暑期社会实习报告
时光飞逝,转眼间暑期实习已经结束,在这长达五十天的实习生活中,我学到了不少的东西,这些远远超出了学校书本所学的范围,我也感到受益匪浅。
20##年7月7号下午,我们系应聘到武汉国雄的二十几个人一起打车来到武汉国雄饲料有限公司,首先在人行部的填表登记,然后就安排我们去宿舍住下。在武汉国雄,公司给我们进行较为全面的培训,7月8号上午:注意事项,企业文化,财务ERP。下午:财务管理,产品知识。7月9号上午:员工手册,营销流程。下午:水质调控,鱼病防治。7月10号上午:生产工艺,下午:猪料饲养管理。 7月11号参观生产车间。在此期间,我们不仅学到了一些和我们专业相关的知 识,还学到了许多非本专业的知识。比如企业的ERP,金蝶K3系统,还有一些关于营销方面的知识。专业方面不仅对我们在学校学的饲料原料和生产工艺猪病等知识进行了巩固还增加了一些水产养殖方面的知识,例如水质调控,鱼病防治等。
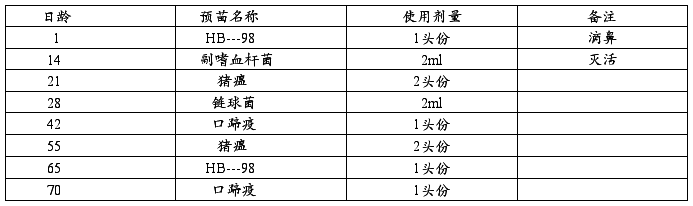
在国雄培训完后我们就被分到希望集团在湖北地区的各个分公司,其中我,丁志强,鹿飞龙,陈长锴,陈文章五人被分配到襄阳希望公司。在襄阳希望,公司又为我们进行了较为专业的培训,主要针对希望公司的新科养殖模式和猪场的常见猪病。在这次培训中我们对猪场的设置和管理,育肥猪,母猪的用料情况,预苗程序,猪病防治等等都有了较为全面的了解。
新科养殖育肥猪用料详细(312---515)

其中s10,s11为叫槽料,p10为保育过渡料,p11为保育料,猪场1#A,猪场2#A,猪场3#A为育肥料。全程料肉比为2.3---2.4.
肥猪预苗程序
在公司培训完后我们就各自被分配到每个猪场,其中我被分配到了丹江九发畜牧繁殖场。该猪场是去年五月份才建成的,占地20亩,分为生产区和生活区,生产区又有三个舍,保育舍,育肥舍,母猪舍和产房在一起,其中母猪有97头,公猪2头,我进场的时候猪场一共有六个工人,其中技术员一个,产房和母猪舍两个,保育舍育肥舍各一个,做饭的一个。每个人各实其职,其中技术员的工作最多,负责猪场的所有事宜,其他的工人主要负责喂料和打扫卫生,其中产房的也要负责接生和帮技术员配种,我主要工作是帮技术员处理各种事情,如打针,剪牙,阉猪,查清,配种,场区消毒等等,另外由于这个猪场我进去时才开始换希望的料,所以我还要负责猪场产房小猪的喂料和指导工人换料。在此期间有时也要帮助工人喂料和打扫卫生。在这段时间内我在猪场和工人们相处和睦,关系融洽,还学到了许多在课本上学不到的知识,比如小猪的接生和保健,小猪从母体内生出来,先要出去身上的异物,然后把它放在恒温箱中,等脐带干一些后开始给小猪剪牙,剪尾,断脐带,其中牙有四颗,两边上下各一颗,剪牙时一定要剪平,不然小猪在吃奶是会咬伤母猪乳头,剪尾时要留三分之一,剪脐带时也有很多主意事项,剪时先用手在要剪的地方掐一下,上下揉动,防止回血,脐带要留大约十厘米左右,太短也会有回血,剪完尾和脐带都要消毒。配种时要先用公猪进行查情,即让公猪在母猪栏周围走动,同时这也是一种很好的诱情方法,如果有母猪处于惊立状态,那说明这头母猪正处于发情期,也可以直接观察母猪的阴部,如果母猪的阴部有明显的红肿现象,有粘液,用脚踩在母猪背部母猪不动,也说明该母猪正处于发情期。产床小猪从出生7到10天开始饲喂教槽料,刚开始饲喂是要将颗粒料用凉开水调制成糊状,沫在小猪舌头和嘴上,让小猪适应饲料的气味,涂抹3到5天然后开始饲喂颗粒料,每次少量多次,每天保证一次空槽等等。
当然,在猪场学到的远远不止这么多,总之通过这次的猪场实习,我学到了许多生产一线的知识,同时也对养殖行业有了较为清楚的了解,对自己以后的人生规划也有了清楚的认识,不仅对我以后学校的学习,还是找工作,都是一笔宝贵的财富。
第二篇:农牧业机械厂实习报告
