高炉运转
运转作业区包括原料称量系统、炉顶装入系统、热风炉系统、煤气清洗系统和TRT余压发电系统,其日常工作任务是对五大系统进行操作、监视、点检及维护。该作业区管辖着高炉大约75%的设备,其特点是区域广、设备多、工艺复杂、技术要求高。
1原料称量系统
原料称量系统主要由两大部分组成:矿石系统和焦炭系统。
1.1工艺流程
(1)矿石流程

矿石称量流程
矿槽→液压闸门→给料器→振动筛→称量漏斗→挡板→电动闸门→X-301BC(金属检测)→转换溜槽→X-302BC→切换溜槽→中间漏斗→电动闸门→主皮带Z-301BC
粉矿流程:矿槽→液压闸门→给料器→振动筛→X-303BC→粉矿斗→原料分厂
(2)焦炭流程
焦炭称量流程
焦槽→液压闸门→振动筛→Y-301BC(金属检测)→切换溜槽→中间漏斗→电动闸门→主皮带Z-301BC
焦炭的称量是在中间料斗完成的,它的称量是通过Y-301BC来控制的,一般是3~4个焦槽同时排料。
焦槽排料的联锁控制:
中间漏斗的称量信号为空→中间漏斗的电动闸门闭→切换溜槽到位,设定值读入→Y-301高速运转→振动筛运转→当焦炭的称量值达到设定值的95%时,振动筛停止→Y-301BC低速运转→当焦炭的称量值达到设定值的100%时,振动筛停止→ 称量完成
所以Y-301BC是会停止的,而且停止时Y-301BC上会停留一部分焦炭。
粉焦流程:焦槽→液压闸门→振动筛→Y-302BC→碎焦槽→Y-303BC→转运斗→Y-304BC→转运斗→Y-305BC→转运斗→Y-306BC→11A、12A→Y-307BC→粉焦斗(小块焦去高炉)
1.2主要设备
(1)矿石系统
矿石系统有12个矿槽,1#~10#槽分为A、B两侧,11#和12#槽只有A侧。目前1A、2A没有使用,3A~10A装烧结矿,11A、12A装小块焦;1B、2B、3B装副原料,4B~10B装球团矿和块矿;每个A槽和B槽都有一个电动给料器和一个液压闸门。每个A槽还有一个振动筛,它由上、下两层筛网组成,上筛网是条形的、下筛网是锯齿形的。各矿槽的原料品种不能相互混淆,但每个矿槽可以放置两种规格的同一品种原料;各矿槽存放其它品种的原料时,槽内应彻底清扫,进入矿槽清扫前事先开碰头会。
矿槽和焦槽规格

矿石的称量是通过称量漏斗实现的,在A槽和B槽下面还有称量漏斗、电子称,称量漏斗底部有一块手动挡板和一个电动闸阀,手动挡板可起到调节料流的作用;称量方式有两种:A方式和A+B方式。A方式是只称量烧结矿而不称量块矿和球团矿,A+B方式是先称量烧结矿然后再称量精块矿和球团矿。球团矿是不能单独称量的,因为球团矿容易从下闸门滑落。
在矿石的称量过程中,设定了偏差补正,如果矿石的实际称量量小于设定值的0.5t,在下次称量时,矿石的设定称量量会自动加上0.5t,保证总体上矿石的量不变。矿石的累计偏差补正不超过2t。
称量控制:A侧:称量漏斗称量到切出目标值的95%时,给料器停止,然后停止振动筛;B侧:称量漏斗称量到切出目标值的95%时,先停一个给料器,然后再停另一个给料器,启动时两个给料器是同时启动的。
考虑到副原料的排出,有四种排出方式:
A:5#—12#→1#-4#
B:1#——12#
C:8#-12#→1#-7#
D:11#-12#→1#-10#
现在3BF上基本采用B种排除方式。球团矿的排出设在料的中间,能够防止球团矿从皮带滑落。
3条皮带分别是X-301BC、X-302BC、X-303BC,其中,X-301BC和X-302BC是用来送料的,它们的连接处有一个转换漏斗,在转换漏斗上面、X-301BC的头轮处有一个矿石取样装置,每个早班要取一次样;X-303BC是用来返回粉矿的,将粉矿转运到粉矿斗中,再通过皮带返回原料分厂,然后原料分厂再送回到烧结分厂作铺底料使用。在X-302BC头轮下面有两个中间漏斗,它也可起称量作用,由此可判断称量漏斗是否称量准确;在中间漏斗和X-302BC头轮之间有一个切换溜槽,它可将X-302BC送来的料分别装入两个中间漏斗中;中间漏斗的出口处也有一个手动挡板和一个电动闸门,手动挡板也可调节料流的大小,改变料在皮带上的宽度和堆角。
