机床属性
机床一般分为金属切削机床、锻压机床和木工机床等。
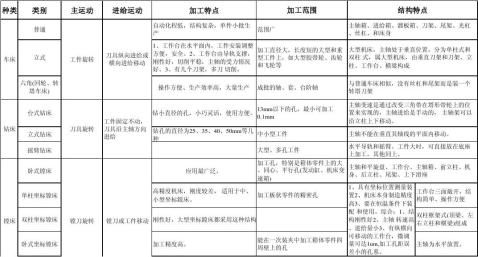
常见机床类型
车床:
(1) 普通车床的加工对象广,主轴转速和进给量的调整范围大,能加工工件的
内外表面、端面和内外螺纹。这种车床主要由工人手工操作,生产效率低,适用于单件、小批生产和修配车间。
(2) 转塔车床和回转车床具有能装多把刀具的转塔刀架或回转刀架,能在工件
的一次装夹中由工人依次使用不同刀具完成多种工序,适用于成批生产。
(3) 自动车床能按一定程序自动完成中小型工件的多工序加工,能自动上下
料,重复加工一批同样的工件,适用于大批、大量生产。
(4) 多刀半自动车床有单轴、多轴、卧式和立式之分。单轴卧式的布局形式与
普通车床相似,但两组刀架分别装在主轴的前后或上下,用于加工盘、环和轴类工件,其生产率比普通车床提高3~5倍。
(5) 仿形车床能仿照样板或样件的形状尺寸,自动完成工件的加工循环,适用
于形状较复杂的工件的小批和成批生产,生产率比普通车床高10~15倍。有多刀架、多轴、卡盘式、立式等类型。
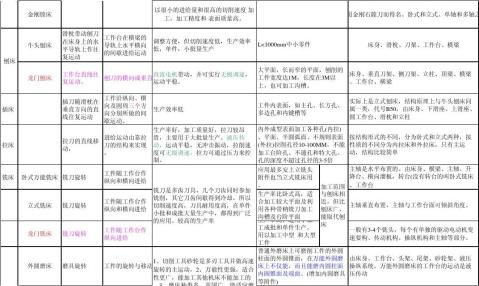
(6) 立式车床的主轴垂直于水平面,工件装夹在水平的回转工作台上,刀架在
横梁或立柱上移动。适用于加工较大、较重、难于在普通车床上安装的工件,一般分为单柱和双柱两大类。
(7) 铲齿车床在车削的同时,刀架周期地作径向往复运动,用于铲车铣刀、滚
刀等的成形齿面。通常带有铲磨附件,由单独电动机驱动的小砂轮铲磨齿面。
(8) 专门车床是用于加工某类工件的特定表面的车床,如曲轴车床、凸轮轴车
床、车轮车床、轧辊车床和钢锭车床等。
(9) 联合车床主要用于车削加工,但附加一些特殊部件和附件后,还可进行镗、
铣、钻、插、磨等加工,具有“一机多能”的特点,适用于工程车、船舶或移动修理站上的修配工作。
镗床
铣床:指主要用铣刀在工件上加工各种表面的机床。通常铣刀旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高。
刨床
磨床
钻床
数控机床:是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件的控制单元,数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
加工精度高,具有稳定的加工质量;
可进行多坐标的联动,能加工形状复杂的零件;
加工零件改变时,一般只需要更改数控程序,可节省生产准备时间。
机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);
机床自动化程度高,可以减轻劳动强度;
数控机床一般由下列几个部分组成:
主机,是数控机床的主体,包括机身、立柱、主轴、进给机构的呢过机械部件。它是用于完成各种切削加工的机械部件。
数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。
驱动装置,是数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。它在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。
辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、检测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具即监控检测装置等。
