生产实习报告
一、实习目的
生产实习是我们学生参与实践活动的很重要的一部分,它使我们的专业知识结构更加完善,理论知识得到进一步巩固。通过生产实习使我们获得基本生产的感性知识,理论联系实际,扩大知识面;也是我们接触社会、了解产业动态、了解国情的一个重要途径。通过生产实习,逐步实现由学生到社会的转变,培养学生初步担任技术工作的能力、初步了解企业管理的基本方法和技能;认知企业工作的内容和方法,这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。
二、实习内容:
1、参观各类高分子材料加工工厂
2、了解橡胶防毒面具,传送带及各类塑料包装加工工艺
3、熟悉、巩固高分子材料加工和处理的知识
4、了解企业生产管理模式,学习先进的管理方式方法
三、实习时间:
20##年06月27日
四、参观实习厂:
山西新华防护器材有限责任公司座落于盘龙古邑、汾水之滨的省会城市太原,处于尖草坪工业区,隶属于中国兵器工业集团公司,是我国“一五”期间国家156项重点工程之一,是大型一类军民结合型企业。
公司作为《过滤式防毒面具通用技术条件的的国家标准》(GB2890—1995)标准的起草单位,是我国最大的防毒面具生产基地。
公司做为我军防化系统军用标准的起草单位,有国家认证的一级计量测试中心,是唯一许可装备军队防化系统的大型国防企业。
中国人民解放军总装备部在我公司设有军代室,直接下达和参与部队防化系统的生产调度。
公司是中国兵工学会活性炭专业委员会副理事长单位和山西活性炭行业协会会长单位,是我国三防器材和煤质活性炭国家标准的起草单位。五十年的栉风沐雨,五十年的不断开拓,经过战略重组的山西新华环保有限责任公司,旗下拥有山西新华活性炭公司、山西新华防护器材公司、山西新华输送带公司、山西新华包装公司、太原环保器材厂和山西新华实业开发公司等。
五、实习过程
新华塑料厂概况说明
此次生产,除防毒面具镜片是由聚碳酸酯为原材料以外,其他都是由尼龙1010(建湖县兴隆尼龙有限公司)作为原材料,色母料染色,通过直接注塑成型。当然,在我们的观察过程中,我们发现原料中除了PA1010和色母料以外,还有一些其他黑色、绿色或红色颗粒,打听才知道这是废料的二次利用,这些废料的使用是有限度的,一般使用二至三次就必须废弃,这是因为在注塑加热过程中,尼龙1010呈熔融状态下,极易热氧化降解。尼龙的性能就会发生改变,影响产品性能。
1.1.生产设备



1.2.装置的主要构成与装置改造的背景
一台通用型的注塑机主要包括注射系统、合模系统、液压控制系统和电气系统四个主要部分。另外还包括加热冷却系统、润滑系统、安全保护和检测系统等。注射系统是注塑机的主要部分,其作用是在规定的时间内将一定数量的塑料塑化均化,并在很高的压力和较快的速度下,通过螺杆将熔融塑料注射到模具型腔中,注塑结束后,对注射到模腔中的熔融的塑料保持定型。听工人师傅介绍说注射系统上有加热圈,来控制各段温度,机器的电子显示屏通常显示从1段到4段(或5段)的温度还有油温或喷嘴的温度。
合模系统的主要作用是实现成型模具的闭合、开启及顶出制品。同时,在模具闭合后,供给模具足够的锁模力,以抵抗熔融塑料进入模腔产生模腔压力,防止模具胀开。
液压控制系统的作用是保证注塑机按预定的工艺条件及动作程序准确有效地工作。
电气控制系统的作用是与液压系统相配合,控制注塑机准确无误的实现预定的工艺要求,并为注塑机实现各程序动作提供动力。
1.3工艺路线
塑料注射成型过程是一个循环过程,完成一次循环即完成一次注塑循环周期。每一个周期主要包括:定量加料→熔融塑化→施压注射→充模冷却→启模取件。完成一次注塑循环周期需要经过三个动作程序:合模、注射→保压、冷却定型→制品拖模、预塑。
对于成品的检验,除了镜片的要求比较高以外,其他配件的要求不是很高,只要做到产品无缺失,表面光整就可以了。
