赣州技师学院20##——20##学年第二学期授课计划表
编号:QD-0507-07 编制人;钟正红 编制日期: 20##年9月 1日
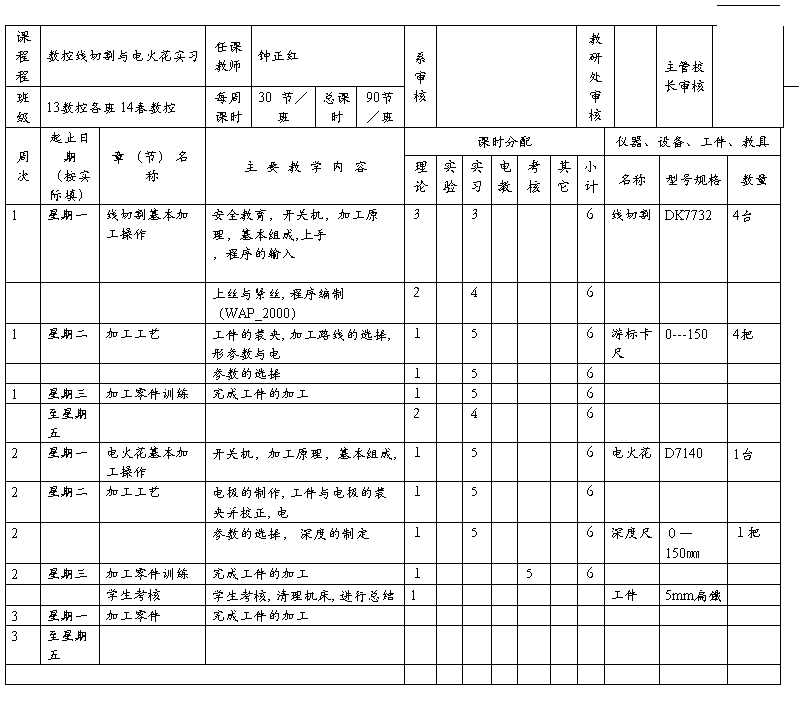
备注:1、本计划须根据校历按章(节)填写,内容与教学进程相符; 2、本计划一式两份同时上交,逐级审核后返回; 3、本计划任课教师、系(部)各存一份。
4、若仪器、设备、工件、教具内容较多,表格中填不下,可另附设备材料详细清单。
第二篇:线切割实训教案
九 江 职 业 技 术 学 院 教 案
线切割实训教案
前言:本次实训分两次上课讲解,然后到机床上动手练习、操作、加工,最后完成加工零件上交,理论考核、交实训报告。
第一次课(周一早上)
一、 线切割加工的安全知识:
1、 操作者必须熟悉线切割机床的操作技术,开机前应先按设备润滑要求,对机床有关部位注润滑油。
2、 操作者必须熟悉线切割的加工工艺,恰当的选取加工参数,按规定的操作顺序操作,防止造成断丝等故障。
3、 用手摇柄操作储丝筒时,用完后应急时取下摇柄,防止丝筒转动时将其甩出伤人。
4、 在装卸电极丝时,应注意防止电极丝扎手。另外换下来的电极丝应放到指定的容器里,防止混入电路和走丝系统中造成电器短路、触电和断丝等故障。手动停机时,要在储丝筒刚换向后尽快按下急停按钮,以免因惯性将钼丝冲断。
5、 机床附近不得放置易燃、易爆物品,防止因工作液一时供应不足产生的放电火花引起爆炸。
6、 正式加工前、应正确的确定工件的位置,防止碰撞丝架和超程撞坏丝杆、螺母等传动件。
7、 尽量消除工件的残余应力,防止切割过程中爆炸伤人。加工之前应安装好防护罩。
8、 实训的学生进入工厂时一定要穿好工作服,女生应戴好工作帽,不许穿拖鞋、背心、短裤进入实训车间。不准在车间内吃零食、串岗,做与实训无关的事情。
二、 工作原理:
在一定的介质中,通过工具电极和工件电极之间放电时产生的电腐蚀作用,对金属工件进行加工的一种工艺。在加工时电极丝带负电,工件带正电,当相互 1
九 江 职 业 技 术 学 院 教 案 靠近时,温度在瞬间达到10000℃~12000℃以上,将工件在瞬间熔化或汽化。
三、 线切割机床的结构:
床身、工作台、走丝机构、冷却系统、附件和夹具。
走丝机构:储丝筒、导轮、丝架等。
具体的结构我们到机床上一一解释。
四、线切割机床的型号:
我们用的是DK77系列的机床
D——点火花 K——数控
7——快走丝 7——线切割 6——慢走丝
通常我们用的是快走丝的,它采用直径为Φ0.03~Φ0.3㎜(我们常用Φ0.12-Φ0.2㎜)的钼丝,走丝速度V≧2.5m/s,常用值6-8 m/s。是在一定的厚度时。工件太薄或太厚,速度都不同。
慢走丝机床,采用直径为Φ0.003~Φ0.3㎜(常用Φ0.2㎜)的铜丝,走丝速度V﹤2.5m/s(常用0.001-0.25m/s),电极丝只是单向通过间隙,不重复使用,可避免电极丝损耗对加工精度的影响。工作液主要用去离子水或煤油。 五:工作液
1、 工作液的成分:
皂化液或乳化液和水,按1:18或1:20的比例配制而成的,白分比约5%左右。
2、 工作液的作用:
冷却、洗涤和绝缘
六:工件的装夹
工件的装夹可以说是机加工中最难的一部份,也是我们主要掌握的一面,精度的保证、平面的找正等等,都要通过装夹来完成。而且不同的机床装夹方式也不同,比如:车床我们用的是三爪卡盘,铣床我们用的是平口虎钳、压板或分度头等,而我们线切割所用的夹具种类也很多,也比较简单,我们一般用压板、磁性夹具、旋转夹具或专用夹具等,下面我们简单介绍一些。 2
九 江 职 业 技 术 学 院 教 案
1、 工件装夹的要求:
⑴、工件基准要确定,以免造成基准不重合误差。 ⑵、 工件的装夹部分要有利于找正,不能与运动部件相干涉。 ⑶、 对工件的夹紧力要均匀,不要太大一面工件变形。 ⑷、 批量大的零件采用专用夹具,便于提高效率。
2、 工件的装夹的几种方法
⑴、 桥式支撑方式:也就是我们实训时所用的这种,装夹方便,操作简单,
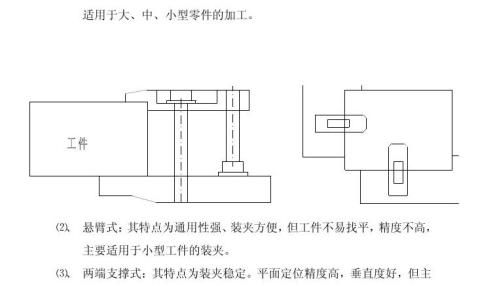
要用于较小型零件的装夹。
⑷、 板式支撑式:与零件的加工尺寸有关,可以是矩形的,也可以是方型、圆形,还可以是其它异型的零件,X、Y方向的移动精度较高,装夹精度好,适用于批量生产。
⑸、 还有复式支撑式等:其它的我们只作了解,这里我们就不讲了。 所以说我们要根据零件的不同来选择不同夹具,根据零件批量的不同来选择夹具、根据零件要求的精度的不同来选择夹具。工件安装好以后用千分表将工件拉平。工件的基准面对工作台移动方向倾斜时,可移动X轴或Y轴根据千分表上的读数变化,用铜棒等轻打工件,调整工件使工件基准面与移动方向平行,拧紧固定螺丝。
3

七、穿丝
我们无论在什么机床上实习,都要装刀,只不过是刀具的形式不同而已,如:车床用的是车刀,铣床用的是铣刀,而我们线切割用的是钼丝,所以我们就要来穿丝,有很多同学可能见到过,会认为好简单,当亲自动手时感觉就不同了,我们穿丝时一般是从下往上穿,但也可以从上往下,要难一些,但不是不可以的。 穿丝时要看我们的零件,看我们的走丝路线,比如:工件上有没有穿丝孔之类的工艺孔。如果有的话我们就要从孔内穿过,没有就方便多了。但只说还不够,具体的操作方法我们到机床上还会教你们。
八、当天的任务
⑴、了解机床的结构,加工原理。
⑵、工件的装夹练习
⑶、穿丝练习。
九、当天的考核内容
⑴、穿丝
⑵、临时出问题
4
九 江 职 业 技 术 学 院 教 案 第二次课内容
一、 单板机的介绍:
单板机也就是我们机床的控制器,我们实习的地方有两种控制器,一个是单板机,另一个是YH系统控制器,因为线切割的程序有好多种,所以用到的控制器也不同,我们实习练的是3B格式的程序,所以只能用我们的单板机。
1、 单板机的结构:
①、显示器:单板机的显示器不同于其它的机床,又大又明显,而我们的只是一个小小的长条,也只能看到我们当前输入的那一条程序。 ②、机床控制面板:机床的控制器上都有两个面板,一个是机床控制面板,一个是系统控制面板,我们线切割机床也是一样,由这两个构成。机床控制面板位于单板机的左侧,由五个开关构成,一个是工作点用来调节加工速度和电流大小的,还有四个是控制机床加工的,分别是自动/模拟、加工、进给、高频,尤其是开机时这几个按键的顺序不要搞错,顺序分别是自动、加工、进给、高频。
③、系统控制面板:是用来控制单板机系统的,位于单板机的右侧,主要用来输入程序、修改程序、效验程序的,还有平移、旋转、程序的调用等,具体怎么应用在机床上讲解或自己也可以看书,上面介绍的很详细。 二、3B程序的编辑
线切割的程序有多种形式:如、3B、4B、5B、ISO和EIA等,所以以后你们到外面遇到4B、5B格式的不要不知道就可以了,而我们今天讲的是3B格式的,以为3B格式的在外面应用的也很广,一般慢走丝的机床用的是4B格式的,目前也有许多系统直接采用ISO格式,也就是我们通常所说的G代吗。 1、3B程序格式

X、Y——坐标值(相对的)
J——加工线段的计数长度
G——加工线段的计数方向
5
九 江 职 业 技 术 学 院 教 案 Z——加工指令
例:B0 B1000 B1000 GY L2
2、坐标系与坐标值X、Y的确定
编程时所采用的是相对坐标系,即坐标系的原点是随着程序段的不同而发生变化的,以为线切割是用来加工平面图形的,所以编程时只有直线和圆弧,但直线包括直线和斜线,圆弧包括整圆和任意角度的圆弧。