(2)焦炭系统
焦炭系统有8个焦槽,每个槽的容积均为450M3,可装焦炭210t。焦槽下面有液压闸门、振动筛,振动筛也是由上、下两层筛网组成,上筛网是条形的、下筛网是圆形的。焦炭系统没有给料器和称量漏斗,焦炭的称量是在焦炭系统的中间漏斗中进行的。焦炭系统中间漏斗称量到切出目标值的95%时,皮带由高速变为低速,同时振动筛停止,当称量漏斗达到100%切出目标值时,Y-301停止运转。启动时Y-301是高速运转的。
焦炭系统共有7条皮带,分别是Y-301BC、Y-302BC、Y-303BC、Y-304BC、Y-305BC、Y-306BC、Y-307BC。Y-301BC是用来送料的,在它的头轮旁边有一个焦炭取样装置,每个早班对其进行取样,Y-301BC头轮下面有一个切换溜槽、两个中间漏斗,这与矿石系统的结构完全相同;Y-302BC、Y-303BC、Y-304BC、Y-305BC、Y-306BC是用来转运碎焦的,它们将焦炭振动筛筛下的碎焦运到11A和12A中,再经11A和12A的振动筛筛选后,筛选出来的小块焦可供高炉使用,筛下的粉焦经Y-307BC送到粉焦斗中,再经皮带返回原料分厂;在Y-302BC和Y-303BC之间有一个碎焦斗,在Y-303BC和Y-304BC之间、Y-304BC 和Y-305BC之间、Y-305BC 和Y-306BC之间各有一个转运漏斗。
(3)主要设备规格
主皮带Z-301BC、矿石主皮带X-301BC、X-302BC以及焦炭主皮带Y-301BC的驱动装置是电动机+液力耦合器+减速箱,因为这三条皮带的负荷大,采用液力耦合器可以减少对可以减少对电动机的损坏。其它皮带采用的均是硬连接。
液力耦合器的工作原理:主动叶轮与马达连接,被动轮与负荷连接,中间充有液压油,作介质,主动叶轮旋转后带动液压油旋转,由于被动轮是液力接手的外壳,因此也跟着旋转起来,从而带动负载运转。
皮带规格

筛网规格

中间漏斗规格

1.3原料系统的连锁控制
(1)矿槽排料的联锁条件
① 称量信号空;② 电动闸门闭;③ 振动筛振动;④ 电动给料器运转,排放矿石。
(2)称量漏斗排料的联锁条件
① 称量信号为满;② 裤管溜槽到位;③ 中间漏斗的电动闸门闭;④ 称量漏斗的电动闸门开,排放矿石。
(3)焦槽排料的联锁条件
① 中间漏斗的称量信号为空;② 中间漏斗的电动闸门闭;③ 切换溜槽到位;④ Y-301运转;⑤ 振动筛振动;⑥ 电动给料器运转,排放焦炭。
(4)中间漏斗排料的联锁条件
① 中间漏斗的称量信号为满;② 次回装入压头检测OK;③ 中间漏斗的电动闸门开,开始排料。
2炉顶上料系统
2.1工艺流程
炉顶上料系统的主要工艺有炉顶上料、AB记数、料面跟踪等。
1)炉顶上料
上料流程如下:中间漏斗→闸门(机械式)→主皮带→旋转溜槽→旋转料罐→称量料罐→炉内

炉顶上料系统
主皮带的检测点有三个:
一个是在ⅠO闸门中心线以上26.15米处,装有一个压磁元件,该元件受压后有电压输出,其产生重量电压比为1V/1000KG,当装载原料的皮带经过这一部位时,即感应出足够电压,经放大后,由电压检出器检出,驱动继电器作为控制信号。该元件往上6米处定为“次位排出OK点”,即排出料段的料尾经过此点后,将允许下一段料开始排出,以确保料段距约50米。
电磁元件的另一个设置点是在皮带上的原料距炉顶约20米的位置,称为“炉顶准备点”。作用是:当料段头部到达此点,就检查固定料斗或旋转料罐中是否有料、上闸阀是否关闭,若固定料斗或旋转料罐中有料或上闸阀未关闭,则主皮带紧急停止,避免造成叠料事故。
炉顶到着点:当检测到上料罐空,而且上闸阀闭时,可以开始上料,否则皮带停止,同时打开抱闸,防止皮带倒转。
2)AB记数
炉顶上料系统,阀门的开闭,旋转溜槽的旋转以及探尺的上升、下降都是通过A、B记数控制的。