编程及其他附属设备,可用来在机外进行零件的程序编程、存储等。
数控机床加工流程说明
CAD:计算机辅助设计。2D或3D的工件或立体图设计
CAM:即计算机辅助制造。使用CAM软体生成G-Code
CNC:数控机床控制器,读入G-Code开始加工
数控机床加工程式说明
CNC程式可分为主程序及副程序(子程序),凡是重复加工的部分,可用副程序编写,以简化主程序的设计。
字元(数值资料)—字语—单节—加工程序
只要打开WIN操作系统里的记事本就可编辑CNC码,写好的CNC程式则可用模拟软体来模拟刀具路径的正确性。
数控机床基本机能指令说明
所谓机能指令是由位址码(英文字母)及两个数字所组成,具有某种意义的动作或功能,可分为七大类,即G机能(准备机能),M机能(辅助机能),T机能(刀具机能),S机能(主轴转速机能),F机能(进给率机能),N机能(单节编号机能)和H/D机能(刀具补正机能)
数控机床参考点说明
通常在数控工具机程式编写时,
系统信息
系统型号:
版本号:
SN码:
出厂时间:
注册天数:
剩余天数:
系统软件信息 NCU:
PLC内核:
DRU驱动程序: CNC:
FPGA:
用户版本信息 用户参数:
用户PLC:
固定循环:
PLC报警文件:
机床型号:
机床编号:
机床信息:
机床厂信息: 用户信息:
伺服软件信息 X轴:
Y轴:
Z轴:
主轴:
主要技术参数 最大加工尺寸: 最大回转直径: 进给速度范围:
主轴最大输出转矩: 定位精度:
最大行程:
快速定位速度: 主轴电机功率: 主轴最高转速: 最小移动增量: 主轴外径:
主轴锥孔:
工作台行程: 最大的切削量: 几何精度:
切削精度:
车床
最大车削直径:mm 最大工件长度:mm 卡盘直径:mm
主轴电机功率:KW 最高主轴转速:r/min 主轴最大扭矩:Nm 轴向行程
X轴mm
Z轴:mm
C轴:mm
快速进给速度
X轴m/min Z轴 m/min C轴 m/min
机床的主要技术参数: 床身上最大工件回转直径 刀架上最大车削直径 最大工件长度
主轴孔径
马鞍内回转直径
马鞍内有效长度
主轴转速级数
正转
反转
主轴转速范围
正转
反转
纵向快速移动速度 横向快速移动速度 最大纵向行程
最大横向行程
刀架工位数
主电动机功率
机床外型尺寸
机床重量
机床(类型?)
床身最大回转直径mm 床鞍上最大回转直径mm 中心高mm
最大工件长度mm 主轴孔内径mm
主轴锥径M.T
主轴转速范围r/min
刀架快速移动速度m/min
刀架重复定位精度mm
最小输入量mm
刀架工位数
尾座套筒最大行程mm
尾座套筒锥度M.T
系统分辨率mm
主电机功率kw
机床净重
外型尺寸
不同类别的数控机床的技术参数不同,主要包括以下:
1、机床规格,数控车床是回转直径、车削长度等,加工中心是工作台尺寸、行
程等,是表明数控机床的加工范围;
2、性能指标,如控制轴数/联动轴数、刀库形式/刀位数量、刀架刀位数、主轴转
速、快移速度、主电机功率、数控系统,是表明数控机床基本性能
3、精度指标,如定位精度、重复定位精度、表面粗糙度等是表明数控机床的加
工精度。
机床主要技术参数包括:尺寸参数、运动参数、动力参数等
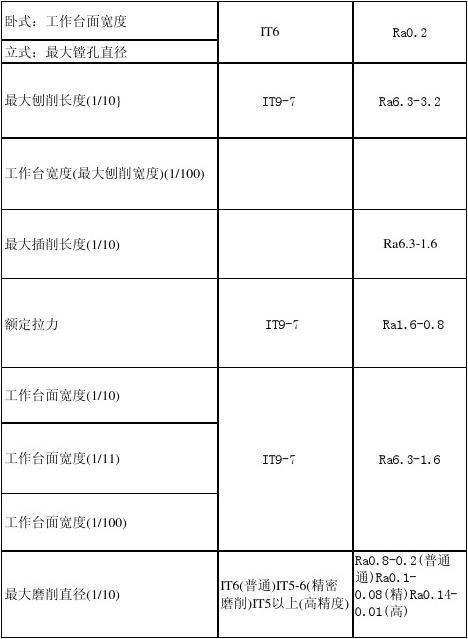
一. 主参数。机床的主参数是最为重要的,是代表机床规格大小的一种
参数。主参数必须满足以下要求:1)直接反映出机床的加工能力和特性。2)能决定其他基本参数值的大小。3)作为机床设计和用户选用机床的主要依据。对于通用机床,主参数通常都以机床的最大加工尺寸来表示。摇臂钻床的主参数(最大钻孔直径)。卧式车床是以床身上被加工工件的最大回转直径作为主参数。齿轮加工机床是最大工件直径。外圆磨床和无心磨床是最大磨削直径。龙门刨床、龙门铣床、升降台铣床和矩形工作台的平面磨床是工作台工作面宽度。卧式铣镗床是主轴直径。