①、加工直线时,要以直线的起点建立工件坐标系原点,X、Y的值要取终点的坐标值。单位是?m。
②、加工圆弧时,要以圆弧的圆心建立工件坐标系的原点,X、Y的值要取圆弧的起点坐标值,单位是?m。
3、 计数方向G的确定
不管加工直线还是圆弧,计数方向均按终点的位置来确定。
☆、加工直线时,终点靠近哪个轴,则计数方向就取哪个轴,或取终点坐标值大的哪个轴,加工与坐标轴成45°角的线段时,计数方向X、Y轴都可以。
☆、加工圆弧时,终点靠近何轴时就取另外的一个轴,或取终点坐标值小的哪个轴,终点落到与坐标轴成45°角的线上时,一般我们是在一、三象限取GX,在二、四象限取GY。
4、计数长度J的确定
计数长度是在计数方向的基础上确定的,
计数长度是被加工的直线或圆弧在
6
九 江 职 业 技 术 学 院 教 案 计数方向的轴上的投影的绝对值的总和,单位也是?m。
5、 加工指令Z的确定
☆ 、加工指令Z总共有12个,加工直线时有四个:L1、L2、L3、L4,如图,当直线在第一象限时(包括X轴,不包括Y轴),加工指令记:L1、L2、L3、L4。
X正半轴上 L1 Y正半轴上 L2 X负半轴上 L3 Y负半轴上 L4 ☆ 、加工圆弧时有八个,因为圆弧又分顺圆和逆圆。
1、加工顺圆时有四个:SR1、SR2、SR3、SR4
X正半轴上 SR4 Y正半轴上 SR1 X负半轴上 SR2 Y负半轴上 SR3
2、 加工逆圆时也有四个:NR1、NR2、NR3、NR4 X正半轴上 NR1 Y正半轴上 NR2 X负半轴上 NR3 Y负半轴上 NR4
6、编程举例:
B0 B1000 B1000 GY L2
B0 B1000 B2000 GX NR2
B2000 B0 B2000 GX L1
B0 B1000 B2000 GX SR1
B2000 B0 B2000 GX L3
7
九 江 职 业 技 术 学 院 教 案 B0 B1000 B1000 GY L4
DD
三 、线切割的工艺和工装
线切割加工,一般是作为工件加工中的最后一道工序,按照图纸要求达到尺寸、精度和表面粗糙度等各项指标的。做好加工前的准备,和合理安排加工路线、选定参数是非常重要的。
1、 工艺分析
用以加工过的面选择出工艺基准和加工基准,定位装夹。考虑加工的材料以及在加工过程中的变形等因素,采取合理的措施。制定出合理的加工路线。
2、 工艺基准的选择
★ 、应尽量使定位基准和设计基准重合,以免造成基准不重合误差。 ★ 、选择某些工艺基准作为电极丝的定位基准。
3、加工路线的选择
★ 、避免从工件端面由外向里面加工,不要破坏工件的强度以及内部的结构,引起工件的变形。
★ 、不能沿着工件的端面进行加工,这样加工时,因电极丝单向放电受力,使电极丝运行不稳,容易造成断丝。
★ 、加工路线应远离工件的加紧力的方向。
★ 、一个毛坯不要同时加工出两个或两个以上零件。
4、 加工参数的确定
1、脉冲宽度:每一个脉冲当量持续的时间大小,脉宽增大,切割速度加快,增大到一定值时,当电腐蚀物来不及排出,反而会影响加工速度,就有可能造成机床短路,发生危险。
2、脉冲间隔:每相临两个脉冲当量之间的间隔时间的大小,减小间隔时间,可提高切割速度,但减小到一定值时,就会造成机床放电不稳,发生短路现象。
3、峰值电流:加工时的放电电流的大小,电流过大可能造成工件表面烧伤,电流过小,影响工件的加工效率。
8
九 江 职 业 技 术 学 院 教 案
四、 任务
1、单板机的熟悉、了解及应用。
2、自己设计零件图纸,编辑出程序(3B)。
五:考核
1、单板机的应用。
2、切削参数的设定。
3、看情况临时出题。
9