中北大学
学生实习报告
2011/2012学年第 二 学期
学 院: 材料科学与工程学院
实习类别: 认识实习
实习单位: 新华化工厂、榆次长城电缆厂
山西晋林塑料厂
专 业: 复合材料与工程
班 级: 09030442
学 号: 0903044248
姓 名: 任蒿
中北大学教务处制
一、实习任务书
实习方式指集中实习或分散实习。
二、实习内容

第二篇:实习报告
河南机电高等专科学校
毕业实习报告
系 部:电气工程系
专 业:电线电缆制造技术
班 级:电缆071班
学生姓名:马琳琳
学 号: 070314120
20##年3月15日
毕业实习任务书
1.时间:20##年3月30日—9月30日
2.实行单位:江苏亨通线缆科技有限公司
3.实习目的
(1)深入了解电缆行业在国民经济中的地位.作用和发展趋势,激发学生坚定专业方向,努力学习,下决心为振兴祖国电缆事业而奋斗。
(2)为学好专业课增进感性认识,初步掌握裸电线.电力电线.电气装配用电线电缆等主要产品的结构性能和对各种材料性能的要求。
(3)初步掌握主要产品的主要工艺过程.工作原理和工艺参数及主要工种的基本操作技术;了解产品制造过程中工序的主要设备辅助设备的工艺原理.结构性能,操作规程和应用范围;了解车间内设备布置.动力供应.安全防火.保护技术等基本情况。
(4)深入车间基层,虚心向工程技术人员和工人师傅请教,培养强烈的事业心和良好的道德品质以及严谨的工作作风,并具备独立操作技能。
4.实习任务
(1)了解车间内设备布置,动力供应,安全放火,技术保护等情况。
(2)结合本次实习目的,认真按照自己实习过程中所去实习单位发展及生产概括,联系自己专业知识在实际当中的应用,深刻总结自己的心得体会。
(3)在实现过程中。自己能够发现问题,并能找到解决问题的措施。虚心向工程技术人员和工人师傅学习。
(4) 结合本次实习目的,依照实习单位的生产概况,联系自己的专业知识并在实际中运用。
实习报告
前言内容
电线电缆行业发展到今天,全国已有超过10000家具备一定规模的电线电缆厂。行业之间的竞争已趋于白热化!加之电线电缆用原材料价格猛涨,因此电线电缆企业急需改进技术、节省原材料、加强管理以降低成本,保证企业的利润。
技术的改进离不开理论的更新,但电缆行业的突出特点是实用性强,实习也是我们每一个电缆专业毕业生成材的必经之路。实习也是将使我们增进感性认识,为学好专业课打下良好的基础。实习是我们深入实践,走向社会的一个重要途径,是培养高级工程技术人才不可缺少的重要步骤。通过实习找到自身的不足,进而努力克服以便取得更快的进步!
江苏亨通线缆科技有限公司(简称公司)是亨通集团的第一家子公司,是顺应国际通信发展趋势,采用现代企业制度组建起来的国家级高新技术企业。公司商标及产品拥有国内三大顶级荣誉:中国驰名商标、国家免检产品、中国名牌产品。
公司依托其强大的技术、经济等综合实力,还先后成功开发出数字通信电缆、数字通信程控电缆、海底通信电缆、轨道交通电缆、高速公路用电缆、铁路数字信号电缆、计算机用软电缆、色点电缆、各类环保型电缆、高屏蔽轻轨电缆、6类数据通信用电缆、船用电缆、风能电缆等。
公司坚持专业化、规模化的发展道路,不断开发技术含量高,适应未来市场需求的特缆产品,以产品的升级换代来拓展市场空间,例如:机车车辆、轨道交通、隧道工程、矿产开采和勘探、港口机械、陆地海洋石油工程、造船、核电、航空航天(机场、基地建设)等的特种电缆都是公司将陆续开发的产品。
