产品包装设计说明书
产品名称:ミス家の食品
产品属性:高精品质米粮
品牌写真:ミス家の食品 ,中文翻译为“小姐家的粮”,是日本一家生产高级精品大米的品牌,跳脱以往大米只供饮食之作用,将大米作为馈赠亲友的高级礼品。
目标消费群:收入高,文化水平高,重视生活品质,有独特高雅品位的消费者
销售渠道: 各大精品百货专柜,专卖店
品牌形象包装:海报设计
产品包装分类:大包装,分包装,瓶装,礼品装,手提袋
创意由来:米粮给人一种生活的真实、温暖的感觉。它默默的在人们的生活中存在着,是生活的基本元素,平实朴素,却无可取代。若以礼品的方式相赠,更能表现送礼者对家人、朋友或恋人的真诚而细密的关怀。
包装风格及材料:整个包装设计为东瀛风格,由深底碎花布料为主要材料,以及厚牛皮纸、细麻绳等材料纯手工制作。
包装明细:
1.大包装:长方形大盒
尺寸:长30cm 宽:15cm 高:10cm
材料:纯白色硬纸盒,厚牛皮纸,深底碎花布
表现形式:将深底碎花布覆盖其上盖,由厚牛皮纸裹边。构成白、褐、墨兰的色彩基调,形成一定色差,表现出低调朴实而不失精美的艺术效果。
符合产品真实暖人以及生活化的产品性格。
2.分包装:长方形纸包
尺寸:长16 cm 宽14 cm
材料:纯白硬卡纸,厚牛皮纸,深底碎花布,细麻绳
表现形式:将布向内镶嵌于卡纸镂空处,在近分口三分之一处绕一圈牛皮纸,再用麻绳固定,同时将麻绳十字交叉,系结于牛皮纸上。
整个包装以信封和包裹相结合的形式呈现,使礼品的含义更加深沉动人。布的柔软与米粮的朴实从此有了完美结合。
3.瓶装及礼品装:玻璃瓶,正方纸盒底
尺寸:玻璃瓶,高8cm 上直径:5cm 下直径:6cm
纸盒,高3cm 边长:7cm
材料:玻璃瓶,磨砂塑胶盖,深底碎花布,黑色卡纸
表现形式:将不规则圆形布料压于磨砂塑料盖与玻璃瓶口之间。
用此器皿盛装米粮,小巧精美,磨砂瓶盖隐约透出深底花纹,透明瓶身呈现出瓶内米粮的质感。
4.包装袋:手提袋
尺寸:高20cm 宽8cm 长15cm
材料:硬纸袋,深底碎花布,白色卡纸,牛皮纸,细麻绳
表现形式:将布料完全缝于纸袋表面,细麻绳拴于手提绳处,将牛皮纸和白色卡纸打孔,一并系于手绳上。
此手提袋能完美表达出产品亲切质朴,大方精美以及高质感的属性。
全组人员:XXX
第二篇:小型家电和小型工业产品的包装设计与工艺规程制订课设说明书
小型家电和小型工业产品的包装设计与工艺规程制订
1车载电子导航仪的包装保护的基本要求与包装方案设计
1.1 车载电子导航仪包装保护的基本要求
包装是车载电子导航仪进入流通领域中必不可少的一道工序,是产品生产过程中的重要组成部分,进行合理包装是保证产品在运输、存储和装卸等流通过程中避免机械物理损伤,确保其质量而采取的必要措施。