AB记数相当于秒表读数,意思是,间隔多少秒钟后某个设备执行某个动作。装料过程是A记数,它从1001开始记数,到1070结束记数,没装料时A为1000;下料过程是B记数,它从2001开始记数,到2084结束记数,没下料时B为2000。当B为2029时,高炉正在布料。
A记数(装料过程):
排压阀开、点检是否开到位→排压OK→上密阀开→上部闸门开、开始受料→受料结束→上部闸门闭→排压阀闭、上密阀闭→一次均压阀开→一次均压阀关→二次均压阀开
B记数(下料过程):
探尺提升、点检是否提升到位→溜槽下降至指定档、旋转→均压OK→下密阀开→料流阀(FCG)开、开始下料→下料结束→FCG闭(先全开,再闭)→下密阀闭→二次均压阀闭→溜槽旋转停→溜槽上升至待机位置→探尺下降
注意:称量料罐不得过负荷,否则,上密阀关不住,将无法均压,炉顶不能上料,会导致高炉休风的。
3)料面跟踪
3BF有3把探尺,其跟踪料面、测定料线的方式有3种:AND模式、OR模式和单尺模式。使用AND模式时,基准探尺可以选定为某一把、某两把或3把全选;使用OR模式时,基准探尺为3把中的任意一把;使用单尺模式时,基准探尺为指定的某一把。当基准探尺达到设定的料线位置时,B记数开始,进行布料。
溜槽档位与角度对应如下:
溜槽档位与角度对应表 角度单位:度

从上表可以看到,档位从1档变到11档,布料由边缘到中心。一般设定旋转溜槽转动14~16圈,通过控制料流阀的开度控制旋转溜槽的旋转圈数,使原燃料按照设定的档位入炉,每30个dump旋转溜槽更换一次旋转方向。
溜槽的旋转和倾动两个动作,倾动动作的几个状态:
PA:定档位;
UP:当档位变成零时,开始上升;
DN:下降,每变一个档位,旋转溜槽改变一个角度,DN开始;
WA:待机位置,当UP结束后,旋转溜槽停在待机位置。
旋转溜槽在倾动的过程中,是始终旋转的。
各LEVEL对应的料线设定值如下:

4)布料模式
3BF炉顶可实现环形布料、螺旋形布料、扇形布料和定点布料。环形布料是指旋转溜槽沿着高炉中心线由外向里进行多档布置,每档布置一定的圈数,当一档布完后,溜槽停止旋转、降低角度至下一个档位,再进行旋转布料,如此反复,直至布置完全部档位。螺旋布料是指旋转溜槽沿着高炉中心线由外向里不停地进行旋转布料,直至布置完一批料为止。扇形布料是指旋转溜槽在一定角度内来回布料。定点布料是指将旋转溜槽固定在指定位置不动的一种布料方式。目前,3BF使用环形布料方式进行布料。
通过改变布料档数和布料圈数,可以改变布料模式。布料模式的改变操作是由炉内要求运转作业区执行的。改变料流阀的开度大小可以控制布料的圈数,料流阀的开度大一些,布料圈数将会少一些,料流阀的开度小一些,布料圈数将会多一些,当炉内的监视画面上显示的布料圈数不对时,可通知运转调节料流阀的开度大小来进行修正。
5)装入周期与称量周期
3BF的布料周期为2个charge,每个周期内有3个batch,C为1B,ⅠO为2B,ⅡO为3B。改变布料模式时,需要修改每个布料周期内的相应参数(档数和料流阀开度)。
3BF焦炭和矿石的称量周期均为6个charge,焦炭的每个周期内只有1个batch,矿石的每个周期内有2个batch,ⅠO为1B,ⅡO为2B。变料时,需要修改每个周期内的相应参数(每个槽对应的矿石重量)。
6)整点截止
计算机对每个班的装入回数和称量回数都要进行自动截止的。整点(指15:00,22:00,07:00)前,如果ⅠC或ⅡC下面的闸门已开,则此回应算在本班的装入回数内。截止时以炉顶为准,称量截止也与炉顶同步进行。
2.2主要设备
1)上料部分
(1)机械室
机械室有4套动力系统,它们共同带动主皮带运转,每台动力系统包括动力马达、液力偶合器、减速箱、抱闸、轴承等。一台马达故障时,另外三台还可带动主皮带;而有两台马达故障时,则主皮带将无法运转。此外,机械室还有一台小马达,可供更换主皮带时使用。
(2)主皮带
3BF主皮带的编号为Z-301,宽度为2200mm,运行速度为120m/min,最大输送矿石的能力为5500t/h,最大输送焦炭的能力为1300t/h。