几年来,我们严格按邮电部行业标准组织指导生产工作,产品经全性能检测完全符合YD/T322-1996标准要求,1996年顺利通过了邮电部组织的入网厂家产品年度统检;
20##年亨通电缆、光缆荣获“中国国际专利与名牌博览会金奖” ,亨通集团有限公司荣获全国五百强企业排名第452位等多项荣誉及证书;(目前排名为449位)
20##年获20##-20##年中国质量 服务 信誉AAA级企业、20##年11月亨通电缆荣誉国家免检产品;
20##年通过了ISO14001环境管理体系的认证、铁路产品认证(CRCC认证)。
20##年8月下旬,亨通线缆顺利通过泰尔体系认证,荣获泰尔管理体系认证证书,并在原有泰尔体系产品认证范围上扩充了六项通信电源软电缆产品,于8月21日获得泰尔认证产品证书。 同时,顺利通过中国船级社审查,明确产品认证范围为船用电力电缆,船用一般仪表、控制和通信电缆,并荣获“中国船级社质量管理体系认证证书”、“中国船级社临时工厂认可证书”
本公司专业生产500kV、220kV、110kV超高压电缆,35kV及以下交联电缆、塑力电缆、控制电缆、特种电缆、铝绞线及钢芯铝绞线和布电线、计算机电缆、预制分支电缆共180多个品种,产品规格14000余个。35kV及以下交联聚乙烯绝缘电缆和聚氯乙烯绝缘电缆均采用国际标准,民用电线通过国家强制性产品认证。 公司拥有国外一流的生产和检测设备,其中有国际先进的德国TROESTER公司500kV立式连续硫化电缆生产线,芬兰NOKIA公司110kV三层共挤高压交联电缆生产线,法国POURTIER公司84盘/630型框式绞线机、1+5/3600型盘式绞线机,瑞士HAEFELY公司700kV局放耐压测试系统等设备,以及国内先进的成套电缆生产设备,其电缆在全国三十二个省市的城、农网改造,铁路、石油化工系统,广州、深圳、天津、南京地铁工程,北京轻轨工程,上海磁悬浮工程,国家大剧院、首都机场二期工程、北京中南海、天安门及长安街亮灯工程,杭州萧山国际机场,广州白云机场,及全国各大电厂、重点工程中使用,均受到了用户的好评。
本公司高度重视产品的质量,产品严格按国家标准和国际标准组织生产,确保产品在各道工序的质量近年来,公司的各项经营指标在全省同行业中处于领先地位,在全国同行业的排名也名列前茅。
公司的售后服务部技术力量强大,本着“全心全意满足顾客要求”的服务宗旨,随时为客户提供售前、售中和售后服务,免费为用户提供技术咨询及电缆选型、安装指导,对产品实行“三包一赔”等服务。优质的产品和服务使公司赢得了较大的市场份额。
公司将进一步加大市场拓展和产品研发与技术创新力度,力争加大市场占有率的同时跻身行业前沿。公司全体员工将以饱满的工作热情,围绕新的发展规划目标勇于开拓,不断进取,为企业快速发展、为电力事业和国家的经济建设做出不懈努力。
1 实习车间及心得体会
1.1 导体车间
本公司导体车间有19条生产线,其中有10条小拉生产线,2条中拉生产线,3条大拉生产线,有4条管式绞线机生产线,另外还有一个退火室,通过生产出各中不同规格的线,以满足下工序的需求,下面分述如下:
1.1.1小拉线机
本公司的小拉线机采用的是BT22小拉线机,此拉线机组是由成圈放线架、拉线机主机、连续退火装置、成圈连续下线装置等组成。
此小拉线机采用连续退火装置,拉出的线材质量比较好,拉线速度快,一般拉出的线径在0.192—0.400mm之间,由于拉出的线径比较小,所以在拉线时配模和拉线张力比较难控制,在实习过程中,经常发现质检员在有些线盘上挂不合格证,上面写着拉线直径过粗,经分析发现,生产人员在配模时配的过大,还有就是在收线时收线盘的张力过小,另一方面是铜线质量不好,在拉线时易出现短线现象。