车载电子导航仪属于技术密集型产品,电子零部件的尺寸精细,因此,其对外界环境的要求也越来越高。其主要原因:一是车载电子导航仪内部构造复杂,零部件生产精密,不能承受外力冲击、磕碰:二是车载电子导航仪怕潮湿,受潮后,大量水气会浸入车载电子导航仪形成水溃,造成短路,或使金属接口氧化:三是怕灰尘、油脂,灰尘、油脂的进入会妨碍车载电子导航仪接点间的电流传导,污染内部线路,影响内部零件,造成损害;四是怕静电,过大的静电会击伤车载电子导航仪内的一些电子元件,造成零部件短路,最终直接损害整个机器;五是怕高温,过热的高温环境不但会使车载电子导航仪的外观至损,也会使内部的一些零件性能不稳,直接影响产品的使用功能。
1.2 车载电子导航仪包装保护方案设计
1.2.1车载电子导航仪的销售包装的定位
车载电子导航仪目前市场价格为1000左右,而起主要作用是安装在汽车上,为汽车提供导航服务。汽车用户一般为中上等收入群体,因此,包装档次可以选择较高的档次,能对产品起到良好的保护作用,同时也能够起到宣传的作用,从而促进销售。
1.2.2设计车载电子导航仪的包装方案
若在一个运输包装中装若干中包装,则在运输包装中应使产品振动时应力分散;棱角边应有垫条、垫块、垫片等保护。包装箱要装满,不留空隙,减少晃动,可以提高防潮、防振效果。内包装的最主要功能是提供内装物的固定和缓冲,有多种内部包装材料及方法可供选择:
①发泡塑料作为传统的缓冲包装材料,有质量轻、保护性能好、适用范围广等优势。特别是发泡塑料可以根据产品形状预制成相关的缓冲模块,应用起来十分方便。目前,车载电子导航仪包装材料以EPS和EPE为主。EPE目前在国际上是比较认可的环保材料,主要用于易碎品的它装,成本比较高。EPs可以模塑成型,续均匀地形成气泡。气泡有圆形、半圆形、钟罩形等形状。
②气泡薄膜对于轻型物品能提供很好的保护效果。作为软性缓;中材料,气泡薄膜可被剪成各种规格,可以包装几乎任何形状或大小的产品。气垫薄膜的缺点在于易受其周围气温的影响而膨胀或收缩。膨胀将导致外包装箱和被包装物的损坏,收缩则导致包装内容物的移动,从而使包装失稳,最终引起产品的破损。而且其抗戳穿强度较差,不适于包装带有锐角的易碎品。
③包装纸盒,一般用体积较小、重量较轻的产品(如家用电器、印制车载电子导航仪等)。纸盒有单芯、双芯瓦楞纸板和硬纸板。纸盒的含水率小于12%。使用瓦楞纸箱轻便牢固、弹性好,运输费用、包装费用低,材料利用率高,而且便于实现现代化包装。
综上分析,可选择发泡塑料作为缓冲包装材料,根据产品的结构特征和发泡塑料的相关特性设计缓冲衬垫的结构和尺寸。
1.3 车载电子导航仪包装的保存期计算
车载电子导航仪因为是小家电产品,其保存期是很长的,但当今时期,车载电子导航仪更新换代很快,根据统计可知,一般两年即可更新换代。因此,包装保存期设计不宜过长,设计为两年即可。
2车载电子导航仪包装保护的结构设计与设计计算
2.1销售包装容器的设计与设计计算
2.1.1销售包装容器的结构设计
由初始条件,车载电子导航仪,重150克,外型尺寸120×75×20 mm可知,车载电子导航仪为长方体,为了与电子导航仪相适宜,同时便于装卸,包装容器可设计为长方体,这样有利运输包装,节省成本,从而实现效益的最大化。车载电子导航仪的外型尺寸120×75×20 mm,包装容器中还要装入其他相关物品,因此包装容器结构可尺寸可设计200×120×40 mm。可设计为折叠纸盒中的自锁底式盘式折叠纸盒结构,材料为质量较好的白板纸,有一定的抗压强度,且均为一页折叠成型,便于生产,降低成本。