牧业机械厂简介
内蒙古华德牧草机械有限责任公司,是20##年12月,由中国农业机械化科学研究院呼和浩特分院与海拉尔牧业机械有限责任公司共同出资组建的股份制企业,公司注册资本1200万元,,中国农机院呼和浩特分院出资624万元人民币,占总资本的52%,,海牧公司出资576万元,占总资本的48%。
内蒙古华德牧草机械有限责任公司是我国牧草收获机械行业的骨干企业,具有自营进出口经营权,是中国农业机械化科学研究院畜牧机械产业化基地,高新技术企业,自治区级二十家专利试点企业之一,自治区级企业研发中心。已通过ISO9001—2000质量管理体系认证。公司主要产品为割草机、搂草机、捆草机系列牧草收获机械产品,其中专利产品7项,胶轮割草机为内蒙古名牌产品。"华德"和"鹿牌"为内蒙古著名商标。
尔牧业机械总厂是中国最大的牧草收获机械专业生产厂家其产品在国内市场占有率达92%以上,并有部分产品出口到保加利亚、俄罗斯等二十几个国家。
我厂座落于中国内蒙古自治区海拉尔市区中心,厂区占地7.6万平方米。有固定资产1606万元,资产总值5180万元。现有职工648人,其中:高级工程师5人,工程师12人,具有各种生产设备156台套。同时我厂具有齐全的牧机生产检验设备及手段。
我厂生产的“鹿牌”系列割草机为“内蒙古自治区名牌产品”,“标I型光刃动刀片”是机电部优质产品。同时,我厂还生产改装汽车、塑钢门窗、农牧机刀片、压力容器、粮食烘干、啤酒酿造、乳品加工。一、二类压力容器等各种专用设备,我们竭诚欢迎国内外各界有识之士光临我厂,了解我厂,加强合作共同促进发展。
牧业机械厂各种床子的参观:
①:花键轴铣床:
型号:Y631K
最大加工直径 80 mm
最大加工长度 600mm
顶尖距 640mm
加工槽数 4-10键
尾座套筒最大移动 45mm
移动铣头用手轮每转一格 0.01mm
铣刀转速范围 80-250转/分
移动铣头用手轮每转一周 2mm
进给量种数 10级
溜板快速移动 2米/分
最大安装铣刀长度 140mm
进给量范围 0.33-3.75mm
主电动机功率 4.0KW 1420r/m
工件中心线到铣刀中心线间的距离50-185mm
快速电机功率 1.5KW 1420r/m
机床净重 3600kg
 ②:等离子切割机:
②:等离子切割机:
优点:
1.切割领域宽,可切割所有金属板材;
2.切割速度快,效率高,切割速度可达10m/min以上;
3.切割精度比火焰切割高,水下切割无变形,精细等离子切割则精度更高。
缺点:
1.切割20mm以上钢板比较困难,需要很大功率的等离子电源,成本高。
2.切割厚板时,割口成V。
机架采用全焊接结构,经实效振动处理器消除内应力,从而使机架稳定性提高,变性量较小。X轴采用高精度直线圆形导轨,Y轴采用高精度直线导轨,其运行阻力较小。X轴和Y轴安装警多功能仪器检测安装,X轴两道轨直线度误差保证小于±0.05mm,X轴和Y轴的垂直误差不大于±0.05mm度,其运行小车采用轻质的结构,便于保证等离子切割的加工质量。工业电脑操作系统是在性能稳定的DOS系统操作,具有较好的人机对话界面,中英文语言可以任意转换。X轴和Y轴运行速度最大可达到8米/分钟,工业控制电脑可以接口ISO标准的CNC语言,可以显示切割图形,模拟切割,并且具有手动编程功能。等离子切割机的主机控制系统的特点驱动传动系统采用日本三菱公司数字式交流伺服系统。电机采用高磁稀土材料,导磁散热型好,其编码其分辨率高,为普通型的4倍功能,从而保证更高的控制精度。
③双盘摩擦式压力机:
型号:J53-160
公称力:1600KN
10滑块次数:17
滑块行程:360
最小封高:260
工作台面(前后×左右):560×510
滑块底面(前后×左右):340×294
外形尺寸(前后×左右×高):1515×2320×3730
电机功率:11
总机重量:11000
适用于有色及黑色金属的模锻、挤压、切边、拉深、校正及耐火材料等制品,压制成形。
 ④:卧式镗床:
④:卧式镗床:
型号:TX68
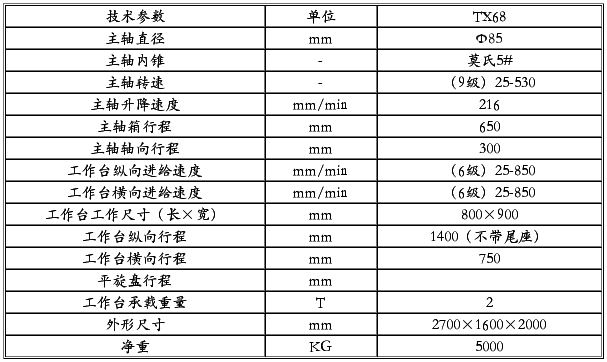
卧式镗床加工活塞镗孔:
加工活塞: 活塞平面图及其参数:
活塞平面图及其参数:
⑤:龙门刨床:
型号;BX2012
调速范围:5m/min一60m/min
1、输入电源:三相四线(~380V±10% 50Hz)
2、工作环境:温度-10℃~+40℃ 相对湿度<85%(25℃) 海拔<4000m
3、装置容量:<1KW
4、外形尺寸:1410mm×725mm×1535mm
简介:
龙门刨的刨削过程是工件(放在刨台上)与刨刀之间做相对运动的过程。也就是刨台频繁的往复运动。刨台的运动分为人工点动运行和自动往复循环运行。
大型龙门刨床主动力是依靠大型直流电机驱动工作台移动,形成切削运动。大多数大型龙门刨床工作台换向是依靠直流电机正反转实现的,也有依靠正反转离合器实现正反转的。工作台与床身之间靠一个山形、一个平形导轨滑动。工作台行走时龙门上刀架的刀与其形成相对移动,实现了刨削。较大型的龙门刨床一般都具备龙门铣功能。
它的具体规格与加工范围有关,目前已经见到的有长度可达近20米宽度4米高度3.5米的龙门刨床。
加工零件刀架:
 ⑥数控铣床:
⑥数控铣床:
型号:VM1500
特点:
1、零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等;
2、能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件;
3、能加工一次装夹定位后,需进行多道工序加工的零件;
4、加工精度高、加工质量稳定可靠,目前数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;
5、生产自动化程度高,可以减轻操作者的劳动强度。有利于生产管理自动化;
6、生产效率高,数控铣床一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率。另外,数控铣床的主轴转速和进给速度都是无级变速的,因此有利于选择最佳切削用量;
7、从切削原理上讲,无论是端铣或是周铣都属于断续切削方式,而不像车削那样连续切削,因此对刀具的要求较高,具有良好的抗冲击性、韧性和耐磨性。在干式切削状况下,还要求有良好的红硬性
数控铣床钻头以及装夹:

数控铣床的装刀盘:
⑦车床
型号:CD6150A
最大加工直径:400mm
最大加工长度:1000mm
床身最大回转直径:400mm
工件最大回转直径:220mm
床身导轨宽度:394mm
主轴转速:11 - 1400 r/min
主轴内孔直径:52mm
主轴中心高度:27 mm
小刀架最大行程:150 mm
刀架横向快速移动速度:1.15 m/min
床鞍纵向快速移动速度:4 m/min
尾座顶尖套筒直径:75 mm
尾座顶尖套筒行径:150 mm
尾座顶尖套筒锥孔锥度 Morse 莫氏5号
主电机: Kw 50Hz 7.5kW 10Hp
快速电机:250 W
冷却电机:90 W
特点:
1.外形美观大方宜人。手柄集中操作,螺纹进给系统采用“三轴滑移公用齿轮机构”,在不换挂轮的情况下可完成多种螺纹的加工。
2.溜板箱上没有形象化的纵横进刀手柄和快速移动机构。
3.尾架具有快速偏心夹紧装置。
4.床鞍采用卸荷装置,移动轻快,减少床身导轨的磨损,避免“爬行”现象。
5.床头箱和进给箱采用箱外循环集中润滑,大大减少了热变形对加工精度的影响。
6.还可提供CD系列H型普通车床,其特点是在A型车床的基础上,主轴轴承为滑动轴承。
