节上
设定按钮,设置最高温度,按 AL指示灯亮,调节上 下
下 设定按钮,设定最低温度;按 ,SP、AL不亮时显示现在正常温度。
设定按钮,设定最低温度;按 ,SP、AL不亮时显示现在正常温度。
﹙3﹚锁模时间设定制度
短时保压时间调节,向左调小,向右调大。
﹙4﹚加热开关制
按上、下接通加热器,拨至中间关闭加热。
﹙5﹚启动开关
按下按钮,电机即启动带动油泵御荷运转,按钮指示灯亮。
﹙6﹚紧急刹车制度
按下按钮电源即可切断,各系统即停止工作。
﹙7﹚总电源开关
把总电源开关向右旋,电源指示灯亮,表示电源已接通,电路开始工作。
﹙8﹚加热指示灯
﹙9﹚锁模时间设定制度2
长时间保证时间调节,向左调小,向右调大。
﹙10﹚时间选择
拨上接通短时间保压,拨下接通长时间保压。
﹙11﹚停止按钮制
按下按钮,电机即可停止运转,按钮制灯亮。
B、镜板
C、送料板
D、送料油缸
E、压力表
F、压力制
G、复位开关
1、工作按钮
按双动工作按钮(绿色),送料进板前进。﹙注意:操作过程中要双手紧按工作开关,直到送料板到底方可放手﹚
2、复位按钮
按任意一个复位按钮﹙红色﹚,拉板退回,进入初始状态。
H、工作开关
J、装吊码
第二篇:设备调试安全说明
由于部门设计项目的不断发展,涉及的领域也越来越多,产品也在不断的丰富,因此,在研发过程中尤其需要注意产品安全性的设计,也要注意在调试过成中,保证自己的安全,在此,我仅作部分介绍,希望对大家未来的工作有所帮助。
一.在设计上提高产品的安全性
紧急开关须有足够的数目,应在所有控制点和给料点都能迅速而无危险地触及到。紧急开关的外形应有别于一般开关,其颜色应为红色或有鲜明的红色标记。生产设备紧急开关停车后,其殘余能量可能引起危险时,必须设有与之联动的减缓运行或防逆转装置,必要时,应设有能迅速制动的安全装置。 对于在调整、检查、维修时需要察看危险区域或人体局部(手或臂)需要伸进危险区域的生产设备,必须采取防止意外起动措施,这些措施包括:在对区域进行防护(例如机械式防护)的同时,还应能强制切断设备的起动源系统;在总开关柜上设有多把锁,只有开启全部锁时才能合闸;控制或联锁元件应直接位于危险区域,并只能由此处起动或停车;设备上具有多种操纵和运转方式的选择器,应能锁闭在按预定的操纵方式所选择的位置上,选择器的每一位置,仅能与一种操纵方式或运转方式相对应。
在设备中为了防止工作人员误操作所设计的双手启动开关,应间隔较大的距离,在必要时,根据客户提出的安全等级在开关上方应设计防错误触碰装置。
二.在调试过程中,保证自身安全
1.设备起吊过程中注意事项:
(1)设备的起吊过程中,要首先确定绳索以及起重工具的可靠性。
(2)设备吊起前,应保证各零部件被固定完好,避免移动过程中零件掉落
(3)设备被吊起移动过程中,附近禁止站人
(4)设备落地前,应首先确定地面是否存在杂物,避免设备因重心不稳失去平衡
(5)在设备的各个部分进行综合调试过程中,参与调试的人员应互相提醒,避免发生危险
2.使用电动工具安全注意事项:
(1)使用电动工具前应该检查电源是否有漏电开关。
(2)使用电动工具前应该检查电源线是否完好无裸漏,电动工具外壳是否完好无损坏,防止触电。
(3)使用电动工具时禁止与他人嬉闹,防止误伤。
(4)电动工具发热后,应立即停止,等温度降下来以后再使用。
(5)电动工具运转时,如果电机转子打火花应立即停止,检查碳刷部位是否有故障。
(6)电动工具被加工件卡住后,不要强制电动工具运转,应该立即停止,并且手动将电动工具反转退出加工件,然后重新运转。
(7) 电动工具运转时,应专心致志,出现异常情况时,立即停止
3.激光器的使用安全
(1)要认真阅读产品使用说明书,
(2) 使用激光器时,必须戴防护眼镜。
(3) 往往会有意料不到的反射光射入眼睛。因而,要十分注意射出光线的方向,
并同时查明确实没有反射壁面之类东西存在。
(4) 最好把整个激光装置都覆盖起来。