2.1.2包装容器的设计与计算
车载电子导航仪外型尺寸120×75×20 mm,包装容器结构可尺寸设计为160×115×40 mm,有此基本尺寸则得盒子总长为660mm,总宽为250mm。其结构图如图1所示:
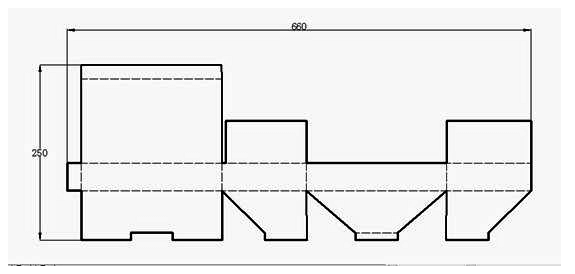
图1 包装容器结构图
2.1.3缓冲包装的结构设计
缓冲结构如图2所示:该方案包装具有良好的缓冲、防震、抗压性能,满足车载电子导航仪对包装的要求,成本低,适用于大批量生产。能充分利用纸盒顶角支撑强度好、对棱角抗冲击作用强的特点,也利用了EPE具有良好的柔韧性、防震性、耐冲压性和较高的回复性能等特点。
缓冲的结构尺寸要依据车载电子导航仪外型尺寸120×75×20 mm ,缓冲厚度设计为20mm,缓冲结构采取局部缓冲,其顶部可空出,方便产品放进去和取出来,底部设计圆空缺,可以节省材料,在前后外壁可设计弧形缺口,既可以节省材料,降低成本,又可方便产品的取出。产品高度为20mm,缓冲深度为25mm,比产品高度多出5mm,可以保护产品上的一些突出的部位,避免这些突出的部位磨损,降低产品的美观性,避免其影响销售。其结构图2和三维图3如图所示:
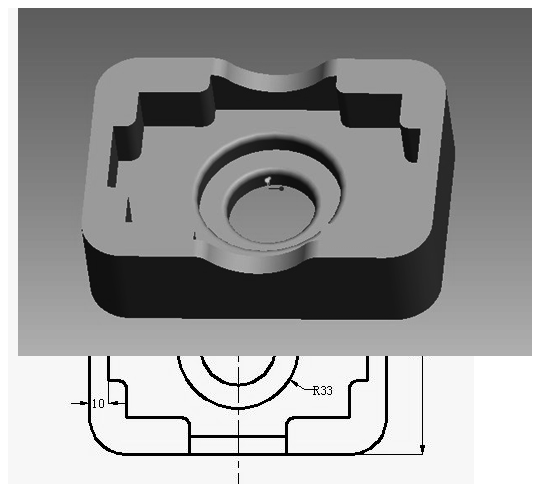
图2 缓冲衬垫结构图
图3 缓冲衬垫模型图
2.2运输包装容器的设计与设计计算
2.2.1运输包装容器的结构设计
选用 0201 型纸箱,B型瓦楞。根据内装物的排列方法及数目确定瓦楞纸箱的内尺寸。
2.2.1.1计算内尺寸
Xi = Xmax × Nx + d × (Nx-1) + K
式中:X--纸箱内部尺寸mm;Xmax--内装物在 X 方向上的最大外尺寸 mm;Nx--内装物在 X 方向上的排列件数;d--中包装间隙系数 mm;K--内尺寸修正系数 mm。
现已知: Lmax = 160 mm Bmax = 115 mm Hmax = 80 mm
则有:nL = 4 nB = 4 nH = 6
排列方式: 4x4x6
查瓦楞纸箱内尺寸修正系数 K 表可得:
KL = 5 mm KB = 5 mm KH = 2 mm d = 1mm
则: Li = 648mm Bi = 468mm Hi = 487 mm
2.2.1.2计算制造尺寸
由内尺寸计算制造外尺寸
X = Xi + (ni-a)×t
式中:X--瓦楞纸箱长、宽、高制的造尺寸mm;Xi--纸箱内尺寸mm;t--瓦楞纸箱计算厚度mm;ni--由内向外纸板层数;a--系数。