2.新华化工厂压块活性炭分厂概况说明
新华化工厂活性炭分厂是全国乃至全亚洲最大的活性炭生产厂,它生产的主要产品有:新华牌压块活性炭;柱状活性炭;破碎活性炭;催化剂;椰壳活性炭;果壳活性炭;粉末活性炭;低灰份活性炭;低铁活性炭和触媒活性炭,年营销额一亿人民币以上。我们参观的是柱状活性炭生产车间,但是由于生产和出于对我们安全的考虑,我们并没有很好的参观第一个活性炭活生产的过程,只是知道一个大概的流程与生产原理。
2.1.流程介绍
其生产准备阶段的大体步骤是:破碎----筛分----再破碎-----再筛分------研磨----成型阶段(压块),生产时炭化(隔绝空气,煅烧过程)和活化(通入混合气体,产生孔隙结构)选用的是STKS炭活化一体炉。生产的活性炭颗粒,其内部表面积可以达到950平方米。生产时,化学性质由其官能团决定,物理性质由其孔隙大小决定,饱和水蒸气的温度:1200C---1300C,过热水蒸气的温度为:140oC---170oC。炭化是在缺氧及高温300-5000C的条件下,将原料热解形成多裂孔性的炭结构体,在炭化期间,大部分的非炭元素,例如氢气,由原料之裂解程序而以挥发性气体产物被去除,如此炭化产物炭原子组合芳香族环之片状结构,由于非常不规则,故会形成一些裂隙,这些裂隙将会在活化程序中,形成更发达的微孔结构。活化的目的是利用蒸气或化学物质来清除炭化过程中,积蓄在孔隙结构中的焦油物质及裂解产物及与炭原子氧化,扩大炭化料裂孔隙及创造微孔以提高孔洞体积或比表面积,产生高吸附量的活性炭。在高温(850-950oC)下,通以水蒸气、二氧化碳或空气与炭质做选择性的氧化,以形成微孔发达的反应生成物。
活化过程主要反应:
H2O+Cx→H2+CO+Cx-1 (800-9000C)
CO2+Cx→2CO+Cx-1 (800-9000C)
O2+Cx→2CO+Cx-1 (800-9000C)
O2+Cx→CO2+Cx-1 (6000C以下)
3.8新华特种橡胶分厂概况说明
橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶 制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6 个基本工序。 橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性 的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的 半成品又变成弹性高、物理机械性能好的橡胶制品。
3.1.生产设备





3.2工艺路线
3.2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状 态转变为柔软、便于加工的塑性状态的过程。 生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚 衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。 掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。在满足加工工 艺要求的前提下应尽可能降低可塑度。随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经 不需要塑炼而直接进行混炼。 在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。机械塑炼法所用的主要 设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。化学塑炼法是在机械塑炼过程中加入化 学药品来提高塑炼效果的方法。 开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。