主皮带与其它皮带一样,也有头部轮、尾部轮、转向轮和配重轮,也有切断开关、转速检测器、跑偏开关等附属装置。此外,在主皮带的头部轮处,还有皮带洒水装置,它是用来冷却头部轮的。
2)炉顶部分
探尺、旋转溜槽和旋转料罐都采用的是电动机驱动的。
3BF炉顶是串罐式无料钟炉顶,其主体构件有:上部料罐(又叫旋转料罐)、下部料罐(又叫称量料罐)、PW箱、液压室、泵房、各种阀门、各种检测机构、炉顶洒水装置、上升管道、集尘管道等。
(1)旋转料罐
旋转料罐的主要作用是受料,当其旋转时还可起到混匀炉料的作用。
旋转料罐位于主皮带头部轮下方,在旋转料罐与主皮带头部轮之间布有集尘罩,它可收集上料时产生的灰尘。旋转料罐的容积为80m3,其转速为6rpm,它是由2个电动机带动旋转的。旋转料罐每24小时更换一次旋转方向,每天的早班由人为更改。
(2)称量料罐
称量料罐的主要作用是校正原料系统的称量是否准确。
称量料罐位于旋转料罐与炉顶之间,其容积为80m3。称量料罐有3把电子称,它们均匀地布置在称量料罐周围,互成120度角。
(3)伞形布料器
伞形布料器是拉杆式的,它们位于旋转料罐和称量料罐的中心轴上,其作用有两点:a、起缓冲作用;b、使布料更加均匀。
(4)PW箱
PW箱即是炉顶齿轮箱,它是由卢森堡波尔乌斯公司(paul-warth)于1971年发明的,因此简称PW箱。
PW箱有两路冷却系统:水冷和气冷。水冷系统使用纯水冷却,纯水储存在炉顶泵房的纯水泵里,它由管道通到PW箱内的水槽里,达到冷却齿轮的目的。气冷系统使用的能源介质是N2。
(5)液压室
液压室有两套电磁阀组(一备一用)、吸油室、回油室、两台大电机(一备一用)、一台小电机,两套液压给脂装置(一备一用),一套蓄能器。
电磁阀组主要是为炉顶液压阀门分配油量的,以便控制阀门的开、关;小电机负责将回油室中的油抽到吸油室中;大电机负责将吸油室中的油抽到电磁阀组,再由阀组进行分配。
液压给脂装置主要是润滑炉顶设备用的,液压给脂是自动进行的,设定为每8分钟1次。
蓄能器内充有高压N2(200kg±),在液压泵故障或停电时使用,它可使炉顶各液压阀门动作一次。
液压储能器的作用是液压系统正常工作时,把压力能储存在一个特殊容器内,当液压系统由于某种原因,系统失去压力时给予补充,其储存的能量能够供应液压设备一个循环。其工作原理:系统正常工作时,液压油推动储能器中的活塞,压缩其中的N2囊,当系统失压时,气囊内压力大于系统压力,气囊压迫活塞反向动作,向系统液压油加压,达到增加系统压力的目的。
(6)泵房
泵房主要有一个纯水泵、一个换热器、一个动力马达,它是用来冷却炉顶PW箱的。其水源来自于热风炉旁边的两个水塔,这两个水塔同时也是冷却热风炉燃烧阀的水源,它们有3台动力马达,2用1备。
(7)阀门
3BF炉顶的阀门有:4个放散阀、2个排压阀(一排、二排)、2个均压阀(一均、二均)、总均压阀、上部闸阀、上密封阀、下部料流阀、下密封阀、眼镜阀。其中料流阀是半开的,而上闸阀、上密阀和下密阀都是全开全闭的。炉顶阀门都是通过炉顶液压室控制的。
① 放散阀
高炉炉顶有4个放散阀,1号放散阀位于半净煤气管上,2号放散阀位于位于南面煤气上升总管上,3号放散阀位于荒煤气管上,4号放散阀位于北面煤气上升总管上。
② 排压阀
高炉炉顶有2个排压阀:一排压阀、二排压阀,其作用是排放在布料时称量料罐内充满的高压。通常情况下使用一排压阀,在一排压阀上面有一个消音器,它可减少噪音污染,其内部结构为多孔通道。二排压阀是紧急排压阀,在一排压阀不能打开或炉内压力过大时,它可紧急排放炉内高压,此管路系统没有消音器。
③ 均压阀
高炉炉顶有2个均压阀:一均压阀、二均压阀,其作用是使称量料罐内的压力与炉内的压力相等,以便能够顺利布料。一次均压管道系统使用的能源介质是从一文氏(1VS)出来的半净煤气,二次均压管道系统使用的能源介质是N2,均压时,一均先开,当称量料罐内的压力与炉内的压力相差不大时,一均关闭,二均打开,开始布料。
④ 上部闸阀
上部闸阀位于旋转料罐的下面,它随旋转料罐一起旋转,平时在现场是无法观察到的。其作用是减少原料对上密封阀的直接冲击力,保护上密封阀,延长上密封阀的使用寿命。其规格为1400mm×1400mm。