1.1.2 中拉机
公司的中拉机采用的是ZL250/17模塔轮拉丝机,此拉丝机组是由成圈放线架、拉丝机主机、连续退火装置、收线装置等组成。
中拉机的配模参数如下:
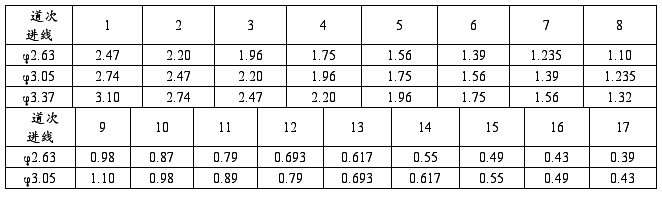
中拉机的连续退火装置如图1所示:

1.1.3 大拉机
本公司的大拉线机采用的是LHD-450/13型上海鸿得利大拉机,此拉线机组是由成圈放线架、盘式放线架、拉线机主机、连续退火装置、成圈连续下线装置等组成。其主要装置分述如下:
1.1.3.1 大拉线机的结构组成及特点
LHD-450/13型大拉机组是滑动式、等径拉线鼓轮13模铜线拉制设备。该机主要由拉丝液冷却循环槽、传动齿轮箱、传动润滑系统、定速轮及主电机和定速驱动电机等部分组成。
主电机通过联接轴直接接通传动齿轮箱,传动齿轮箱为6段独立的箱体,通过螺栓和定位销联接。为了防止停车或点动时由于拉线应力而导致鼓轮反转分别在齿轮箱和定速轮的传动链上设计了超越离合器,防止反转,这样就避免了再次开车就断线的现象。选择滑动式的是因为它有以下的特点:
1).有滑动,通过调节拉线轮上线材的滑动量来调节线材速度,解决了拉制条件
2).变化时实现连续拉线的难题;
3).传动和机械结构都比较简单;
4).除第一道外,其余各道均有反拉力。
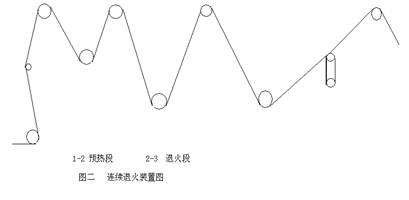
1.1.3.2 连续退火装置
本装置退火方式采用大直流直接通在导线上进行连续退火,为了得到退火均匀的铜线,用直流电流加热。
在整个加热区域,分为两段:第一段为预热区,在第一接触轮和第二接触轮之间,一般把铜线加热到200℃左右(铜线氧化温度以下),第二段为退火段,将铜线加热到500-550℃,使铜线变软,电流通过三只接触轮通在铜线上,由于第一接触轮和第三接触轮相连,这两个区域中的铜线是并联的,故只需要一个退火电源.其中,退火电源由整流变压器经可控硅整流后,用铜线排接到三只接触轮电刷上。
退火电流与退火线径的平方成正比,最大退火电流为5000A,退火电压取决与线速,而与线径无关。
退火动力由拉线机的出线鼓轮轴通过尼龙皮带传入,以保证拉线出线速度与退火接触轮同步,接触轮组是连续退火的主要部分。本装置的三组接触轮均于机身绝缘。考虑到铜线在退火时加热会膨胀伸长,为使铜线与接触轮始终保持良好的接触,故三个接触轮后的皮带轮直径稍有差别,因此皮带轮不能更换。
退火装置原理图如下图2所示:
1.1.4管绞机
公司的管绞机才用的是φ400型管绞机,放线的摇篮架安装在管体上,管绞机放线盘为6盘,一般采用1+6绞合,放线盘放在中心轴线上,单线由管体带着转动,离心力小且转动均匀,因而管绞机转速较高。
1.2 35KV交联车间
1.2.1金属屏蔽生产线
公司屏蔽生产线一般都采用的是金属铜带屏蔽,其工艺流程为放线架、铜带绕包、履带牵引装置、收线架、控制系统和传动系统组成。
(1)交联绝缘单线在绕包铜带之前应进行去气处理。原则上,条件具备的情况下应在70℃的烘房内放置12-24h,在自然状态下去气。
绝缘单线在上机之前应用油封检查是否有气,如冒泡速度在2个/s以下或无气则可投入下道工序进行加工。
(2)铜带屏蔽由一层重叠绕包的软铜带组成。铜带间的最小搭盖率不小于5%,铜带的标称厚度应按下列要求选用:单芯电缆 0.12mm;三芯电缆0.1mm 。铜带的最小厚度不小于标称值的90%。