密炼机和螺杆混炼机的 排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。 生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。 几种胶的塑炼特性: 天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼 当温度达到120℃以上时,时间约为3-5min。 丁苯橡胶的门尼粘度多在35-60 之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后 可以提高配合机的分散性 顺丁橡胶具有冷流性,缺乏塑炼效果。顺丁胶的门尼粘度较低,可不用塑炼。 氯丁橡胶得塑性大,塑炼前可薄通3-5 次,薄通温度在30-40℃。 乙丙橡胶的分子主链是饱和结构,塑炼难以引起分子的裂解,因此要选择门尼粘度低的 品种而不用塑炼。 丁腈橡胶可塑度小,韧性大,塑炼时生热大。开炼时要采用低温40℃以下、小辊距、 低容量以及分段塑炼,这样可以收到较好的效果。
3.2.2混炼工艺 混炼是指在炼胶机上将各种配合剂均匀的混到生胶种的过程。混炼的质量是对胶料的进 一步加工和成品的质量有着决定性的影响,即使配方很好的胶料,如果混炼不好,也就会出 现配合剂分散不均,胶料可塑度过高或过低,易焦烧、喷霜等,使压延、压出、涂胶和硫化 等工艺不能正常进行,而且还会导致制品性能下降。 混炼方法通常分为开炼机混炼和密炼机混炼两种。这两种方法都是间歇式混炼,这是目 前最广泛的方法。
开炼机的混合过程分为三个阶段,即包辊(加入生胶的软化阶段)、吃粉(加入粉剂的 混合阶段)和翻炼(吃粉后使生胶和配合剂均达到均匀分散的阶段)。 开炼机混胶依胶料种类、用途、性能要求不同,工艺条件也不同。混炼中要注意加胶量、 加料顺序、辊距、辊温、混炼时间、辊筒的转速和速比等各种因素。既不能混炼不足,又不 能过炼。 密炼机混炼分为三个阶段,即湿润、分散和涅炼、密炼机混炼石在高温加压下进行的。 操作方法一般分为一段混炼法和两段混炼法。 一段混炼法是指经密炼机一次完成混炼,然后压片得混炼胶的方法。他适用于全天然橡 胶或掺有合成橡胶不超过50%的胶料,在一段混炼操作中,常采用分批逐步加料法,为使 胶料不至于剧烈升高,一般采用慢速密炼机,也可以采用双速密炼机,加入硫磺时的温度必 须低于100℃。其加料顺序为生胶—小料—补强剂—填充剂—油类软化剂—排料—冷却—加 硫磺及超促进剂。 两段混炼法是指两次通过密炼机混炼压片制成混炼胶的方法。这种方法适用于合成橡胶 含量超过50%得胶料,可以避免一段混炼法过程中混炼时间长、胶料温度高的缺点。第一 阶段混炼与一段混炼法一样,只是不加硫化和活性大的促进剂,一段混炼完后下片冷却,停 放一定的时间,然后再进行第二段混炼。混炼均匀后排料到压片机上再加硫化剂,翻炼后下 片。分段混炼法每次炼胶时间较短,混炼温度较低,配合剂分散更均匀,胶料质量高。
3.2.3压延工艺 压延是将混炼胶在压延机上制成胶片或与骨架材料制成胶布半成品的工艺过程,它包括 压片、贴合、压型和纺织物挂胶等作业。 压延工艺的主要设备是压延机,压延机一般由工作辊筒、机架、机座、传动装置、调速 和调距装置、辊筒加热和冷却装置、润滑系统和紧急停车装置。压延机的种类很多,工作辊 筒有两个、三个、四个不等,排列形式两辊有立式和卧式;三辊有直立式、Γ 型和三角形; 四辊有Γ 型、L 型、Z 型和S 型等多种。按工艺用途来分主要有压片压延机(用于压延胶片 或纺织物贴胶,大多数三辊或四辊,各辊塑度不同)、擦胶压延机(用于纺织物的擦胶,三 辊,各辊有一定得速比,中辊速度大。借助速比擦入纺织物中)、通用压延机(又称万能压 延机,兼有压片和擦胶功能、三辊或四辊,可调速比)、压型压延机、贴合压延机和钢丝压 延机。 