⑤ 上密封阀
上密封阀位于上部闸阀与称量料罐之间,在称量料罐进行均压时,它可起密封作用。上密封阀可作上下直线运动,也可作左右旋转运动,在上料过程中,它首先向下运动,然后再移向旁边,开始上料;布料时的动作与上料时相反。规格为Ф1600mm。
⑥ 下部料流阀
下部料流阀又叫下部闸阀,它位于称量料罐下面,通过调节它的开度可控制布料的流量。其开口成“口”字形。
⑦ 下密封阀
下密封阀位于下部料流阀与波纹管之间,其作用是隔断称量料罐与高炉内部的气体通道。其规格为Ф1900mm。
⑧ 眼镜阀
眼镜阀位于波纹管与PW箱之间,定修时,它可起到隔绝高炉煤气的作用。其规格为Ф1900mm。
(8)各种检测机构
① 探尺
探尺的作用是跟踪料面,以便及时补充原料。
探尺主要由重锤、铁链、钢丝绳、卷筒、减速箱、电机等组成。3BF有3把探尺,其提升重量为250kg,公称提升高度为6m,提升速度为0.6m/s,下降速度为0.3m/s。电机功率为1.7kw,转速为950rpm。高炉热风炉的方向为零度方向,1#探尺的位置在105°,2#探尺的位置在341°,3#探尺的位置在255°。
② 十字测温仪
3BF炉顶有4只十字测温仪,它是用来测量炉顶煤气温度的。这对判断炉况有一定的帮助。
③ 封罩温度计
3BF炉顶封罩上装有7只温度计,可收集封罩上7个不同地方的温度值,对判断炉况有一定的帮助。
④ 色谱仪
色谱仪位于1VS出口处,它是用来分析炉顶煤气成份的。
⑤ 热图像仪
热图像仪是用来测定料面温度的,目前已经坏了,未使用。
(9)炉顶洒水装置
炉顶洒水装置的作用是:当炉顶煤气温度过高时,向炉内洒水,降低炉顶煤气温度。3BF共有11把炉顶洒水枪。
(10)炉顶点火装置
炉顶点火装置是在休风且炉顶有工事时用来燃烧炉顶剩余煤气的,防止炉顶周围的工作人员因未赶净的煤气而中毒。
(11)煤气上升管道
在炉顶封罩上接有4根煤气上升管道,然后每2根合并为1根,最后2根再合并为1根,与荒煤气管道(煤气下降管道)相连,通往重力除尘器。
(12)集尘管道
在旋转料罐和称量料罐上面,以及主皮带头部等地方均布置有集尘管道,然后再通往炉前除尘总管,很好地控制了炉顶灰尘污染源。
3、热风炉系统
3.1生产工艺
热风炉的工作状态有5种:送风、燃烧、休止、缔入(即闷炉)和换炉。缔入是由休止状态转入燃烧状态的过程,换炉是由休止状态转入送风状态的过程。
1) 送风方式
宝钢热风炉的送风方式有3种:单炉送风、并联送风和余压回收送风。
单炉送风方式是指一个热风炉送风、两个热风炉燃烧的送风方式。当有一个热风炉需要休止时(如某一个热风炉需要大修时),通常使用单炉送风方式。
并联送风方式是指两个热风炉送风、两个热风炉燃烧的送风方式。并联送风又包括热并联送风方式和冷并联送风方式。在热并联送风方式下,混风阀是全关的,风温是由两个正在送风的热风炉的送风调节阀来控制的,若风温高了,则将送风温度较低的热风炉的送风调节阀关小一点,反之,若风温低了,则将送风温度较高的热风炉的送风调节阀开大一点。在热并联送风方式下,热风阀的阀前温度要参与风温的控制。冷并联送风方式下,送风调节阀是全开的,风温由混风调节阀的开度大小来控制的。冷并联送风方式下,热风阀的阀前温度是不参与风温控制的。3BF热风炉使用的是冷并联送风方式。
余压回收送风方式是指当一个热风炉由燃烧转为休止、另一个热风炉由送风转为休止时,这两个热风炉的充压阀同时打开(此时充压主阀是关闭的),由送风转为休止的热风炉中的剩余高压就充入由燃烧转为休止的热风炉中,待两个热风炉中的压力相等时,再同时关闭它们的充压阀,之后,一个热风炉转为送风,一个热风炉转为燃烧。
2)操作模式
(1)主干操作模式
主干操作模式有3种:休止、半自动、全自动。若将系统设定为休止模式,则4座热风炉将全部转为休止状态;若将系统设定为半自动模式,则热风炉的燃烧和送风是自动控制的,而系统之间的转换则需要人为操作;若将系统设定为全自动模式,则热风炉的燃烧、送风及状态之间的转换全是自动控制的。