0.12mm;三芯电缆0.1mm 。铜带的最小厚度不小于标称值的90%。
(3)铜带应均匀地绕包在绝缘层表面,表面应光滑、无毛刺,绕包中不准有间隙出现。如发现铜带破损,应采取补缺措施,可以剪一条铜带,绕包在缺口处,然后用透明胶粘住。
1.2.2成缆生产线
1.2.2.1 成缆设备
公司的成缆机有两种,一种采用的是1+3/1600型盘式成缆机;另一种采用的是1+6/3500型盘式成缆机,它们主要由绞合部分、包带头、牵引装置、收线装置、控制系统及传动系统组成。绞合部分有两个圆盘固定在一个空心轴上,放线盘架的轴头上装有退扭齿轮机构,这种绞合装置比较笨重,因此,转速低,生产效率不高。
1.2.2.2 成缆工艺
为避免成缆中绝缘线芯受扭转的损害,圆形线芯成缆采用退扭工艺,1+3/1600型成缆机采用行星齿轮退扭机构,从而可以完全退扭,在一个成缆节距上线芯有2π(1-sinα)的扭转。由于成缆节距比较大,线芯的扭转是很小的。
1.2.2.3 成缆工艺要求
(1) 绝缘线芯排列按顺时针方向如下要求进行(面对盘绞头:红-黄-绿)
(2) 绞缆结构紧密,外观圆整,绞合方向和节距符合工艺要求
(3) 包带绕包紧密,外观圆整,接头牢固,无打折相象
(4) 填充绳应将缆芯填充圆整为准。
(5) 钢带铠装接头牢固,绕包紧密,节距符合工艺要求。
(6) 包带绕包重叠率不小于15%,钢带绕包重叠率不小于25%
1.2.3交联生产线
江苏亨通电缆集团有限公司交联生产线采用悬链式交联生产线,其生产工艺流程如下:
双放线架→导轮→上皮带牵引→三层共挤装置→伸缩管→测偏仪→氮气保护装置→六段硫化管→水冷却装置→下封闭器→履带下牵引→计米器→履带下牵引→倒向轮→水槽冷却→吹干→履带牵引→双收线架。
由于三层共挤开机以后,要求不能停机,如果一旦停机,将给企业造成巨大损失。所以在一楼设置了两个放线架,以便换线使用,导线通过导轮进入二楼的储线装置,此储线轮大约可以储线200米,它的作用是在换线或排除故障时,可以保证不停机,然后线经导轮牵引后到了三楼,进行三层共挤,M65型挤塑机有6区;M150型挤塑机有七区,M90挤塑机有七区,各挤塑机都是靠电加热完成挤出的,但三层共挤的机头是靠水来加热的。在三层共挤的偏前方,有三个小型的锅炉,具有制动调温的功能,温度一般都在117-118度,并有一定的气压来维持 ,在机头的下方有一个伸缩管,是为了便于检修机头及往硫化管里穿线而设置的,它的一端套近硫化管内,另一端有接口可与机头紧密相连,在他的末端有一个测偏仪,它对剪除线的偏心度及及时调整起到了很重要的作用。随后线进入硫化管进行交联,在交联管内要充入氮气作保护气体,为了保持密封管内的压力,在硫化管的末端有一个下封闭装置,在密封装置下有两个相互垂直的下牵引装置,一是起到牵引作用,二是同三楼的上牵引构成一个张力系统,对防止线在硫化管内的擦管和偏芯起到很重要作用,在两个下牵引之间有一个计米器,下封闭的出口还有一个气体吹干装置,以便吹干线上的水分,下面就是 一个用于改变线的方向的导轮,在下就是二次冷却水槽,然后是牵引装置,最后就是收线装置。
一.交联线的主要设备
(1)挤塑机和机头
在交联生产线中挤塑机是最关键的设备。挤塑机和机头用于挤塑成型。按机头结构的不同,挤塑机的布置也不同。导体屏蔽采用是φ60-φ65的挤塑机,用于挤包绝缘和外半导电层的挤塑机尺寸分别是φ120-φ150和φ90-φ120型。
