电机实训报告
电机绕组的设计与实训
学院(系) 自动化学院
年级专业 电气工程及其自动化
学生姓名
指导教师
电机设计与实训任务书
学院:自动化工程学院

目 录
电机绕组的设计与实训... I
一 实训目的... 1
二 异步电机的基础理论... 2
2.1 三相异步电动机的结构. 2
(一)定子(静止部分)... 2
(二)转子(旋转部分)... 2
(三)三相异步电动机的其它附件... 3
2.2 三相交流电机旋转磁场的产生. 3
2.3 交流绕组的基本知识. 4
三 电机绕组的嵌线... 5
3.1 绕线工具. 5
3.2 绝缘材料与制作槽楔. 5
3.3 链式绕组嵌线. 9
3.4 同心式绕组嵌线. 11
3.5 交叉式绕组嵌线. 14
四 实训总结及心得体会... 15
一 实训目的
1. 复习电动机的基本知识,掌握电动机的基本结构,理解电动机的基本运行原理;
2. 掌握异步电动机定子线圈的绕线方法;包括链式、同心式、交叉式;
3. 认识各种嵌线工具;
4. 掌握线模的制作方法;
5. 重点掌握电动机定子绕组的线圈嵌放以及连接;
6. 掌握嵌线的方法及步骤;
7. 培养同学的动手能力及团队精神,使同学对交流电机的结构特别对电枢绕组有一个感性认识;
8.帮助学生建立对电枢绕组的空间理解能力和电枢磁场在时间和空间上的一些特性扩展学生的知识面,锻炼学生的独立工作能力和耐心,熟悉电机安装的工序和要求。
二 异步电机的基础理论
2.1 三相异步电动机的结构
(一)定子(静止部分)
1、定子铁心
作用:电机磁路的一部分,并在其上放置定子绕组。
构造:定子铁心一般由0.35~0.5毫米厚表面具有绝缘层的硅钢片冲制、叠压而成,在铁心的内圆冲有均匀分布的槽,用以嵌放定子绕组。
2、定子绕组
作用:是电动机的电路部分,通入三相交流电,产生旋转磁场。
构造:由三个在空间互隔120°电角度、队称排列的结构完全相同绕组连接而成,这些绕组的各个线圈按一定规律分别嵌放在定子各槽内。
3、机座
作用:固定定子铁心与前后端盖以支撑转子,并起防护、散热等作用。
构造:机座通常为铸铁件,大型异步电动机机座一般用钢板焊成,微型电动机的机座采用铸铝件。封闭式电机的机座外面有散热筋以增加散热面积,防护式电机的机座两端端盖开有通风孔,使电动机内外的空气可直接对流,以利于散热。
(二)转子(旋转部分)
1、三相异步电动机的转子铁心:
作用:作为电机磁路的一部分以及在铁心槽内放置转子绕组。
构造:所用材料与定子一样,由0.5毫米厚的硅钢片冲制、叠压而成,硅钢片外圆冲有均匀分布的孔,用来安置转子绕组。通常用定子铁心冲落后的硅钢片内圆来冲制转子铁心。一般小型异步电动机的转子铁心直接压装在转轴上,大、中型异步电动机(转子直径在300~400毫米以上)的转子铁心则借助与转子支架压在转轴上。
2、三相异步电动机的转子绕组
作用:切割定子旋转磁场产生感应电动势及电流,并形成电磁转矩而使电动机旋转。
构造:分为鼠笼式转子和绕线式转子。