(2)单炉操作模式
单炉操作模式有4种:休止、全自动、中控手动、现场手动。若将某个热风炉设定为休止模式,则此热风炉将转为休止状态;若将某个热风炉设定为全自动模式,则此热风炉将进行全自动控制;若将某个热风炉设定为中控手动模式,则此热风炉的工作状态将需要在中控计算机的相关画面中进行手动控制;若将某个热风炉设定为现场手动,则此热风炉的工作状态将需要在现场进行手动控制。
3)工艺流程

热风炉系统
热风炉的工艺流程主要是燃烧和送风,其流程图如下所示:
燃烧流程:


在热风炉换炉过程中,各阀之间的动作情况:
燃烧→休止:BFG切断阀闭、LDG切断阀闭、BFG吹扫阀开、LDG吹扫阀开、AIR燃烧阀闭、BFG吹扫阀闭、LDG吹扫阀闭、BFG燃烧阀闭、LDG燃烧阀闭、烟道阀闭
休止→充风:充风阀开
充风→送风:热风阀开、送风阀开、冷风阀开
送风→休止:送风阀闭、冷风阀闭、热风阀闭
休止→燃烧:排风阀开、排风完成后烟道阀开、排风阀闭、AIR燃烧阀开、BFG燃烧阀开、BFG 燃烧阀开、LDG燃烧阀开、BFG吹扫阀开、LDG吹扫阀开、BFG吹扫阀闭、LDG吹扫阀闭、BFG切断阀开、LDG切断阀开
3.2主要设备及其作用
1)热风炉本体
宝钢3座高炉使用的热风炉都是引进日本的新日铁外燃式热风炉。热风炉本体主要包括3个部分:燃烧室、蓄热室和混风室。热风炉本体内部是由耐火材料砌成的,耐材外面包有铁壳,对耐材起支撑作用;铁壳外面包有一层铝皮,可起到保温的作用。
燃烧室下面有燃烧器,3BF热风炉的燃烧器为3圈环行结构,内层通LDG或COG,外层通BFG,中间一层通空气,因为LDG的发热值高,产生的火焰温度高,而BFG的发热值较低,产生的火焰温度较低,这样,外层火焰的温度低,内层火焰的温度高,即可满足高风温的要求,也可避免高温火焰对燃烧器周围炉墙的冲击损坏。
蓄热室下部是炉蓖子,大约有3m高,起着支撑格子砖的作用;上部是正8边形的格子砖,其作用是吸收燃烧室产生的热废气的温度,储蓄热量。
热风炉上段93层硅砖,中段16层高铝砖,下段99层粘土砖,最下面二层高铝砖,合计210层。硅砖:荷重蠕变率在1550℃,0.2Mpa下50小时小于0.2%,760℃以上有良好的热稳定性,但在600℃以下,由于相变,体积有较大膨胀,适用于热风炉的拱顶高温部位。高铝砖:热稳定性好,蠕变小,适用于热风炉高温区和温度波动较大的中段。粘土砖:热稳定性好,高温烧成产品残余收缩小,且价格便宜,容易加工,故多用于中低温区。
燃烧室和蓄热室是由炉顶联络管连接起来的,联络管是由硅砖砌成的,273℃是α与β之间的晶格转变点,573℃是β与γ之间的晶格转变点,因此,联络管处的温度不得低于600℃。
混风室位于燃烧室和送风总管之间,当燃烧温度过高时,送风总管就分出一部分冷空气通入混风室中,对送风温度起一个调节的作用。另外,HS在烧炉过程中,燃烧室气体自发地产生压力振动。这种振动会对HS砌体造成损坏,而设置混风室能起共鸣器作用,它能防止燃烧振动,起到保护热风阀的作用。
2)阀门
(1)热风炉使用的阀门类型
按阀门的形状结构,热风炉使用的阀门可分为蝶阀、闸阀和球阀。热风炉使用的蝶阀有调节阀、充压阀、排压阀、N2吹扫阀;闸阀有切断阀、燃烧阀、热风阀、送风阀、混风阀、烟道阀;球阀有放散阀。
按阀门的驱动方式,热风炉使用的阀门可分为电动阀、气动阀和液压阀。热风炉使用的电动阀有燃烧阀、切断阀、送风阀等;气动阀有热风阀、1个放散阀等;液压阀有调节阀、排压阀、充压阀等。热风炉系统有4个液压泵,是用来驱动气动阀的;每个液压系统又有一个蓄能器,当液压泵出问题时,它可使气动阀门动作一次。
每个阀门都有一个密封面,它位于管道压力较低的一侧,如燃烧阀和切断阀的密封面在阀间一侧,送风时阀间压力低于燃烧室中的压力,燃烧时阀间压力低于煤气总管压力。
(2)3BF热风炉使用的具体阀门
