重庆科技学院
学生实习(实训)总结报告
学 院:冶金与材料工程学院专业班级:冶金20##-03
学生姓名: 胡雪峰 学 号:2011444645
实习(实训)地点: 重庆市天泰铝业有限公司
报告题目: 关于电解铝生产的实习报告
报告日期:2014 年 8 月 10 日
指导教师评语: ____________ ___________________________
________________________________________________________________________________________________________________________________________________________________________________________________________ _____
成绩(五级记分制):______ _______
指导教师(签字):_____________________
关于电解铝生产的实习报告
一前言
实习目的及意义:通过深入生产一线,结合理论知识,对电解铝生产的工艺流程、应用、面临困难及发展前景等。培养我们初步掌握原料准备、电解铝的生产流程、工艺、所用设备的运转过程、结构特点、技术特性及经济指标等。提升理论知识,联系实践,学以致用,学会在生产中解决实际问题的方法。生产实习的任务是从实际出发,运用所学的基本理论知识,分析和研究生产技术问题,培养学生分析和解决生产实际问题的能力;在进一步巩固和加深对所学理论之术的理解的同时,为后续课程的教学奠定坚实的实践基础。
实习时间:2014.7.14—2014.8.10
实习地点:重庆天泰铝业有限公司
实习内容:对电解铝厂的动力车间、电解车间、碳阳极生产车间、铸造车间进行了实习
实习进程安排:7.14:实习动员大会
7.15—7.16:工厂安全教育
7.17—7.18:电解一期工程
7.21—7.23:电解二期工
7.24—7.25:阳极车间
7.28—7.29:铸造车间
7.30—7.31:备料及维修车间
8.1:烟气净化
8.4—8.10:视频学习
二内容
1.重庆天泰铝业有限公司简介
重庆天泰铝业有限公司是中国电力投资集团公司全资控股企业,是重庆市主要电解铝生产企业。公司于20##年10月在重庆市九龙坡区登记注册,资本金5.5亿元人民币。公司以生产重熔用铝锭、电工圆铝杆产品为主,年电解铝生产能力16万吨,年电工圆铝杆生产能力4万吨,电力装机容量270MW。公司采用170KA预焙槽技术,二期工程为300KA。计算机控制电解生产,重点设备引进西门子公司直降式供电整流机组、法国ECL电解用多功能天车,技术装备、生产技术指标达到国内电解铝行业先进水平,同期建设的烟气净化系统和超浓相输送系统,符合国家产业政策要求,达到国家环保标准。
一期工程,64台电解槽,每个电解槽有24个阳极,电流强度170KA,产量6万吨每年。受到行业的低谷期和国家经济形势的重大调整的双重影响,目前一期工程处于停产状态。
二期工程,128台电解槽,每个电解槽有40个阳极,电流强度300KA,产量10万吨每年。
2.电解铝车间概况
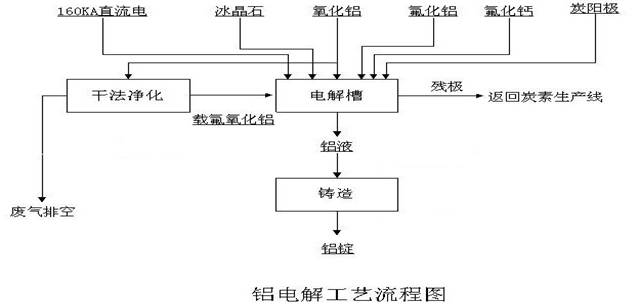
2.1电解铝工艺流程图
2.2实际生产中的铝电解槽

2.3电解槽结构
目前大都采用大型不连续预焙槽,现代大型预焙槽多采用横向配置输电。相比于自焙槽,预焙槽有很多优点,比如该槽型结构简单,节约材料,有利于收集阳极气体,因而有利于文明生产和环境保护等。由于预焙槽的碳阳极是由其他厂家单独生产的,所以对烟气处理更好,而自焙槽由于要加氟化物,且无集气罩,故无法处理烟气,对环境造成较大污染。
预焙槽的结构主要可分成:阳极装置、阴极装置和导电母线系统三大部分。
自焙槽特点:在电解过程中只要定期补充阳极糊,阳极就可以连续使用。因此,省去了阳极炭块的煅烧工序,而且没有残疾需要处理,使生产成本大大降低。对于中、小型铝厂来说,这种电解槽具有投资少、见效快的优点。
2.4铝电解工作原理
阳极反应:  ;
;
阴极反应: 
总反应式: 2 +3C=4Al+3
+3C=4Al+3
现代铝工业生产采用冰晶石—氧化铝融盐电解法。熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,即电解。化学反应主要通过这个方程进行:2+3C=4Al+3。阳极: 阴极:。阳极产物主要是二氧化碳和一氧化碳气体,其中含有一定量的氟化氢等有害气体和固体粉尘。
2.5主要工艺指标
槽温:935~955℃
阳极效应系数:< 0.1(穿孔阳极在观察中,不确定,约0.2~0.3)
槽电压:3.8~3.95 V左右(穿孔阳极:3.65~3.8 V)
铝水平:21~23 cm
电解质水平:14~18 cm(16 cm左右)
极距:4~5 cm
分子比:2.35~2.55
电流效率:91%
整流效率:97.8%
2.6阳极效应
现象:阳极周围(指与熔体接触的部位)电弧光耀眼夺目,并伴有噼噼啪啪的声响,阳极周围电解质不沸腾,没有气泡大量析出。电解质好像被气体排开,电解槽的工作处于停顿状态。此时槽电压由原来的4V猛升到30至50V,甚至更高,与电解槽并联的指示灯发亮,表示该槽发生了阳极效应。
原因:1.电解质中缺少2.电解质成分不合理3.阳极电流密度过高。
熄灭方法:加入;用竹杆插入电解槽,进行搅动,同时生成大量的等气体,顺便带走槽子中的气体,也起到了搅拌作用。使电解槽重新恢复正常状态的参数指标;上下提高或降低阳极;让阳极和阴极短路;
2.7处于正常状态的电解槽的外观特征:
1.火焰从火眼强劲有力的喷出,火焰颜色为淡蓝色或稍带黄线;
2.槽电压稳定,或者在一个很窄的范围波动;
3.阳极周围的电解质“沸腾”均匀;
4.炭渣分离良好,电解质清澈透亮;
5.槽面上有完整的结壳,且疏松好打。
2.8电解车间主要操作
1.更换阳极操作,首先提升阳极,再人工捞渣,加入新的阳极,最后将保温材料()在覆盖在最上面;
2.出铝,为了维持正常生产,必须定期出铝,两次出铝之间的时间称为出铝周期;
3.升降阳极,阳极处于不断消耗状态,根据现场参数,调整调整高度,满足生产需要;
4.阳极熄灭,及时有效的熄灭阳极效应,保持正常生产;
5.加料,就是定期向电解槽中加入,总结出了“勤加工,少下料”的操作方法。
3阳极组装车间
3.1工艺流程
阳极车间是为电解车间提供电解所需的组装碳阳极,其主要生产过程通过中频炉将生铁融化,当铁水温度达到1450℃时按配比加入Si、Mn、P等合金元素。采用人工方法对组装好的导杆与炭块进行连接浇铸作业。
3.2炭块与钢爪连接过程
在一个自制的阳极组装平台上进行阳极导杆(铸钢爪)和阳极炭块的组对、找正。然后将中频感应电熔炼好的高温磷铁水用浇包浇注到炭碗与铸钢爪之间的间隙中,铁水凝固后形成磷铁环,将铸钢爪与阳极炭块牢固地连接在一起。要求磷铁环具有足够的机械强度,且无松动现象。
3.3磷生铁的作用
将新的阳极碳块和导杆组连接在一起,连接部位是导杆组的钢爪与碳块的碗间隙之间,盛装在台包中的熔融状态的磷生铁水,借助于浇注机将其注入到钢爪与碳碗间隙之间冷却后使导杆组与碳块结合为一体,运入电解工序使用。阳极浇铸所用高磷生铁成分:C: 2.5~3.5%, P: 0.8~1.4%, Mn: 0.6~0.9%, Si:2.5~4%
3.4阳极钢爪侵蚀原因
当用电解质碎块封盖阳极时,电解质上炕后,高温熔融电解质由块状壳面的缝隙中渗透到阳极钢爪四周,将钢爪侵蚀,或将钢爪四周壳面过空且未及时砸实,造成钢爪侵蚀。
3.5穿孔阳极技术
由于电解反应有气体产生,会有大量气泡,这些气泡会增大电解液电阻,增大电压降,增大能耗。正是基于这一点,该公司正在实验用穿孔阳极代替一般阳极,并拟申请专利。 但据工程师介绍,穿孔阳极能及时排出气泡,在理论上具有优势,但在实际操作中仍具有相当的困难。穿孔阳极会加大换极的工作量,气泡上升溢出会带走热量。所以穿孔阳极技术并没有在重庆天泰铝业使用。
4.铸造车间
4.1铸造车间简介
下图为重庆天泰铝业生产的2种铝制产品:


铸造车间其主要任务是实现原铝的成型和品位的调整与确定。铸造车间将铝水生产出2种产品,一种是铝锭,另一种是圆铝杆。其前者年生产能力为16万吨,圆铝杆年生产能力为4万吨。铸造车间共有15组轧机,在铸造车间有2台ZLX-Z型模机,从电解车间运过来的铝水倒入保温炉内,并扒渣精炼,澄清净化,再出炉生产铝锭。每块铝锭为20Kg,每台有76模。其铝含量在99.7%以上,基本满足客户要求。在铸造铝锭前,为防止打泡,应该先对模锭进行烘烤。
生产出来的圆铝杆,直接9.5mm,每个圆盘重2吨,圆铝杆年生产量为4万吨。主要用于电力、通讯等行业使用的电线及电缆。
现在天泰铝业所出售的铝锭价格为14050元每吨,铝水价格为14100元每吨,圆铝杆价格为14600元每吨。
4.2铸造车间工艺流程
出铝 →扒渣→检斤→配料→装炉→精炼→浇铸→重熔用铝锭→成品检查→成品检斤→入库
5.备料以及维修车间
5.1备料车间
备料车间是为其他的生产车间准备相关生产原料的车间,重庆天泰铝业的备料车间主要存储的是氧化铝原料,主要为电解车间提供氧化铝。
氧化铝的生产方法有多种,现在主要有碱法、酸法、酸碱联合法、热法
碱法生产氧化铝分为拜耳法、碱石灰烧结法、拜耳-烧结联合法。
拜耳法是利用含有大量游离苛性碱的循环母液处理铝土矿,溶出其中的氧化铝得到铝酸钠溶液,往铝酸钠溶液中加入氢氧化铝晶种经过长时间搅拌可以析出氢氧化铝结晶。
碱石灰烧结法是在铝土矿中加入石灰石和纯碱在高温下烧结得到含有固态铝酸钠的熟料,用水或者稀碱溶液溶出熟料得到铝酸钠溶液。铝酸钠溶液经过脱硅净化后,通入二氧化碳气体便可以分解结晶氢氧化铝,分解母液蒸发后可以循环使用。
5.2维修车间
维修车间主要是对电解铝生产过程中产生的设备损坏进行修理。
在电解铝生产实践过程中的电解槽侧部散热不良,槽炉帮形成不好的一系列问题,使得电解槽侧部破损,从而降低电解槽的使用寿命。
铝电解槽的破损是指其阴极内衬的破坏,铝电解槽的阴极内衬使用不到1年,成为早期破损。槽内铝液中的铁含量连续增加,一般情况下,是槽底部阴极钢棒受铝液侵蚀熔化所致,往往是阴极炭块破坏的征兆。当铝液中铁含量连续超过1%时,表示阴极炭块已经发生严重破损。
6.烟气净化
烟气净化处理方法为干法净化。
干法净化就是用铝电解槽的原料氧化铝作为吸收剂,吸附烟气中的HF,并截留烟气中的粉尘,吸附了HF的氧化铝仍为电解的原料。
干法净化具有流程短,设备简单,净化效率高,没有废液需要再处理,载氟氧化铝又可以返回电解槽。缺点为烟气中的杂质,例如Fe、Si、S、P等化合物也被返回电解槽,并且在循环中会不断的富集,而对铝的质量和电流效率产生不利的影响。
7视频学习
视频中主要介绍了氧化铝的生产工艺,主要为拜耳法、碱石灰烧结法以及拜耳-烧结联合法。在前面已经提到拜耳法和烧结法的基本原理。而拜耳-烧结联合法分为并联法、串联法以及混联法。
拜耳法生产氧化铝的优点是:流程简单、能耗低、产品质量好、成本低。但只限于处理高品位的铝土矿(铝硅比大于7)。而碱石灰烧结法的特点是工艺比较复杂、能耗高、产品质量和成本都不及拜耳法。但是它可以处理高硅铝土矿。
8实习感想
在实习过程中,通过对电解铝厂的生产过程进行了认识与参观。专业技术人员现场讲课使我们对电解铝厂的主要设备,生产工艺流程,安全技术等方面积累一定的感性知识。为我们学习理论与实践的结合奠定了一定的基础。其次我们积极主动与工人师傅以及带队老师交流,询问实习过程中的发现的各种问题,同时也了解了工人的工作和生活情况,学习艰苦奋斗,吃苦耐劳的工人精神。为我们将来走向社会,扎根企业奠定了良好的基础。
三实习总结
为期的20多天的实习生活紧张而又充实,大家收获很多,对有色冶金有了更深的认识。相对钢铁,有色冶炼对象众多,设备和方法也是不尽相同,短暂的实习是远远不够的。另外冶金作为高能耗,高污染行业,节能减污的道路任重道远。我们欣喜看到天泰公司对污水,废气的排放都严格遵守国家标准。但作为现场操作员,不可避免地会受到一些影响。另一方面,有色冶金这几年发展都相当迅猛,都制定有未来的发展目标,并扩建了厂区,更新设备。因此我们应该更加努力学习,夯实基础,为明天奋斗,为冶金行业献出自己的一份力量。