这是理论公式,在实际生产中要根据情况加上适当的修正系数即: X=Xi+(ni-a)t+ K。因为瓦楞纸板厚度与瓦楞型和纸板层数有关,(ni-a)与箱型有关,一旦楞型纸板层数和箱型确定后纸板厚度也就基本确定。所以在实际设计中可将上式中的(ni-a)再加上 1—3 毫米的修正系数而合并成一个常数,用 K 表示,则上式简化为: X = Xi + K。
现已知: Li = 648mm Bi = 468mm Hi = 487 mm
查02 型瓦楞纸箱制造尺寸修正系数 K ,查02 型纸箱摇盖的伸长系数 Xf 可知:
取: KL1=5 KL2=3 KB1=3 KB2=1 KH=6 J=40 Xf=1
则:L1=Li+KL1 = 653 mm L2=Li+KL2 = 651 mm
B1=Bi+KB1 = 471 mm B2=Bi+KB2 = 469 mm
H =Hi+ KH = 493 mm J = 40mm
2.2.1.3对接摇盖的制造尺寸
在纸箱摇盖对接封合的箱型中,摇盖尺寸的理论值应为纸箱宽度制造尺寸的 1/2,但是由于摇盖回弹作用,必然在摇盖对接外产生间隙,使封箱不严造成内装物遭尘埃污染,因此,对接摇盖宽度制造尺寸应加一修正值,这一修正值为摇盖伸长系数 Xf ,则: F=(B1 +Xf)÷2
查表 02 类纸箱摇盖伸长系数 Xf,0201 箱型,B 型瓦楞得:Xf=1mm ,则:F=(B1 +Xf )/2= 236mm。
2.2.1.4开槽宽度
开槽宽度一般为纸板计算厚度的2倍,B型纸板计算厚度为3.3mm,开槽宽度为6.6mm。
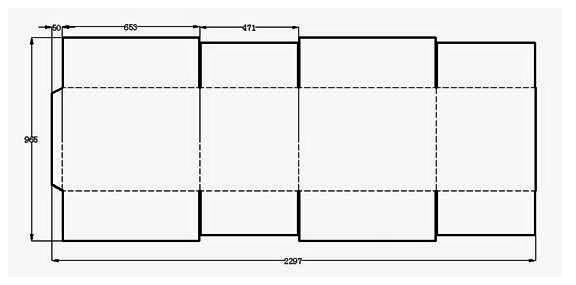
2.2.2绘制运输包装容器结构设计图
图5 运输包装结构图
2.2.3运输与堆码中的强度设计计算
2.2.3.1瓦楞纸箱强度设计
瓦楞纸箱强度设计及校核由于包装物手机的重量较轻,故选用 B 型楞的单瓦楞纸箱,计算瓦楞纸箱抗压强度为:
面纸横向环压强度为 319N/0.152mm,瓦楞芯纸横向环压强度 为146N/0.152mm 。已知: R1=R2=319N/0.152mm Rm=146N/0.152mm,Lo=657mm Bo=475mm,则:Z=2(Lo+Bo)=226.4cm。
查单瓦楞纸箱凯里卡特常数值B型楞得aXz=5.00 J=1.27 Cn=1.361,则环压强度 Px=(R1+R2+RmCn)/15.2 = 55.05N/cm ,抗压强度 P=Px(4aXz/Z)2/3ZJ = 2938N/cm
2.2.3.2堆码强度设计计算
根据理论计算可将堆码高度可设计为7层。
堆码性能系数的表达式为:
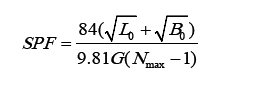
SPF——堆码性能系数; G——单个纸箱毛重(kg) Nmax——纸箱最大堆码层数。
堆码性能的现有设计是在安全系数的范围之内,SPF 值越高,设计越可靠。如果SPF 值小于2,必须使用更强的高级纸板或增强结构;如果SPF 值大于5,应考虑选用较低等级的纸板;如果已知安全系数,当计算SPF 值小于所需安全系数时,应使用强度更大的纸板,当值大于所需安全系数时,选用较低等级的纸板。
从而计算堆码性能系数