立式钻床和摇臂钻床是最大钻孔直径。
牛头刨床和插床是最大刨削和插削长度。也有的机床不用尺寸作为主参数,如拉床的主参数是额定拉力等。
二、第二主参数
第二主参数是为了更完整地表示机床的工作能力和加工范围,在主参数后面标出另一参数值、称为第二主参数。
车床的第二主参数是最大工件长度。
铣床和龙门刨床是工作台工作面长度。
摇臂钻床是最大跨距。
其他尺寸参数包括与工件、工、夹、量具、机床结构有关的参数。
与工件主要的有关参数,如摇臂钻床还要确定主轴下端面到底座间的最大和最小距离,其中包括了摇臂的升降距离和主轴的最大伸出量等;龙门铣床还应确定横梁的最高和最低位置。
与工、夹、量具有关的参数,如卧式车床的主轴锥孔。
与机床结构有关的参数,如床身宽度等。
运动参数是指机床执行件(如主轴、工作台、刀架)运动的速度,即主轴的最高转速、最低转速、主轴转速数列、进给量最大值和最小值、进给量数列等。
数控铣床是在一般铣床的基础上发展起来的,两者的加工工艺基本相同,结构也有些相似。数控铣床又分为不带刀库和带刀库两大类,其中带刀库的数控铣床又称为加工中心。
加工中心是带有带库和自动换刀装置的一种高度自动化的多功能数控机床。
铣床:
工作台面尺寸:mm 320*1325
工作台最大纵向行程(手动机动):mm 700/680
工作台最大横向行程(手动机动):mm 255/240
工作台最大垂向行程(手动机动):mm 320/300
工作台最大回转角度:正负45度
主轴中心线至工作台面距离:mm 30/350
主轴转速级数:18steps
主轴转速范围:30~1500
工作台进给量级数:18steps
主电机功率:kw 7.5
进给电机功率: kw 1.5
机床外型尺寸: mm 2294*1770*1610
机床重量(净重):kg 2650/2950
加工中心:
工作台台面尺寸(宽X长):590*1450mm
工作台T型槽(槽数X数量X间距):18*5*125mm
工作台最大承重:1350kg
X/Y/Z向行程:1270/610/760mm
X/Y/Z导轨形式:滑轨
X/Y/Z快速移动速度:20m/min
切削进给速度范围:1~8000mm
主轴中心线至主柱导轨面距离:635mm
主轴端面至工作台面距离:150~910mm
主轴锥孔:ISO50
主轴电机功率:11/15kw
主轴转速范围:20~6000rpm
主轴最大输出扭矩:95.4N.m
刀库容量/形式:16/斗笠式24/圆盘式(选配)
刀具最大重量:15KG
刀具最大直径/长度:147/350mm
换刀时间(刀对刀):8S
定位精度:+0.010mm
重复定位精度:+0.005mm
机床总功率:35kw
机床外型尺寸(长X宽X高)
机床重量
镗床
最大镗孔深度*最大镗孔直径(mm)
最大加工直径:钻孔40mm 镗孔100mm 最大加工深度:1000mm
中心高:250mm
支持工件直径:卡盘50~180 中心架:50~150 最大工件重量
主轴转速级数:16
主轴转速范围:50-1600
钻杆转速级数
钻杆转速范围
粗糙度:1.6mm
主电机功率:15kw
电机功率总容量:30.3kw
第二篇:机床总结表1
常见机床比较明细表
削各种加工表面、工作形状及生产批量的要求。4、磨削加工余量小,生产效率高,容易实现自动化和半自动化。5、磨削加工精度高,表面质量高.

、切削工具砂轮是多刃工具并做高速旋转的主运动,2、万能性更强,适合性更广,能加工其他机床不能加工的