(5) 对放出强大激光光线的装置,要配备捕集光线的捕集器。
(6) 因为激光装置使用高压电源,故操作时,必须加以注意。
4.电气部分的调试安全:
(1)无电当作有电看,永远都要先验电,后操作。注意:既然是故障,什么都可能发生,在我们眼里没有一样是可靠的,相信的只能是自己的眼睛和自己的判断,而正确的判断是建立在丰富的现场电气工作经验基础之上。
(2)检查总停按钮和停止按钮,是否能能够灵活断电,它们是一种保护性元件,一定要灵活可靠。检查起升机构的制动器是否灵敏、可靠制动,制动器制动可靠是吊重安全的最大保证。
(3)注意静电对电子电气设备的影响,不要用手去摸电路板。也要注意静电伤
人,尽量不要用手去触摸电气元件。在冬天等干燥季节尤其要注意。
(4)各电气元件要按规定做好接地防护,正确的接地对防干扰防电击非常必要。
整机也要按照要求进行正确接地。
(5)注意不要让异物掉入变频器等电气设备的内部,尽量不往上面放东西。
(6)对受湿受潮的设备不能进行调试,若强行调试,人容易触电,设备容易损
坏,要等设备完全干透后才能进行调试。
(7)不能用身体触及带电部位,要有适当的防护措施,衣服要紧身,尽量戴手
套和穿绝缘鞋,工具要安全可靠。
5.调节或维护设备安全注意事项:
(1) 改造老设备时,断电后必须测量是否已经切断电源,并指定监护人,然后再
拆卸电器线路。
(2) 进入设备调节机械机构时,应该将电源开关断开,并且要有监护人。
(3) 手动测试设备时,应该让无关人员处于安全位置。
(4) 手动调节气缸时,应随时注意气缸机构活动区域,确保自己不被刮到。
(5) 调试阶段想启动运行设备,应将手随时处于急停开关位置,当有紧急情况发
生时立即将急停按钮按下。
(6) 如果需要长时间维修设备,应将电源断开,并在电控柜上挂牌做提示。
(7) 启动跨度长的设备时,应该有专人巡视设备,确认所有人员都在安全区域时,
才能启动。 三.由于目前研发的设备中,多带有传送带等运动部分,因此,对于这类运动结构应予以更多的重视。对运动机构的调试需要注意以下问题:
1、操作人员上岗前穿戴好劳动保护用品,将长发挽入工作帽内,防止卷入旋转机构中发生人身受伤事故。
2. 调节输送机皮带时,不应戴手套,防止卷入。
3、开机前必须对设备进行全面检查,排除障碍物,做好开机准备工作,确认皮带上和皮带机部位无人方可开机;
4、开机前检查输送机的安全装置是否齐全,检查传动部位,改向滚筒等轴承润滑情况,严禁在无润滑油时运转;机架及紧固件是否有变形、松动现象,确认无误后方可送电使用。多节皮带串联时,其开机的顺序是卸料端至送料端依次启动。
5、开动以后,先空转3~5分钟,检查各部运行是否正常,皮带有无打滑、刮卡及跑偏现象,如有及时调好,如无异常方可载负荷运行。
6、运行中如发现皮带跑偏、打滑、乱跳等异常现象时,应及时进行调整;皮带打滑时,严禁用脚蹬、手拉、压杆子、往转轮和皮带间塞东西等方法处理;皮带松紧度不合适,要及时调整拉紧装置。
7、运行中要注意检查电动机、变速箱、传动齿轮、轴承轴瓦、联轴器、传动皮带、滚筒等是否正常。
8、巡检和操作时,禁止从皮带上方跨越、皮带下方穿越通过,所有安全防护罩必须保证牢固可靠
9、设备运行时,严禁用手触摸设备的运转部位,严禁在皮带下打扫卫生和清料。
10、皮带运行中或停机时,严禁人员在皮带上行走或休息。
11、设备出现异常或故障时,要在设备停止运转并切断电源的状态下进行,严禁边运转边维修。
11、往皮带上加料一定要均匀,防止加料过多,压死皮带,影响机械安全运转。
12、停机前要首先停止给料,待皮带上的物料全部卸完后,才能停机;多节皮带
串联时,其停机顺序是从喂料端至卸料端依次停机。
对设备调试中潜在的可能危险要有充分的认识,并有适当的应急措施和防护措施,要防患于未然。个人时刻要有安全意识、忧患意识和健康意识。自觉接受和服从施工现场安全人员的安全监督、检查管理,听从他人的劝告和监护,养成良好的安全习惯,以确保大家的人身安全,最后,祝大家工作愉快。