Lo=657mm Bo=475mm G=14.4kg Nmax=7代入公式可得:
SPF=4.32>2
由上可知堆码性能系数满足要求。
3.车载电子导航仪包装工艺设计
3.1车载电子导航仪包装工艺规程的制订
3.1.1车载电子导航仪包装的包装工艺路线的拟定
车载电子导航仪,重150克,外型尺寸120×75×20 mm。年产量100万台。








 ←
←
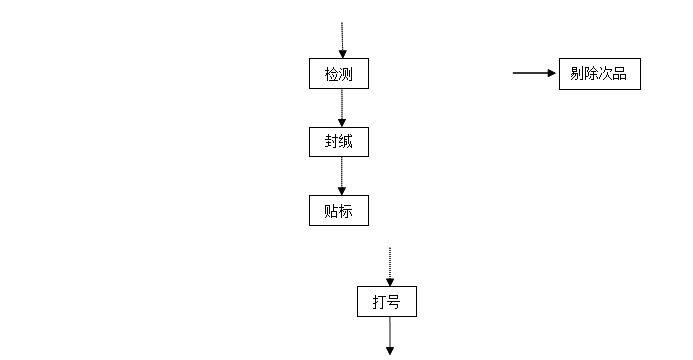













图6 包装工艺路线图
3.1.2选用包装工艺设备
年产量为100万台,假设每年有300天工作,每天工作时间为7小时,则可计算出每分钟生产的数量,即为:1000000÷300÷7÷60=7.937个 /min。由此可知,包装该产品时,需要每分钟的产量为8个,由此可确定生产设备。
1)盒坯成型设备:根据生产率为8个/min,可选取设备为自动盒成型机,备选型号为JB-30/2。技术参数:适用最大纸张:594mm×841mm, 适用最小纸张:76mm×86mm。生产速度为120张/分钟。
2)装盒设备:衬垫和导航仪放入包装盒中可采用装盒机,具体型号为:YCZ-100D自动装盒机。技术参数为:生产能力:50~70盒/分钟 ,盒子尺寸:(100~220)×(30~125)×(30~30)mm ,说明书尺寸:(70~200)×(70~140)mm ,功率:50Hz 380V 1.5KW ,耗气量:10~15L/分钟 ,真空吸气:-0.6Mpa(自带真空发生器) ,重量:约1100Kg ,外型尺寸:2500×1100×1700mm ,纸盒要求:250~350克/平方米。
3)纸箱成型设备:纸箱中装包装盒的数量为:4 x4 x6=96个,则装完一箱所需要的时间为:96个÷8个/min=12min。可选取设备为纸箱自动成型封底机,型号为:GPK-40。技术参数:开箱能力:5箱/分钟,空气消耗量:450NL/min,必要空气压:6kg/平方厘米,使用电力:220V 1ф 200W,纸箱暂存量:100pcs(1000mm),纸箱尺寸:L:260-700 W:150-500 H:100-540mm。
4)装箱设备:可选用装箱机,具体型号为ZX120自动装箱机。技术参数:电源:380V三相交流电,50赫兹,消耗功率约0.2千瓦; 外形尺寸(长×宽×高):2200×2150×1900毫米; 重量:0.55×103千克; 生产能力:最大120箱/小时; 耗气量:<30立方米/小时; 包装材料:瓦楞纸箱; 工作噪声:<85分贝
5)中包装检测设备:可选用灯检机,具体型号为DJ型双面灯检机生产效率为0-100盒/分,电机功率为90w/2台,外形尺寸为2160×1250×1230mm。
6)打号设备:可选用包装激光喷码机,具体型号为:BRL100 。激光喷码机喷印的是一个无法擦掉的永久性标记。
7)贴标设备:可选用专门的贴标机,即双面贴标机具体型号为:TB-BZY。速度很快,并且不会出现歪贴的现象,比人工贴标要快,而且效果也很好。