三层共挤装置的优点: ① 挤出质量好,无导体屏蔽的析出物和氧化物
② 内屏蔽不易擦伤
③ 导体可以预热,生产效率高
(2)交联管
交联管均采用不锈钢管,加热管的直径一般取20mm,冷却管的直径为150mm,每段长度均为6m左右,硫化管是分段弯曲成悬链式,再与法兰连接,加热弯曲后冷却冷到室温,再将法兰拆开,包装运输,这时悬链状不会改变。
(3)导体预热
导体预热可缩短硫化时间,提高生产速度和生产效率,采用导体预热后,根据目前导体截面和绝缘厚度可提高产量的20%-60%,导体可预热到120℃,目前可采用两种不同的预热器型式,在导体300mm2以下的小截面电缆预热器,由两个轮子及导体本身组成了一个像变压器的次级线圈,效率可达60——70%。
(4)扭绞器
在引进的设备中,下密封后有一个扭绞器,这样可保证厚绝缘电缆对得准,电缆圆整性好,也可以改进导体质量,经扭绞后导体外层就绞合的更紧了,扭绞器使交联管内电缆轴筒旋转,电缆绝缘的每一部分均受到同样的重力作用,消除了绝缘下垂。
(5)电缆外径和偏芯测量仪
随交联电缆生产技术的迅速发展,测量控制技术也在不断发展,并逐步代替了人工检测方式,从而大大提高了产品质量,节约原材料,减轻劳动强度,电缆直径的测量方法有电感接触式、光电式、X射线扫描式等。本交联机组采用的是X射线扫描测径仪。该系统包含两个X射线扫描器,扫描器的接收装置由半导体构成,两个扫描器互相与交联线伸缩管成45度夹角,以提供运行时的双轴测量。X-RAY800能够精确地分辨电缆的内外屏蔽和绝缘层的厚度,偏芯度以及电缆外径和椭圆度。
仪器安装在交联线伸缩管上紧邻挤塑机机头处,从而可以及时地提供绝缘层厚度的反馈控制,对各层的偏芯进行及时调整,从而大大减少原材料的消耗,可对产品进行连续监控。
二.交联质量要求的分析
(1)氮气的纯度要求高于99.1%,因为氮气的纯度过低,会使硫化管的抽真空度不高,会引起绝缘表面起筋,这样不仅会影响绝缘的外观,而且会降低绝缘的耐电强度。
(2)氮气的压力应大于1.2MPa,因为压力过小,在绝缘中气体会形成气泡,降低了制品的物理机械性能,
(3)屏蔽层的厚度一般要求在1.0mm左右,如果屏蔽太薄,屏蔽与绝缘的连接性不好,会增加绝缘的局部放电能力。
(4)外屏蔽层的厚度一般要求在0.8mm左右,如果厚度太薄,在绕包金属屏蔽层的时候,会使绝缘层变形,降低了绝缘的机械性能。
(5)生产速度不宜过快,即不能超过工艺速度,若生产速度过快,会引起绝缘线芯的冷却不够,同时其内含有大量气体不能有效的排放出来,在做耐压试验时,你会观察到油杯内电缆终端导体中有大量易燃、易爆甲烷气体连续的逸出,并在高压端与绝缘屏蔽层之间形成放电通道。因此在进行试验时,容易使甲烷气体游离放电,严重时,在高压端和绝缘屏蔽层之间可产生拉弧现象。当甲烷气体在电弧作用下受热后,就会发生爆炸。
1.2.4 挤塑生产线
1. 挤塑机结构
公司挤塑机有φ150、φ90、φ65、φ60、φ45四种,它们的主要组成是由挤塑机、放线装置、牵引装置、导体预热器、冷却装置等几种部件所组成。挤塑机本身的结构又分为机筒、螺杆、机头及模具所组成,分述如下:
1)机筒
它是由高强度的坚硬耐磨的合金钢制成,它与螺杆组成了完成塑料塑化和输送作用的挤压系统的基本结构。机筒实际上是一个受压和加热的容器。机筒外面没有加热装置和冷却装置。机筒上加热器是分区控制的,不同区域有保持不同的温度,以满足塑料塑化的温度。
2)螺杆
螺杆是挤塑机中关键部件之一。螺杆不仅起输送料的作用,同时对塑料塑化的挤压塑化和成型的难易起着极其重要的作用,因此合理选择螺杆可以获得理想的质量和产量。