热风炉的阀门特别多,每个热风炉总共有22个之多,具体名称如下:BFG燃烧阀、BFG切断阀、BFG调节阀、2个BFG放散阀、BFG 的N2反吹阀、LDG燃烧阀、LDG切断阀、LDG调节阀、2个LDG放散阀、LDG的N2反吹阀、空气燃烧阀、空气调节阀、2个烟道阀、送风阀、充压阀、排压阀、混风阀、混风调节阀、热风阀。说明:COG与LDG使用的是同一管道系统。
NK阀水封原理:
NK阀是用来封住COG支管的煤气的,以便其中一个热风炉发生故障时,需要切断煤气,进行抢修。
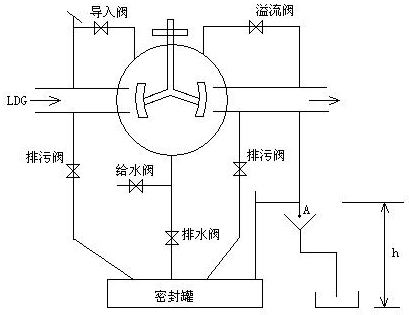
NK阀水封和引煤气的工作原理:
水封:压紧NK阀,导入阀关、排水阀开、溢流阀开、给水阀开,当开始溢流时,溢流阀小开,会从水槽中看到滴水。
引煤气:导入阀开、排水阀开、给水阀关、溢流阀关,当NK阀内水快排完时,排水阀小开,打开NK阀,要检查A处是否有水流出,通过h高度的水柱压差来封住煤气。
NK阀两侧的管道的排污阀是常开的,用来排除COG管道中的冷凝水。
3)管道
热风炉系统的管道有BFG管道、 LDG(COG)管道、AIR管道、N2吹扫管道、N2驱动管道、液压驱动管道、蒸汽引射管道、送风管道、热风管道、烟气管道等。一般煤气管道都有螺纹管连接,是为了减缓管道的热胀冷缩变形,而且煤气管道上都设有密封罐,用来收集冷凝水。
4)余热回收装置
3BF热风炉废气温度在300℃左右,使用分离热管式废气热量利用装置对其进行回收利用。其原理为:废气将工质(加过药品的水)加热蒸发,蒸汽汇集于上联箱内,然后通过蒸汽引出管将蒸汽分别导入送风总管和煤气管道中,与空气和煤气进行热交换后凝聚为液态水,然后汇聚于下联箱中,如此反复,可使冷的空气和煤气加热至100多度。工质在密闭系统中进行循环,几乎没有损耗,开工后至今只补充过一、两次水。
热风炉废气温度不应超过350℃,如果高于350℃,炉蓖子就会软化,造成格子砖塌陷事故。当废气温度达到329℃时,系统会自动减少煤气量,进行自动控制。
3.3热风炉使用的能源介质
1)BFG、LDG、COG
热风炉可使用BFG、LDG、COG作为燃烧介质,目前3BF使用的是BFG和LDG,以前使用的是BFG和COG,原因是LDG较便宜,且其发热值与COG差不多。
BFG的流量控制范围是55 km3/h~140km3/h,低于55 km3/h时容易产生回火事故,高于140km3/h时容易将火吹灭,因为BFG发热值低,燃烧不稳定。
2)N2
当热风炉换炉时,用N2吹扫阀间(燃烧阀和切断阀之间)煤气,避免送风时因残留在煤气燃烧阀和切断阀之间的煤气而发生爆鸣事故。另外,N2还作为气动阀门的驱动气使用。
3)H2O
热风炉系统的燃烧阀使用纯水进行冷却。在热风炉旁边有两个纯水储存罐,专供炉顶齿轮箱和热风炉冷却用的。
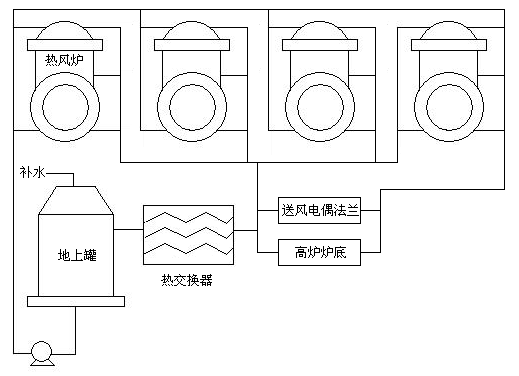
纯水冷却系统
地面上有两个纯水储水罐,俗称TANK。需要纯水冷却的设备主要有:热风阀、送风电偶法兰、高炉炉底。当休风时,停电,泵停,用炉体清循环水代替纯水冷却,当泵启动时,逐渐补入纯水,稀释清循环水,直到纯水达到一定浓度为止。
降低热风炉的纯水消耗,可以有效的降低成本,达到降本增效的目的。主要采取的措施有:及时跟踪水质情况;高炉休风时尽可能不停泵,不切换清循环水;安装纯水累计流量计,测定补水累计流量。
3.4热风炉各阀门的联锁条件
热风炉燃烧时,送风的相关阀门是不能动作的;送风时,燃烧的相关阀门是不能动作的。有关的具体联锁条件如下:
1)从休止状态到燃烧状态:
排压阀打开→延时、排压OK→烟道阀打开,同时排压阀闭→AIR、BFG、LDG的燃烧阀打开→BFG、LDG的放散阀关闭→N2吹扫阀打开→N2吹扫→N2吹扫阀关闭→BFG切断阀打开(燃烧中),延时→COG切断阀打开。
2)从休止状态到送风状态:
充压主阀打开→充压阀打开→延时、均压OK后,充压阀关闭→热风阀打开→送风阀和混风阀打开。
4煤气清洗系统
4.1工艺流程
煤气清洗系统的工艺流程如下:


4.2主要设备及其作用