8码垛设备:可选用码垛机器人。具体型号为:YZ-RP 装箱/码垛机器人。码垛机器人可将纸箱或袋子等包装物堆放在栈板上,它所具备的通用性、到达距离、承载能力可满足大部分栈板码垛应用的要求。
9)检验设备:选用检验平台。具体型号为SD5000型检验平台。
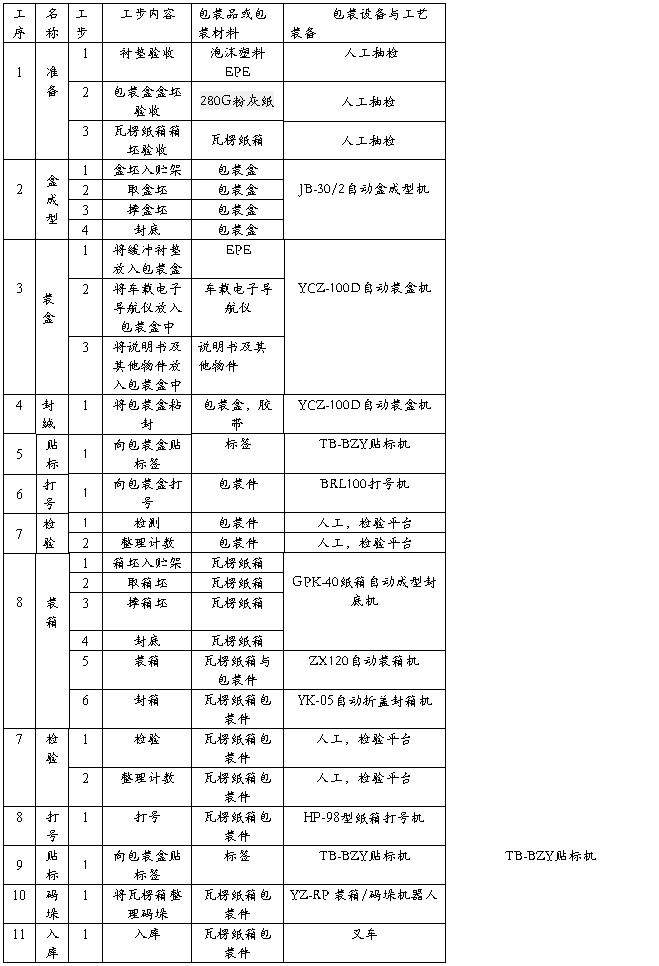
3.1.3包装品的确定
将工序细化到每一工步并确定出每一工步对应的工作内容,并将所选包装工艺设备和每一步工序中所需包装品与相关附件列入,得出包装工艺过程简表如下:
表1 包装工艺过程简表
3.2 包装工艺过程分析
3.2.1针对车载电子导航仪包装的包装工艺过程
1)包装盒成型过程:根据生产率为8个/min,前面选取设备为自动盒成型机,备选型号为JB-30/2,可确定生产速度为8个/分钟。在这过程中,就是要将平板状的盒坯折叠成立体状。盒坯从料库落到送盒输送带上,挡板推动其往前进,当到达张盒工位时受到挡块地阻挡而撑开,插板插进盒中,带着已开的纸盒落下,然后插板退出。
2)装盒过程:就是将衬垫和导航仪放入包装盒中可采用装盒机,采用YCZ-100D自动装盒机,它的生产能力可确定为8盒/分钟。将衬垫,车载电子导航仪和说明书自动装入折叠纸盒中,并完成盖盒动作。自动装盒机进料一般分为三个入口:衬垫入口,车载电子导航仪入口, 说明书和其他配件入口。从包装盒进料到最后包装成型的整个过程大致可以分成四个阶段:下盒、打开、装填、合盖。合盖动作是个关键性的动作,完成的好坏与纸盒的结构和机器调节的准确程度有很大关系。
3)纸箱成型过程:此过程中使用的设备为纸箱自动成型封底机,型号为:GPK-40,开箱能力:5箱/分钟。该开箱机采用立式储存纸板方式,并可随时补充纸箱板,不需停机,更多的时间,更多的包装。此开箱机结构设计:一次完成纸箱吸箱、开箱、成型、折底、封底等包装工序。自动开箱、自动折合下盖、自动密封下底胶带,大大方便操作。瓦楞纸箱坯竖放在料架上,后用压块压紧。压杆可将第一个纸箱坯压下去,箱坯随即落下。夹紧爪夹牢己下落的双层箱坯的后面一层板边缘,推杆从纸箱两摇盖间的缝隙中插入,顶开前面一层板,箱子被初步撑开,再通过压板的作用,使纸箱完全成方形。
4)装箱过程:使用ZX120自动装箱机,用于完成运输包装,它将包装成品按一定排列方式和定量装入箱中,确保装箱、折边、喷胶、封箱等后包装工序的连续自动完成。
5)检测过程:使用DJ型双面灯检机将不符合要求的包装剔除出去,重新进行包装。
6)打号过程:选用包装激光喷码机,具体型号为:BRL100 。激光喷码机喷印的是一个无法擦掉的永久性标记,通过激光直接在物体概况瞬间气化而成,无需借助任何辅助工具即可肉眼分辨,便于消费者识别。且无耗材,维护更方便。但为何目前不能广泛运用并代替墨水喷码机呢?因为激光喷码机是采用墨水喷码机的原理,利用激光的特性,但所喷印出来的效果依然是点阵式,并不能为用户创造更多的商业价值。
7)贴标过程:就是用专门的贴标机,即TB-BZY贴标机。,是以粘合剂把纸或金属箔标签粘贴在纸箱的规定部位上。速度很快,并且不会出现歪贴现象,比人工贴标要快,而且效果也很好。
8)码垛过程:就是使用码垛机器人。具体型号为:YZ-RP 装箱/码垛机器人。码垛机器人可将纸箱堆放在栈板上,然后将其运送到仓库中保存。
3.2.2生产出来的包装件的检验
使用检验平台,即SD5000型检验平台,人工进行检验,若有时候有包装失败的产品,人工挑出,并进行处理。
1)包装品的检验
①车载电子导航仪的检验:A.外观检验(采用人工检验,由检验员感官检测车载电子导航仪是否完善,如各按键是否完整,表面是否有刮伤等缺损等)B.质量检验(由质检中心现场从同一批包装品(车载电子导航仪)中随机抽取进行检验。每批成品检验完毕后应留样保存,并将抽取的代表性样品储存于该类产品的正常保存条件下至保质期满后两个月后为止,以供必要的品质测定及产生质量纠纷时使用。各检测项目具体的检测方法与检测仪器由质检中心提供)等。
②袋装材料(卷材)的检验:A.规格尺寸检验(仪器:纸板厚度测量仪、钢直尺;方法与合格条件:用纸板厚度测量仪和钢直尺对包装纸的厚度和宽度进行检验,若包装纸的厚度和宽度的偏差在±0.005mm和±1mm之间,则合格)B.印刷情况检验 (采用人工检验,观察印刷信息是否正确、清晰、完整、无错位、无色差等)等。
③瓦楞纸箱箱坯的检验:A.规格尺寸检验(仪器:钢卷尺;方法与合格条件:用钢卷尺对箱坯的长、宽、高进行检验,若测量出偏差在±3mm之间,则合格)B.定量检验(仪器:天平;方法与合格条件:沿被测纸横向切取100±0.1mm×100±0.1mm的试样10张,测出每张质量并算出其定量,求出平均值,若其值在±30g/m2之间,则合格)C.印刷情况检验(采用人工检验,观察印刷信息是否正确、清晰、完整等)D. 纸箱强度检验(采用压力试验机、万能试验机、冲击试验机等相应的仪器和方法对瓦楞纸箱的空箱承载能力、耐冲击强度和抗转载强度进行测量)等。
2)包装件的检验
①包装件的检验:A.密封性检验(仪器:密封试验仪;方法与合格条件:采用水中减压法将包装件浸入仪器的真空室内的水中,再关闭真空室并抽真空,若水中到达设定的压力与时间前一直未出现冒泡现象,则合格) B.印刷质量检验(仪器:印刷质量检测系统;方法与合格条件:将包装件放入该系统中扫描,若系统显示合格,则合格)C.封合处平整度检验(采用人工检验,观察包装件是否表面平整无明显褶皱,裁切口整齐)等。
②瓦楞纸箱包装件的检验:采用人工检验,观察瓦楞纸箱是否合格(如有无破损),贴标与印刷是否合格(如贴标位置与种类是否正确,印刷信息是否正确、清晰、完整、无错位),装箱是否合格(瓦楞纸箱中包装件的数量与堆码是否正确),封箱是否可靠等。
3.2.3工序能力分析
设计方案中预定年产量为100万袋,若按这一值来分配生产效率,则因实际生产过程中会有机器的清洗以及因损坏而维修等偶然因素的产生而影响年产量,达不到预期要求。所以生产效率的设定应留有余量,按最大产量来计算,这样才能实现100万袋的年产量。
由选择的包装机可知充填速度设置为是10包/分钟,因此设一年的工作日为300天,一天工作7小时,一条生产线生产,则:
年产量=10×60×7×300=192万盒/年>120万盒,故符合产量要求。 所以生产能力系数为:192/120=1.26,相对比较合理。
4心得体会
我从整个课设之中真的学到很多,以前学习课本知识,只是感性的去理解,在实际运用中还有许多不足。许多东西都是重温课本,吃透理论知识后才做出来的,而有些软件又不会用,因此边学边做,当做完课设后,软件学的也不错了。
课程设计是培养学生综合运用所学知识,解决实际问题,锻炼实践能力的重要环节,是对学生实际工作能力的具体训练和考察过程。包装工艺学已经成为当今包装应用中不可缺少的一部分,在生活中可以说得是无处不在。
回顾起此次包装工艺课程设计,至今我仍感慨颇多。在整个课设的过程中,学到很多很多的东西,同时不仅可以巩固了以前所学过的知识,而且学到了很多在书本上所没有学到过的知识。通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正为社会服务,从而提高自己的实际动手能力和独立思考的能力。
在设计的过程中遇到问题,可以说得是困难重重,这毕竟是第一次做的,难免会遇到过各种各样的问题,同时在设计的过程中发现了自己的不足之处,对以前所学过的知识理解得不够深刻,掌握得不够牢固,但是通过这次课程设计之后,我一定把以前所学过的知识重新温故。
5参考文献
1 潘松年.《包装工艺学》 印刷工业出版社 2004.8
2 金国斌.《包装工艺与设备》 中国轻工业出版社 2009.1
3 吴 波. 《包装结构设计》化学工业出版社,2001.7
4 彭国勋. 《运输包装》印刷工业出版社 1999.8
5 彭国勋.《物流运输包装设计》印刷工业出版社,2006.10
6 郭玉花.等包装材料学[M].天津:国防工业出版社,2004.
7 陈永常.瓦楞纸箱的印刷与成型.北京:化学工业出版社,2005.
8 曹清筠.物流运输包装.北京:中国铁道出版社,1987.
9 马桃林.《包装技术》武汉测绘科技大学出版社1999.6
10 林学瀚等.包装技术与方法[M].长沙:湖南大学出版社,1988.
11 宋宝丰.产品脆值理论与应用[M].长沙:国防科技大学出版社,2002.
12 陈黎敏.等.瓦楞纸箱生产线选择优化模型[J].包装工程,2003,24(2):12-13.
13张涛.应力-能量法正测定泡沫塑料缓冲曲线应用中的应用[J].包装工程.2008.29:59-60.
14包装材料 瓦楞纸板.GB/T6544-1999,国家质量技术监督局发布,北京:中国标准出版社,1999,8页,CNY6.00,71.383078/467
15 包装设计图形手册,(美) 拉兹罗?鲁斯, 乔治?L?威本佳著;赵黎明译,沈阳:辽宁科学技术出版社,2002.4,576页,CNY95.00,TB482-64/1