(1)螺杆的要求 ①必须有足够的长度。因为挤塑过程是将颗粒状的塑料,通过螺杆的旋转作用,使它塑化成为熔融状态的粘流体,螺杆太短,塑化不均,挤出后有颗粒状的塑料。②能产生足够的压力以挤压塑料。这也是为了要将塑料塑化均匀。③挤出过程中螺杆转速不能波动,如果有波动,则挤出制品的直径不能控制。④保证塑料在挤出前要有充分的塑化。
(2)螺杆的工作部分
①加料段 塑料在加料段还是固体状态,这段的主要作用是将塑料送入塑化段,并且,塑料在加料段里由于螺杆的旋转,会使塑料预热到一定程度。,这段螺杆应深一些,加料段的距离不要太长。
②塑化段 它是将由加料段送来的塑料进入压实和塑化,并将塑料中夹有的空气向加料段排出,塑料在这段里由固体状态变为熔融状态,塑化段是螺杆工作部分中最关键的部分,塑料完全由该工作部分塑化成为粘流体,所以这段距离要长一些,螺纹不要太深,不加料段螺纹浅一些,因为螺纹一深,塑料受到压力减少,则塑化不好。
③均化段 这段是将塑化段已经塑化好的塑料在进行塑化均匀,使塑料能定量、定压地由机头均匀挤出。
3)机头和模具
挤塑机的机头分三种类型:即直角机头、直线机头和斜角机头。其中,大规格的挤塑机才用斜角机头。大、小型挤塑机也有用直角机头。
(1)模具的分类
挤塑机的模具也分为三种类型,即挤压式模具,半挤管式模具,挤管式模具。三种模具的模套形状和结构都是相同的,不同的是模芯的形状不同。
模芯没有管状的一段叫挤压式模芯。
模芯的管状一段伸出在模套外的叫挤管式模芯。
模芯的管状一缩在模套内的叫半挤压式模芯。
2.实习总结与心得体会
此次毕业实习,对于即将走出校门的我来讲,是一次难得的机会。这次实习的必要性、重要性不言而喻,它再一次把我的理论知识与实践结合起来,让我们更加直观的看到了我们所学的知识,认识到自身的不足,从而实现质的飞跃。它有助于我们对电缆相关知识,以及行业的理解由感性认识上升到理性认识,。在亨通我们看到了很多的先进技术和设备,但也让我们看到了实际操作与理论知识的差距。
随着经济的持续发展和人民生活水平的不断提高,电力系统在经济建设中承担的作用也越来越大,而电缆是电力系统中必须的传输部分。电缆要求在高电压下传输大电流以减少线路损耗,因此,高电压等级电缆的严发成为当务之急。
而目前电缆行业面临着原材料价格猛涨与成品价格原地不动的严重困境之中。因此,开发新产品、降低成本,成为大多电缆厂的首要任务。作为电缆技术人员的我必须更新知识、学习新技术。紧跟时代步伐,学习国内外先进生产经验和先进的理论,争取在自己的电缆生涯中早日作出优异的成绩!
参 考 文 献
[1]. 电线电缆机械设备 [M].河南机电高等专科学校印刷
[2]. 电缆工艺原理 [M].河南机电高等专科学校印刷
[3]. 谢起林. 拉线工艺学[M].北京:机械工业出版社,2001
[4]. GB/T11017.1~2-2002 第1~2部分:额定电压110kV交联聚乙烯绝缘电力电缆.
[S]. 北京:中国标准出版社.2002
[5]. 屈信泉. 绞制工艺学[M]. 北京:机械工业出版社,2001
[6]. 赵翠芹. 交联工艺学[M]. 北京:机械工业出版社,2001
[7] 刘敬忠. 挤塑工艺学[M]. 北京:机械工业出版社,2001
[8].朱宝宗 .高压交联聚乙烯电力电缆及生产 [J]. 电线电缆,1998,3
[9].李巧娟 高压交联聚乙烯电力电缆的选择 [J]. 电线电缆,2004,4