煤气清洗系统的主要设备有荒煤气管道、重力除尘、1VS、2VS、半净煤气管道、调压阀组、消音器、水封阀、高架水槽、煤气成份分析仪、N2管道、蒸汽(S2)管道、清洗水管道等。
荒煤气管道又称为煤气下降管道,由4根煤气上升管道集结而成,它是连接上升管与重力除尘的通道。
重力除尘是一级除尘系统,它利用煤气与炉尘的密度差来实现净化煤气的目的。重力除尘系统有三套排灰装置,它们将灰排入搅拌器中,搅拌器再将灰排入卡车。目前3BF煤气的重力除尘灰每天有200多吨。

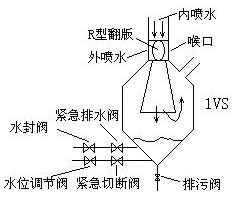
1VS是二级除尘,它是利用介质水来吸附半净煤气中的炉尘的。1VS喉口处有一块椭圆形的挡板,改变其倾角大小,可调节通过喉口的煤气压力及煤气流速,煤气流速越慢,则煤气清洗得越干净。在挡板的两侧各有一根水管向挡板喷水,在挡板上面一层平台还有2根围管向煤气喷水。1VS还有水封阀、紧急排水阀、紧急切断阀、水位调节阀和排污阀(各有一个)。2VS是三级除尘,其结构与1VS大致相同,区别在于:在其喉口挡板上面少了一根围管,内部多了一个脱水器(2层格子板),另外,在紧急切断阀前面有一个手动阀,而无水封阀。文氏管的控制原理是“0”水位控制,文氏管中的水位超过“0”位时,紧急排水阀就排水调节“0”位,水位低于“0”位时,水位调节阀就补水调节“0”位。文氏管的“0”位位于厂区(标准)水平线上7米处。
文氏管内的水位实现零位管理,通过排水管的水位调阀控制文氏管内的水位。
半净煤气管道是连接1VS和称量料罐的通道,半净煤气是用来对称量料罐进行一次均压的。排压时,称量料斗中的煤气直接排到大气中。
调压阀组是由4个调节阀组成的,这4个调节阀将从2VS出来的一条煤气通道(另一条煤气通道通往TRT系统)分成4条煤气通道(管径分别为Ф500×1,Ф900×3),通过控制调压阀组各阀门的开度大小,可以控制通往TRT系统的煤气流量,从而达到调节TRT发电量的目的。正常生产条件下,调压阀组是关闭的。
消音器是由多层多孔隔板组成的,这种结构可有效地降低煤气压力,从而降低高压煤气的噪音污染。水封阀是根据连通器原理,利用介质水使“V”形煤气管形成一段水柱,从而达到封堵煤气的目的。高架水槽内装有高压水,它是用来向紧急水封阀快速补水的,其容积为80m3。
煤气成份分析仪(色谱仪)位于1VS出口处,它取半净煤气为试样,对高炉煤气成份进行分析。
N2管道和蒸汽(S2)管道主要是供保安用的,向1VS、2VS、重力除尘器中通入N2(没有时通蒸汽)使其保持正压,避免煤气管网中的煤气发生倒流。清洗水管道是用来通水清洗煤气的。
六、TRT系统
1、主要设备及其作用
TRT系统的主要设备有:总管流量计、入口蝶阀、眼镜阀、紧急切断阀、均压阀、透平机、静叶机、静叶片洒水装置、除雾器、NK阀、高压罐、低压罐、液压室。
总管流量计是用来测量通往静叶房的煤气流量的;入口蝶阀、眼镜阀、紧急切断阀都是用来切断从文氏管过来的煤气的;均压阀是一个旁通阀,它是用来调节紧急切断阀两边的压力的,使紧急切断阀两边的压力相等后,再打开紧急切断阀;静叶机的静叶片将煤气的动能转换成转子的动能,然后带动透平机发电,之后,再通过电缆与电厂的电网并网;煤气中的灰尘会积聚在静叶片上,因此,静叶片洒水装置是专门用来清洗静叶片上的煤气灰尘的;高压罐和低压罐位于静叶房的出口处、煤气管道的两旁,它们是用来收集静叶片的清洗水的;除雾器是用来清除从静叶房出来的煤气中的水雾的,其结构与消音器差不多,也是多层多孔结构;NK阀是一种特殊的阀门,它是由阀和水封构成,切断煤气时,阀(两片球冠形金属盖)伸开将两边的管道堵住,然后再对阀间进行水封,可起到双层保护作用,防止煤气泄漏;液压室有两台控制油泵、一台润滑油泵和许多管道系统,两台控制油泵一备一用,它控制着TRT系统的各个阀门(均是液压的),它是常转的,而润滑油泵只是在TRT并网前的一段时间内运转,它是TRT系统内部的润滑系统的动力,并网后润滑油泵停止,由另外一台小马达驱动TRT系统内部的润滑系统。
2、工艺流程
TRT系统的工艺流程如下:
