变压器充氮保护、抽真空工艺总结
邓 勇
(攀钢信息公司电机修造分公司 617062)
摘 要
在攀钢能动中心新冶所1#主变现场吊钟罩检修器身工程中,为防止器身受潮采取充氮保护及抽真空措施,期间发现了诸多问题并及时改进,取得了良好的检修效果,现进行归纳、总结,供同行业参考、借鉴。
关键词:真空 充氮 变压器 钟罩
一、基本情况介绍
1、检修内容基本介绍
变压器基本参数
型号:SFPS7-50000/110
额定容量:50000/50000/30000KVA
额定电压:110KV
油重量:19t 器身重量:51.55t 总重量:87.61t
新冶炼变电所1#主变一台,现场拆除附件,吊钟罩器身检查、处理发现缺陷,附件进厂检修,更换全部密封件,回装变压器。
2、抽真空、充氮保护的必要性
2.1、充氮保护的原因
2.1.1、变压器本体上空加盖有水泥板遮雨棚,且遮雨棚高度无法满足130t汽吊伸臂高度的要求,虽然顶部有吊攀,但年久失修无法确认该吊攀的承重状况,故考虑变压器必须拉出水泥板遮雨棚的底部,在130t汽吊有效吊装区域内进行吊钟罩检修;
2.1.2、对变压器拉出区域地面承重状况无法确保,故决定在变压器拉出前,放掉变压器箱体内全部变压器油及拆除变压器外部全部大型附件,减轻变压器本体重量以确保拉出区域地面承重能力;
2.1.3、基于以上两个因素,变压器从全部油放完,开始拆除附件至拉到130t汽吊有效吊装区域,历时在12小时以上,而变压器拆除附件也必须在光线充足的白天进
行,故如果接着开始拆除缸沿螺栓进行吊钟罩检查,无法确保器身在空气中暴露时间不超过国家标准要求,且吊钟罩时间也已接近夜晚,光线不充分,照明不便,空气湿度也相应变大,这些种种不利因素决定了必须采取充氮保护措施,将吊钟罩检修延迟到第二天上午阳光充足、空气湿度相对较小的时候进行。
2.2、抽真空的必要性
变压器本体在吊钟罩检查完毕回装以后,对变压器箱体内进行12小时的连续抽真空有利于解决变压器器身轻微受潮的缺陷。基于此次现场抽芯的特殊情况,变压器从放油完毕到重新回注油总共历时达24小时以上,虽然期间采取了充氮保护措施,但仍然无法完全确保变压器器身没有轻微受潮。故我们决定在变压器吊芯检查完毕回扣钟罩且全部密封处理结束后,对变压器进行抽真空处理,同时也满足了在第二天光线充足的情况下回装附件的要求。
二、充氮、抽真空的硬件配置及操作
1、充氮装置及操作

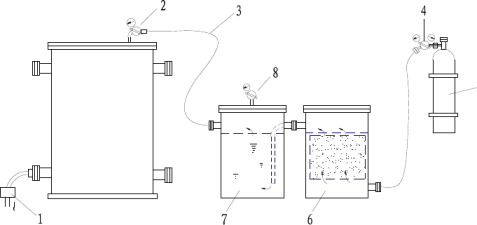
充氮示意图
1-油泵 2-压力表、阀门 3-充氮支管 4-压力调节器
5-氮气瓶 6-干燥器 7-洗油器 8-压力表、阀门
1、充氮准备工作:按图示连接、安装各压力表、阀门,氧气管,确保氧气管与各连接口的绑扎牢实,没有泄漏,各个阀门处于关闭状态。干燥器内干燥剂确认干净、干燥,洗油器内的变压器油为过滤后的合格油。压力表2的量程0~0.1MPa 。
2、开始充氮:
1) 打开氮气瓶总阀门,观察阀门上氮气压力表情况,新氮气瓶的氮气压力在10~
15MPa之间。
2) 缓慢打开氮气瓶上减压阀门,观察减压阀门上的压力表情况,调整压力至
0.025MPa即可。
3) 打开变压器顶部阀门,让氮气充入变压器箱体内,靠近阀门,可以听见氮气充入
的嘶嘶响声。用手触摸洗油器顶盖,可以感觉到氮气通过变压器油所引起的振动。这些状况说明氮气充入正常,反之则检查各连接口和氮气管的弯折处,排除氮气流动堵塞的故障。
4) 打开箱体下侧铜闸阀门,打开油泵开始放油,边放油边充氮。
5) 随着油释放数量的增加,观察变压器顶部压力表的读数,控制压力读数在
0.025MPa以下,防止冲破变压器顶部的压力释放阀,如果压力过小,影响放油速度,可适当调大氮气瓶上的减压阀门,始终控制变压器顶部压力表的读数在0.025MPa以下,整个过程最好安排两个人进行操作,一个在变压器顶部观察压力变化,一个在氮气瓶旁控制氮气充入压力,一般而言充入氮气压力不要超过
1.5MPa为宜,充入压力过大,会导致箱体内空气温度骤降,引发微量水蒸气冷凝成水附着在器身上。
3、充氮过程:
1) 在氮气充入过程中,氮气瓶、洗油器、变压器顶部的三块压力表读数不一致,其
中氮气瓶上压力表读数最大,洗油器上压力表读数较小,变压器顶部压力表读数最小。变压器箱体内的氮气压力以变压器顶部压力表读数为准。
2) 注意氮气瓶总阀门上氮气压力表读数,当读数低于2MPa时,及时更换新氮气瓶。
更换新氮气瓶的操作程序:a、关闭变压器顶部阀门;b、关闭减压阀门;c、关闭氮气瓶总阀门;d、打开洗油器顶部阀门进行放气,确认洗油器内氮气基本放完,没有明显强烈的气体冲出为止,关闭洗油器顶部阀门;e、更换新氮气瓶。f、按开始充氮的程序依次打开各阀门,进行充氮。
4、氮气压力保持:
1) 当变压器箱体内变压器油释放到需要程度后,观察变压器顶部压力表读数,当读
数达到0.025MPa时,关闭变压器顶部阀门,关闭减压阀门,开始保持氮气压力。
2) 观察顶部压力表读数情况,一个小时内读数下降幅度没有超过0.002MPa,说明变
压器密封情况良好,可以继续保持,反之检查各密封口,处理泄漏缺陷。
3) 在要求氮气保护时间内,顶部压力表读数至少保持在0.015MPa以上 ,如果低于
此压力,按开始充氮的程序依次打开各阀门,进行充氮,直到压力重新达到0.025MPa 。
4) 氮气压力保持阶段最好安排熟练人员现场监护。
5、解除氮气保护:
1) 达到氮气保护时间后,关闭变压器顶部阀门,关闭减压阀门,关闭氮气瓶总阀门,
打开洗油器顶部阀门进行放气,确认洗油器内氮气基本放完,没有明显强烈的气体冲出为止,关闭洗油器顶部阀门。
2) 开始充氮装置的拆除。断开变压器顶部的氧气管连接后,打开顶部阀门进行氮气
释放,开启时操作人员不要直接面对氮气管连接口,防止氮气直接冲击面部,导致窒息。如果变压器位于室内,需要打开周围的门、窗等通气设施,释放过程中人员撤离室内。
3) 箱体内残余氮气根据检修需要,可以取下变压器顶部充氮盲板,让残余氮气更彻
底释放出来。
2、抽真空装置及操作

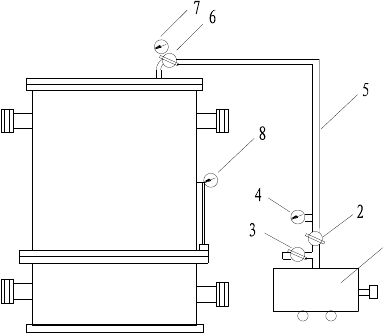
抽真空示意图
1-真空泵 2-抽气阀门 3-进气阀门 4-真空表
5-镀锌管 6-顶部阀门 7-顶部真空表 8-百分表
1、抽真空准备工作:按图示连接、安装各压力表、阀门,镀锌管,确保镀锌管各连接口连接牢靠,没有泄漏,各个阀门处于关闭状态,架设百分表(监测箱体变形量,监测位置在箱体正面中部,该处为箱体变形量最大的位置)。注意:真空泵另外连接水管,在运行时,有冷却水经过真空泵,对真空泵起冷却作用。
2、开始抽真空:依次打开冷却水路开关、真空泵开关、抽气阀门、顶部阀门,开始抽真空,冷却水的流量以水温不高为准。
3、抽真空过程:
1) 变压器箱体的抽真空型式根据箱体强度分为半真空(-0.063MPa)和全真空
(-0.1MPa),需要事先确认所抽真空箱体的强度结构。该工艺适合半真空型式操作。
2) 注意观察进气阀门上真空压力表读数,当读数达到-0.045MPa左右时,打开进气
阀门,调节进气量,保持真空度缓慢上升,上升速度控制在0.002MPa/min左右。
3) 当进气阀门上真空压力表读数达到-0.055MPa时,调整进气阀门,使进气量与抽
真空量达到平衡,保持真空度在-0.055MPa左右。
4) 观察百分表读数,读数未超过箱体壁厚20%时,表示箱体形变量未超标准,可以
保持真空。反之下调真空度,直到符合形变量要求为止。
5) 说明:真空泵对箱体持续抽真空过程中,真空表指针处于振动状态中,为了准确
读数,可以快速关闭抽气阀门,迅速读取指针静止时所指示的读数,然后快速打开抽气阀门。
4、真空度保持:
1) 在初步确认真空度达到平衡后,持续观察真空表读数30分钟,真空表读数基本
无变化后,每隔30分钟对真空度进行一次确认。
2) 在对真空表进行读数后,对百分表读数也进行一次确认,确保箱体形变量未超标,
发现超标须调低真空度。
3) 用手感测冷却水温度,如果水温过高,则加大冷却水流量,始终保持真空泵处于
良好的冷却状态中。
5、解除真空:
1) 达到抽真空时间后,依次关闭变压器顶部阀门,抽气阀门,真空泵开关,进气阀
门,冷却水阀门。
2) 根据检修需求:1)安装充氮装置进行充氮解除真空;2)直接打开顶部盲板解除
真空;3)真空注油解除真空。
三、总 结
充氮装置按原来资料上介绍在洗油器上没有加装放气阀门,在我们实际操作中发现存在缺陷:在更换新氮气瓶的时候,因为变压器本体与洗油器之间的氮气管内存有压力,而氮气瓶在更换过程中,洗油器到氮气瓶之间的管道内压力减弱,导致洗油器内的变压器油被倒压回流,从连接氮气瓶的氮气管口处流出,污染地面,干燥器内的干燥剂同时也被变压器油浸湿,影响了干燥效果。所以我们加以改进,在洗油器顶部加装放气阀门,在更换新氮气瓶前,释放变压器本体与洗油器之间氮气管内压力,有效解决了洗油器内变压器油倒压回流的问题。
变压器抽真空、充氮保护操作工艺在有关资料书中叙述并不全面、详尽,我们也是根据实际操作经验进行了归纳总结,其中难免有疏漏、错误之处,请同行业朋友给予批评、指点。
参考资料
1、变压器处理工艺 机械工业出版社 19xx年 变压器制造技术丛书编审委员会编
2、变压器故障诊断与修理 机械工业出版社 19xx年 赵家礼 张庆达编
第二篇:变压器抽真空真空压力记录
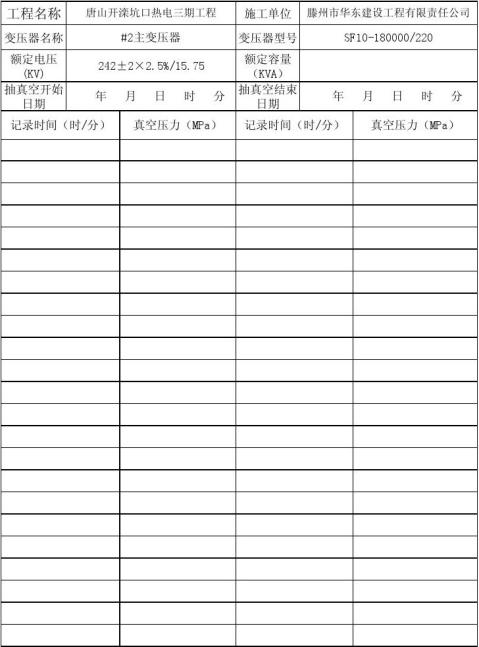
记录人
记录时间 年 月 日