
数控线切割实验
一、 实验目的
1、了解数控线切割加工的原理、特点和应用。
2、了解数控线切割机床的结构和保养常识。
3、了解数控线切割机床的操作。
二、实验内容
1. 教师讲解数控线切割机床的结构、原理、特点和应用。
2. 操作机床,加工简单的工件
3. 学生上机演示。
三、实验设备
线切割机床(DK7732)一台。
四、线切割加工基本知识和操作方法
1、电火花线切割加工原理
线切割加工是电火花加工的一种,其基本原理如图所示。
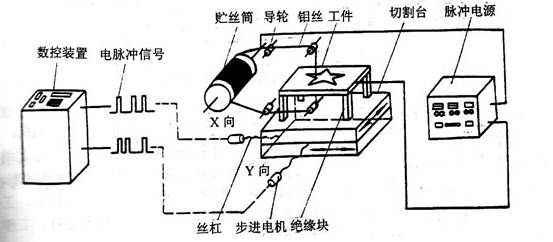
被切割的工件作为工件电极,钼丝作为工具电极,脉冲电源发出一连串的脉冲电压,加到工件电极和工具电极上。钼丝与工件之间施加足够的具有一定绝缘性能的工作液(图中未画出)。当钼丝与工件之间的距离小到一定程度时(一般为0.01~0.04毫米),在脉冲电压的作用下,工作液被击穿,在钼丝与工件之间形成瞬间放电通道,产生瞬时高温,使金属局部熔化甚至汽化而被蚀除下来。电极丝与工件之间脉冲性地火花放电,电极丝沿其轴向(垂直或Z 方向) 作走丝运动,工件相对于电极丝在X , Y 平面内作数控运动,工作台在水平面两个坐标方向各自按预定的控制程序,根据火花间隙状态作伺服进给移动,从而合成各种曲线轨迹,把工件切割成形.
电火花线切割加工设备一般由脉冲电源、自动控制系统、机床床身和工作液循环过滤系统组成。脉冲电源为电火花加工提供放电能量;自动控制系统使电极与工件间维持适当的间隙距离(通常为数微米到数百微米),防止发生短路和拉弧烧伤等异常情况发生;机床给加工过程提供支撑,并使电极与工件的相对运动保持一定的精度,工作液有助于脉冲放电,并起冷却及间隙消电离(使通道中的带电粒子恢复为中性粒子)作用,循环过滤系统保证蚀出产物的有效排出,以防止工作液中的导电微粒过多而减小绝缘强度。
2、电火花线切割加工主要用途和适用范围
电火花加工方法是一种与机械加工性质完全不同的新工艺、新技术,它不同于普通车削等机加工,不是靠比工件材料更硬的刀具来切除工件上多余的部分,而是靠两电极间脉冲放电时产生的电腐蚀(包括热融化、气化,液动力、电子轰击等造成的工件及电极的腐蚀)对材料进行去除加工,可以用较软的材料来加工任何硬、脆、韧、软、高熔点的导电材料,如果采用特殊方法还可用来加工半导体、甚至非导电体。主要用在模具加工行业,全世界约有70%的WEDM机床是用来加工模具的。
电火花线切割加工,是电火花加工的一个分支,是一种直接利用电能和热能进行加工的新工艺,对于新型材料、传统冷加工困难的材料和复杂型腔等情况,线切割加工成为好的解决方法,为新产品试制、精密零件加工及模具制造开辟了一条新的工艺途径。
1)加工模具。适用于各种形状的模具。切割凸模、凸模固定板、凹模及卸料板等,模具配合间隙、加工精度通常都能达到要求。还可加工挤压模、粉末冶金模、弯曲模、塑压模等通常带锥度的模具。
2)加工电火花成形加工用的电极。一般穿孔加工用的电极和带锥度型腔加工用的电
极,以及铜钨、银钨合金之类的电极材料,同时也适用于加工微细复杂形状的电极。
3)加工零件。在试制新产品时,用电火花线切割在坯料上直接割出零件,加工薄件时还可多片叠在一起加工。在零件制造方面,可用于加工品种多,数量少的零件,特殊的、难加工材料的零件,材料试验样件,各种型孔、特殊凸轮、样板、成型刀具。同时还可进行微细加工,异形槽、窄槽和标准缺陷的加工等。
线切割机床适合加工高精度、高硬度、高韧性的导电金属模具,样板及形状复杂的零件。广泛应用于电子仪器,家用电器,精密机械,轻工,军工等部门。能加工各种高硬度、高强度、高韧性和高脆性的导电材料,如淬火钢、硬质合金等。加工时,钼丝与工件始终不接触,有0.01mm的左右的间隙,几乎不存在切削力;能加工各种冲模、凸轮、样板等外形复杂的精密零件及窄缝等;尺寸精度可达0.02~0.01mm,表面粗糙度Ra值可达1.6µm。
3、DK7732型数控线切割机床主要结构
数控线切割机床的外形如图所示,包括机床主机、脉冲电源、数控装置、工作液循环过滤四大部分。
4、操作步骤
1)、启动电源开关
2)、编程:
a)用CAD绘好图后存为dxf文件,再在本机中调用;
b)直接在本机上绘制简单的图形,经排序、添加引入引出线、后置、G代码存盘、加工界面调用。
3)、根据工件的厚度调节丝架跨距(允许在电极丝安装后调整,但必须在启动运丝电机前,切割工件时不得调节跨距)。
4)、绕电极丝(电极丝缠绕结束后,应手动紧丝一到两遍,紧丝时应用力均匀),
5)、工件安装在夹具上。
6)、丝速选择:根据工件厚度决定丝速,工件越厚丝速越高。
(允许运丝电机开机选择,但不得在切割时选择)
7)、开运丝电机(不得接触运丝筒、电极丝和工件)。注意:确定手摇把不在丝筒上。
8)、开水泵电机,调节喷水量。
开水泵时,请先把调节阀调至关状态,然后逐渐开启,调节至上下水柱包容电极丝,水柱射向切割区即可,水量不必太大。注意造成冷却液飞溅
9)、开高频,选择电参数:用户可根据对切割效率或表面粗糙度的要求进行选择。电极丝切入时,把脉冲间隔相对拉开,待切入后,稳定时再调节脉冲间隔,使加工电流满足要求。
10)启动程序运行,进入切割时,调节电位器旋钮,观察机床电流表,使指针稳定。