(1)鼠笼式转子:转子绕组由插入转子槽中的多根导条和两个环行的端环组成。若去掉转子铁心,整个绕组的外形像一个鼠笼,故称笼型绕组。小型笼型电动机采用铸铝转子绕组,对于100KW以上的电动机采用铜条和铜端环焊接而成。鼠笼转子分为:阻抗型转子、单鼠笼型转子、双鼠笼型转子、深槽式转子几种,起动转矩等特性各有不同。
(2)绕线式转子:绕线转子绕组与定子绕组相似,也是一个对称的三相绕组,一般接成星形,三个出线头接到转轴的三个集流环上,再通过电刷与外电路联接。
特点:结构较复杂,故绕线式电动机的应用不如鼠笼式电动机广泛。但通过集流环和电刷在转子绕组回路中串入附加电阻等元件,用以改善异步电动机的起、制动性能及调速性能,故在要求一定范围内进行平滑调速的设备,如吊车、电梯、空气压缩机等上面采用。
(三)三相异步电动机的其它附件
1、端盖:支撑作用。
2、轴承:连接转动部分与不动部分。
3、轴承端盖:保护轴承。
4、风扇:冷却电动机。
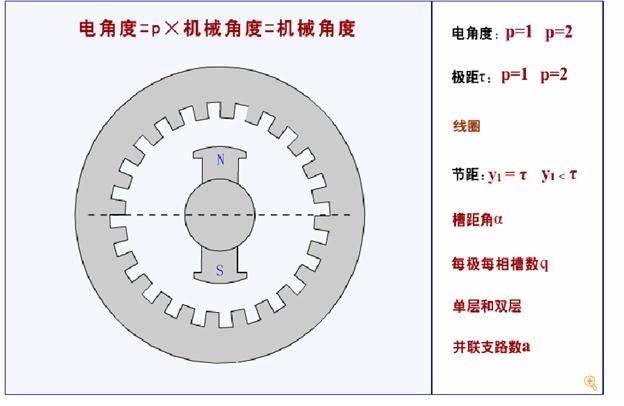
2.2 三相交流电机旋转磁场的产生
磁感应矢量在空间以固定频率旋转的一种磁场是电能和转动机械能之间相互转换的基本条件。
在三相异步电动机的每相定子绕组中,流过正弦交流电流时,每相定子绕组都产生脉动磁场。 由于三相绕组在铁心中摆放的空间位置互差120°电角度空间相位,绕组中分别流过三相交流电流,而各相电流在时间上又互差120°,使它们同时产生的三个脉动磁场在空间所合成的总磁场,成为一个旋转磁场。
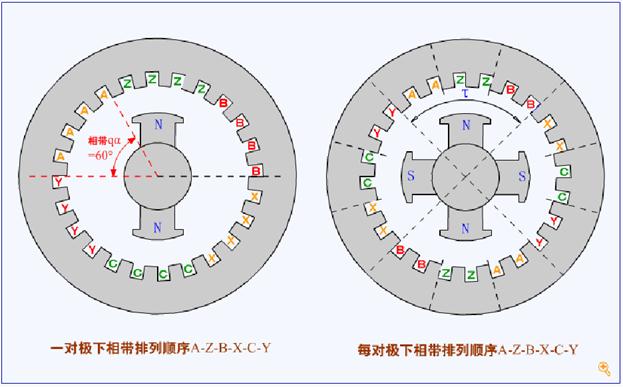
2.3 交流绕组的基本知识
1.相带:指每相绕组在每个磁极下连续占有的电角度。
2. 60°相带在一对磁极下的排列规律:A-Z-B-X-C-Y
3. A、X,B、Y,C、Z分别为一对磁极中各自一相的两个相带,相距180°电角度,且A、B、C三相互差120°电角度。
4. p对极的电机,相带的排列为一对极情况的p次重复。
5. 极距。 每极所占有的槽数或每极所占的定子圆周的长度,
称为极距,用字母£表示
£= Z1/2P(槽)
Z1为定子铁心槽数;P 为极对数
6. 节距。一个线圈的两个边之间相隔的槽数,称为节距,
用字母 y 表示。
7. 每极每相槽数。每相绕组在每个磁极下所分到的槽数称
为每极每相槽数,用字母 q 表示
q= Z1/2Pm
 m 为相数。
m 为相数。
三 电机绕组的嵌线
3.1 绕线工具
竹制或钢制的滑片,钢的压脚(又称压铁)、钢制通针、小铁锤、剪刀、顶梢棒、
垫打板等。凡与线圈接触的工具,均须圆角、表面光滑,以免损伤绝缘。
3.2 绝缘材料与制作槽楔
将绝缘纸剪成放进槽后比槽稍高能将线包住的长方形(一般电机的槽绝缘用DMD复合箔(白色),强度较好;而隔相纸可采用青壳纸(绿色)),将已裁剪好的槽绝缘纸纵向折成“U”字形插入槽中,绝缘纸光面向里,便于向槽内嵌线,槽绝缘纸两端伸出铁心的长度均匀。制作竹楔,与槽差不多宽,差不多长,为塞紧导线,防止外翘。
1、嵌线操作
(1)线圈(组)引出线
每个线圈(组)都有两根引出线,分别称为头、尾端。嵌线时,线圈(组)引出线必须从定子的出线孔一侧引出,通常出线孔的一侧应置于操作者右边。
(2)上层边与下层边
双层绕组中一个线圈的两个有效边,先嵌入的有效边处于槽内的下层,称为下层边或底边;另一边则称为上层边。
(3)浮边与沉边
单层绕组在槽中没有层次之分,但先嵌入的有效边端部被后嵌入的有效边端部所叠压,故先嵌入的有效边称之为沉边,而后嵌入的边浮现在表面,就称为浮边。
(4)交叠法
交叠法是指在嵌线中,一个线圈的某一有效边先嵌入,而另一有效边暂不能嵌入,当该槽下层边(对双层绕组)或前槽沉边(对单层绕组)嵌入后,才方可将此边嵌入。其绕组端部的分布呈层次交叠状。
(5)整嵌法
整嵌法是指嵌线时,线圈的两有效边相继同批次嵌入相应两槽,其绕组端部的分布呈明显的"两平面"或"三平面"状。
(6)吊边
在采用交叠法嵌线时,线圈一有效边先嵌入槽后,另一有效边要等该槽下层边或前槽沉边嵌入后方能嵌线。在未能嵌入之前,为了防止它与铁心摩擦损伤,故须将其垫起或吊起,即称为吊边。
(7)退式嵌线
当嵌入某线圈边后,再嵌入下槽时,是采用后退式。即单独嵌线时,电机定子是水平平行于操作者面前放置的,线圈往前倒,嵌线进程是向人怀里退。
2、嵌线方法
(1)放置槽绝缘
将已裁剪好的槽绝缘纸纵向摺成"U"形插入槽中,绝缘纸光面向里,便于向槽内嵌线。
(2)线圈的整理
1.缩宽
用两手的拇指和食指分别拉压线圈直线转角部位,将线圈宽度压缩到能进入定子内膛而不碰触铁心。也可将线圈横立并垂直于台面,用双手扶着线圈向下压缩。
2.扭转
解开欲嵌放线圈有效边的扎线,左手拇指和食指捏住直线边靠转角处,同样用右手指捏住上层边相应部位,将两边同向扭转,使线圈边导线扭向一面。
3.捏扁
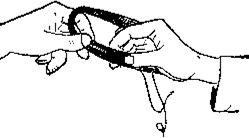 将右手移到下层边与左手配合,
将右手移到下层边与左手配合,
尽量将下层直线边靠转角处捏扁,
然后左手不动,右手指边捏边向下
搓,使下层边梳理成扁平的刀状,
见图1-5-1 所示。如扁平度不够,
可多搓捏几次。
(3)沉边 (或下层边)的嵌入
右手将搓捏扁后的线圈有效边后端倾斜靠向铁心端面槽口,左手从定子另一端伸入接住线圈,如图所示。双手把有效边靠左段尽量压入槽口内,然后左手慢慢向左拉动,右手既要防止槽口导线滑出,又要梳理后边的导线,边推边压,双手来回扯动,使导线有
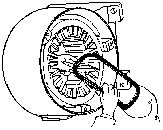
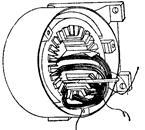
图 下层边的嵌线方法
效边全部嵌入槽内。如果尚有未嵌入的导线有效边部分,可用划线片将该部分逐根划入槽内。导线嵌入后,用划线片将槽内导线从槽的一端连续划到另一端,一定要划出头。这种梳理方式的目的,是为了槽内导线整齐平行,不交叉。然后再把层间绝缘(对双层绕组)摺成"∩"形,插入槽口包住槽内导线。对线圈未嵌入的另一有效边则采取吊边。
(4)浮边(或上层边)的嵌入
嵌过若干槽的沉边(或下层边)后,由嵌线规律得知,就要嵌入浮边,当嵌入第一个浮边后,以后再嵌入的线圈就能进行整嵌,而不用吊边。在浮边嵌入前要把此边略提起,双手拉直、捏扁理顺,并放置槽口。再用左手在槽左端将导线定于槽口,右手用划线片反复顺槽口边自左向右划动,逐一将导线劈入槽内。在槽内导线将满时,可能影响嵌线的继续进行,此时,只要用双拇指在两侧按压已入槽的线圈端部,接着划线片通划几下理顺槽内导线,把余下的导线又可划入槽内。也可将压线条从一侧捅入并出到另一侧,再用双拇指在两侧按压压线条两端,按压后抽出压线条,接着余下的导线又可顺利地划入槽内。
上层边的嵌入与浮边雷同,只是在嵌线前先用压线块在层间绝缘上撬压一遍,将松散的导线压实,并检查绝缘纸的位置,然后再开始嵌入上层边。
(5)封槽口
导线嵌入槽后,先用压线块或压线条将槽内的导线压实,方可进行封口操作。其操作过程为:
1.压线
用压线块从槽口一侧边进边撬压到另一侧,使整个槽内的导线被挤压,形成密实排列;也可用压线条从槽口一端捅穿到另一端,让压线条嵌压在整个槽口上,再用双掌按压压线条的两头,从而压实槽内导线。保证导线不弹出槽口。
注意:压线块或压线条只能压线,不能压折绝缘纸。见图1-5-3(a)所示。
2.裁纸
保留嵌压在整个槽口内的压线条不动,用裁纸刀把凸出槽口的绝缘纸平槽口从一端推裁到另一端,即裁去凸出部分。然后再退出压线条。
3.包折绝缘纸
退出压线条后,用划线片把槽口左边的绝缘纸折入槽内右边,压线条同时跟进,划线片在前折,压线条在后压,压到另一端为止;对槽口右边的绝缘纸也用此法操作。见图1-5-3(b)所示。
4.封口
 在退出压线条的同时,槽楔有倒角的一端从其退出侧顺势推入,完成封口操作。见图所示。
在退出压线条的同时,槽楔有倒角的一端从其退出侧顺势推入,完成封口操作。见图所示。
1-压线条 2-划线片在前压折绝 3-压线条退出时,
边插边压 缘纸,压线条随后压进 槽楔顺势插进
图 封口操作
3.3 链式绕组嵌线
单层链式绕组是由节距相等而彼此之间像链一样扣合在一起的线圈构成的。由于单层链式绕组的线圈大小相同,故制造方便,且线圈可采用短节距,端部较短,节省铜线。
单层链式绕组的嵌线工艺
以定子槽数 Z1=24,极数 2p=4,q=2,节距 y=5,并联支
路数 a=1 的单层链式绕组为例。
1) 吊把线圈数等于 q。
2) 嵌完一个槽后,空一个槽再嵌另一个相线圈的下层边。
3) 同一相绕组中各线圈组之间的连接线为上层边与上层边相连,或下层边与下层边相连。各相绕组引出线的始端或末端在空间互相间隔 120°电角度。
口诀:
先嵌一槽,退空一槽,再嵌一槽,退空一槽;先嵌浮边吊,吊边最后嵌。
举例:现以 m=3,2p=4,Z 1=24,并联支路数 a=1,60°相带,三相单层迭绕组为例,说明作此绕组展开图的步骤:
a) 画线圈边。画出 Z1=24 根等长、等距的直线,以此来
代表 24 根线圈边,也代表 24 个定子槽,并按 1、2、
3?、24 编号。
b) 划分主极区域。因为极距£以槽数为计量单位时
£=6,所以据此可划分为四个主极区域。
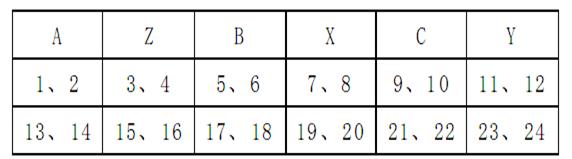
c) 划 分 相 带 与 分 相 。 因 为 每 极 每 相 槽 数 q=Z1/2mp=24/(2?3?2)= 2,所以每个相带占 2 个槽。按 A、Z、B、X、C、Y 的顺序给相带命名,起始槽选在 1 号槽。分相如下表所示
d) 确定线。
e) 标出 A 相所属相带线圈边中的电流方向。圈节距 y。
f) 构成 A 相绕组如图 4。
g) 同理,根据上述 的分析结果 和步骤,可 以构成 相 B
和相 C 绕组。
完成上述步骤后,可得三相单层链式绕组的展开图为:

单层链式绕组接线:
1) 相绕组的构成。取节距 y=5,根据分相表和节距,相绕组构成如下:
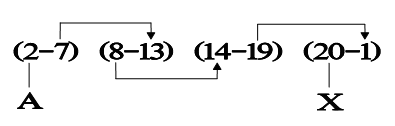
A 相由(2 -7)(8-13)(14-19)(20-1)四个线圈组成 。
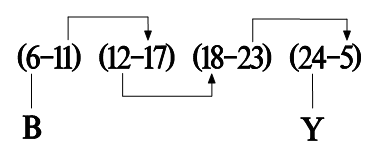
B 相由(6 -11)(12- 17)(18 -23)(24-5)四个线圈组成。
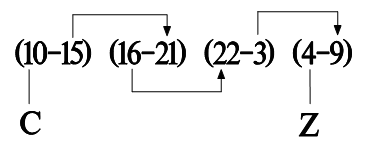
C 相由(10 -15)(16-21)(22-3)(4- 9)四个线圈组成。
2)接线 A 相绕组的接线:第一个线圈的头 2 作为 A 相绕组的首端,顺着电流方向串联成一条支路。7 和 13、8 和14、19 和 1 相连。20 是 A 相绕组的末端。接线如下:
B、C 两相绕组接线方式和 A 相绕组的接线方式相同,只是线圈的组成和槽号不同。同理, B相绕组的接线为:
C 相绕组的接线为:
3) 三相绕组引出线的连接
相绕组连接好后,将三相 6 根引出线接在出线盒的接线板上,然后根据要求将三相绕组接成△或 Y 形。
3.4 同心式绕组嵌线
同心式绕组的线圈组是由 q 个不同节距的同心线圈套在一起,串联而成的。 同心式绕组的优点是嵌线方便,由于大小相套的线圈在同一平面上,故其端部交迭的层数比较少,便于布置,散热也较好。缺点是线圈大小不等,绕制不便,端接部分较长,用铜量增加。
以 2p=4,Z 1=24 的三相电动机为例。 划分相带与分相、线圈边中的电流如上所述。将第一对极下 A 相带所属的1 槽线圈边与 X 相带所属的 8 槽线圈边连成一个线圈,节距为 7,2 槽线圈边与 7 槽线圈边连成另一个线圈,节距为 5,然后将它们串联成一个线圈组。在第二对极下将 A 相带所属的 13 槽线圈边与 X 相带所属的 20 槽线圈边连成一个线圈,节距为 7,14 槽线圈边与 19 槽线圈边连成另一个线圈,节距为 5,然后将它们串联成另一个线圈组。最后将两个线圈组串联构成 A 相绕组,如图 5所示。 与画 A 相绕组相同的方法,在空间上滞后 A 相 120°和 240°电角度处可画出 B、C 相绕组。
单层同心式绕组的嵌线工艺:
以 Z 1=24,2p=4,q=2,大线圈 y=7,小线圈 y=5 的单
层同心式绕组为例。
1) 吊把线圈数为 q=2。
2) 在同一个线圈组中,嵌线顺序是先嵌小线圈,后嵌大线
圈。
3) 嵌线的顺序是嵌两个槽,空两个槽。
4) 同一相绕组中 各线圈组 之间的连 线是上层 边与上层 边
相连,下层边与下层边相连。
口诀:
嵌两个槽,空两个槽;再嵌两个槽,再空两个槽;先嵌
浮边吊,最后嵌吊边。
完成上述步骤后,可得三相单层同心绕组的展开图为:

单层同心式绕组接线:
1) 相绕组的构成
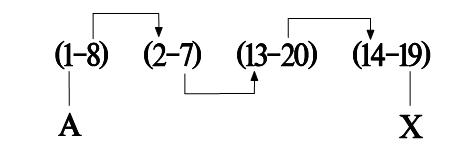
A 相由(1 -8)(2-7)(13-20)(14-19)四个线圈组成 。
B 相由(5 -12)(6 -11)(17- 24)(18-23)四个线圈组成。
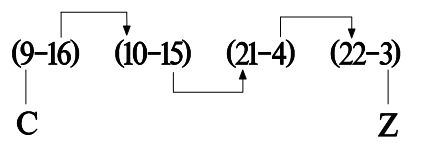
C 相由(9-16)(10-15)(21-4)(22- 3)四个线圈组成。
2) 接线
A 相绕组的接线:第一个线圈的头 1 作为 A 相绕组
的首端,顺着电流方向串联成一条支路。8 和 2、7 和
13、20 和 14 相连。19 是 A 相绕组的末端 。 接线 如 下:
B、C 两相绕组的接线方式和 A 相绕组的接线方式相同,
只是线圈的组成和槽号不同。
同理,B 相绕组的接线为:

C 相绕组的接线为:
(3) 三相绕组引出线的连接
相绕组连接好后,将三相 6 根引出线接在出线盒的接线板上,然后根据要求将三相绕组接成△或 Y 形。
3.5 交叉式绕组嵌线
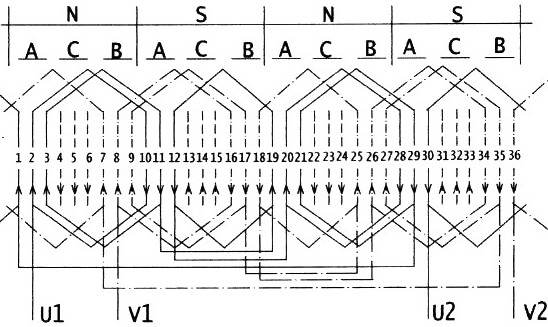
交叉式绕组的画法我们仍以4极为例,说明交叉式绕组的画法。电机型号:Y112-4,绕组形式:单层交叉式,定子槽数Z1=36槽,极数2P=4极,相数m=3相,节距y=1-9,2-10(大线圈),1-8(小线圈)。试画出绕组展开图。如上图所示:
四 实训总结及心得体会
实训期间,通过学习绕线,嵌线,我们作出了自己的工艺品。本次实训有很大的感触,第一就是一定要有心细、谨慎的工作作风,在接线的时候一定要相当的认真,哪里接错了一根线路都不会出效果。一次在接好线路后一定要仔细检查一遍线路。还有就是培养了我们的胆大,尤其对我们女生来说对电方面会有恐惧感,如果电路发出一些不正常的声音就会很害怕。首先我们要克服这个弱点,要敢于尝试。在做的过程要讲求用电的安全,不许用手触及各电气元件的异电部分及电动机的转动部分。也要求操作的时候要心细、谨慎,避免触电及意外的受伤。
通过这实训,也培养了我们的规范化的工作作风,由于我们是四个人为一个小组,这次也培养了我们的团结协作的团队的精神。四个人分工合作完成项目。这次最大的收获是使我进一步理解了三相异步电动机的工作原理,掌握了电机具体的拆卸与制造步骤,并且学会了分析一些简单的电机故障。从而将电机理论应用到了实践当中,将理论具体化,发现了理论与实际的差距和理论对实践的指导意义。通过两星期的实习,我了解到很多工作常识,也得到意志上锻炼,有辛酸也有快乐,这是我大学生活中的又一笔宝贵的财富,对我以后的学习和工作将有很大的影响。我不会忘记的,那铁柱。