(允许电流表指针略有晃动)
11)加工结束:应先关脉冲电源,然后关水泵电机,再关运丝电机,检查X、Y坐标是否到终点,到终点时拆下工件并检查质量;
五、心得体会
第二篇:数控电火花线切割实验报告(毕业实习)
数控电火花线切割加工演示实验
班级 学号 姓名 成绩
一、实验目的
1)了解数控电火花线切割、电火花成型加工机床的工作原理、工艺特点及应用范围。
2)了解数控电火花线切割、电火花成型加工机床的基本组成及各部分作用。
3)熟悉放电加工中的主要影响因素。
4)掌握数控电火花线切割、电火花成型加工工艺及操作方法,并能编制一般零件的数控程序。
二、实验原理
线切割机床加工的基本原理是:
利用一根运动着的金属丝(直径为0.02~0.3mm的钼丝或黄铜丝)作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在储丝筒上,电机带动储丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液介质。当电频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互撞击以及粒子与电极材料的撞击,又将动能转变为热能。在放电通道内,正极和负极表面分别成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、液体动力等综合作用下,蚀除下来的金属微粒随着电极丝和移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。在脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,步进电机受控系统的控制,使工作台在水平面沿两个坐标方向伺服进给运动,于是工件就逐步被切割成各种形状。
电火花加工的原理:
三、实验仪器与设备
1、电火花加工机床 2、线切割机床
四、实验内容简述
1. 现场熟悉数控电火花、快走丝线切割机的控制组件及功能
2. 练习数控电火花快走丝线切割机的开关机操作
3. 数控电火花机床的调整和操作:
进行数控快走丝线切割机电极丝的安装及调整操作
(1) 电极丝的绕丝、紧丝操作
具体步骤如下:
① 将购回的丝盘上的电极丝绕在储丝筒上;
② 使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉处并压紧;
③ 打开张丝电机启停开关,旋动张丝电压调节旋钮,调整电压表读数至电极丝张紧且张力合适;
④ 旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上;
⑤ 待储丝筒以至其行程的另一端时,关掉张丝电机启停开关,从丝盘处剪断电极丝并固定好丝头。
(2) 电极丝垂直校正
在具有U、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用一个各平面相互平行或垂直的长方体,称为校正器
具体步骤如下:
① 擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧面作为基准面,选定位置将两侧面沿X、Y坐标轴方向平行放好;
② 选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电极丝;
③ 移动X轴使电极丝接近校正器的一个侧面,至有轻微放电火花;
④ 目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面远,电极丝不平行于该侧面,需要校正;
⑤ 通过移动U轴,直到上下火花均匀一致,电极丝相对X坐标垂直;
⑥ 用同样方法调整电极丝相对Y坐标的垂直度。
4. 联系YH线切割自动编程控制系统的屏幕控制功能及绘图功能操作
5. 自己设计能用数控电火花、快走丝线切割机加工的感兴趣的零件,用数控电火花、快走丝线切割机,YH线切割自动编程控制系统软件绘零件图,并能够根据相关知识概述例题操作步骤及内容进行操作加工。
设计的能用数控电火花、快走丝线切割机加工的感兴趣的零件图纸
TROOP线切割机床操作步骤及内容
① 开机,检查系统各部分是否正常,包括高频点、工作液泵、储丝筒等工作情况;
② 装夹工件,根据工件厚度调整Z轴至适当位置并锁紧;
③ 进行储丝筒绕丝、穿丝和电极丝位置校正等操作;
④ 移动X、Y轴坐标确立电极丝切割起始坐标位置;
⑤ 开启工作液泵,调节喷嘴流量;
⑥ 绘图输入或调用加工程序;
⑦ 确认程序无误后,进行自动加工;
⑧ 加工结束后,取下工件,将工作台移至各轴中间位置;
⑨ 清理现场
⑩ 关机
TROOP电火花机床操作步骤及内容
五、思考与作业题
1. 如果所加工零件含圆柱或圆锥通孔,在用本实验所提供的零件毛坯加工前应作如何处理才能进行穿丝从而能进行加工?
预先要打一个穿丝孔
2. 数控电火花、快走丝线切割机中的模拟加工有什么用途?
模拟加工可检验代码及插补的正确性。在电机失电态下(OFF状态),系统以每秒2500步的速度快速插补,在屏幕上显示其轨迹及坐标。若在电机锁定态(ON状态),机床空走插补,可检查机床控制联动的精度及正确性。