压延过程一般包括以下工序:混炼胶的预热和供胶;纺织物的导开和干燥(有时还有浸 胶) 胶料在四辊或三辊压延机上的压片或在纺织物上挂胶依机压延半成品的冷却、卷取、截 断、放置等。 在进行压延前,需要对胶料和纺织物进行预加工,胶料进入压延机之前,需要先将其在 热炼机上翻炼,这一工艺为热炼或称预热,其目的是提高胶料的混炼均匀性,进一步增加可 塑性,提高温度,增大可塑性。为了提高胶料和纺织物的粘合性能,保证压延质量,需要对 织物进行烘干,含水率控制在1-2%,含水量低,织物变硬,压延中易损坏,含水量高,粘 附力差。 几种常见的橡胶的压延性能 天然橡胶热塑形大,收缩率小,压延容易,易粘附热辊, 应控制各辊温差,以便胶片顺利转移;丁苯橡胶热塑性小,收缩率大,因此用于压延的胶料 要充分塑炼。由于丁苯橡胶对压延的热敏性很显著,压延温度应低于天然橡胶,各辊温差有 高到低;氯丁橡胶在75-95℃易粘辊,难于压延,应使用低温法或高温法,压延要迅速冷却, 掺有石蜡、硬酯酸可以减少粘辊现象;乙丙橡胶压延性能良好,可以在广泛的温度范围内连 续操作,温度过低时胶料收缩性大,易产生气泡;丁腈橡胶热塑性小,收缩性大,在胶料种 加入填充剂或软化剂可减少收缩率,当填充剂重量占生胶重量的50%以上时,才能得到表 面光滑的胶片,丁腈橡胶粘性小易粘冷辊。
3.2.4压出工艺 压出工艺是通过压出机机筒筒壁和螺杆件的作用,使胶料达到挤压和初步造型的目的, 压出工艺也成为挤出工艺。 压出工艺的主要设备是压出机。 几种橡胶的压出特性:天然橡胶压出速度快,半成品收缩率小。机身温度50-60℃,机 头70-80℃,口型80-90℃;丁苯橡胶压出速度慢,压缩变形大,表面粗糙,机身温度50-70℃, 机头温度70-80℃,口型温度100-105℃;氯丁橡胶压出前不用充分热炼,机身温度50℃, 机头℃,口型70℃;乙丙橡胶压出速度快、收缩率小,机身温度60-70℃,机头温度80-130℃, 口型90-140℃。丁腈橡胶压出性能差,压出时应充分热炼。机身温度50-60℃,机头温度 70-80℃。
3.2.5注射工艺 橡胶注射成型工艺是一种把胶料直接从机筒注入模性硫化的生产方法。包括喂料、塑化、 注射、保压、硫化、出模等几个过程。注射硫化的最大特点是内层和外层得胶料温度比较均 匀一致,硫化速度快,可加工大多数模压制品。 橡胶注射成型的设备是橡胶注射成型硫化机。
3.2.6压铸工艺 压铸法又称为传递模法或移模法。这种方法是将胶料装在压铸机的塞筒内,在加压下降 胶料铸入模腔硫化。与注射成型法相似。如骨架油封等用此法生产溢边少,产品质量好。
3.2.8其他生产工艺 橡胶制品的生产工艺还有浸渍法、涂刮法、喷涂法、蕉塑法等。 下面我介绍一下关于头罩式防毒面具的知识及其生产工艺: 一种头罩式防毒面具包含有镜片的头罩、固定于头罩内部的口鼻罩、与口鼻罩固定的呼 气阀和过滤装置,其特征为过滤装置包含支架、密封粘接固定于支架内的有过滤纸构成的过 滤层和固定于之前前部的网版,过滤装置置于口鼻罩的呼气入口内,用卡子将过滤装置卡固 于口鼻罩的呼气入口。 防毒面具的生产工艺主要采用压制成型工艺,即将裁剪好的橡胶条放入防毒面具的金属 对模内,然后再对其进行加压加温,待时机成熟后取出制品。
压制成型工艺特点有:1.设备结构简单、投资少,结果显著、应用面广;2.塑件可趁热 脱模,相对缩短生产周期;3.质量均匀,内应力小,尺寸稳定、耐热、强度高;4.间隙生产 效率低,劳动强度大,难以实现自动化。
3.3.产品的技规格
我们此次参观的新华化工厂生产的防毒面具是MF11B型防毒面具,技术规格如下:
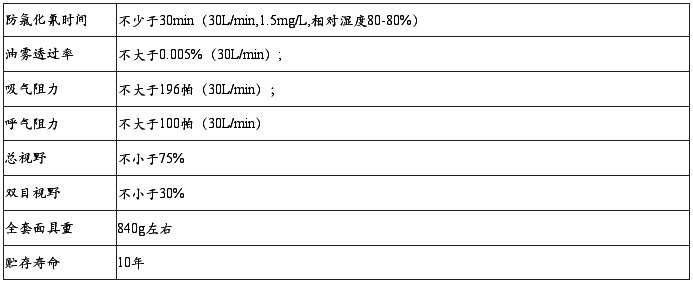
防毒面罩是用来保护人员的呼吸器官、眼睛和面部,防止毒剂、生物战剂和放射性灰尘等有毒物质伤害的个人防护器材。MF11B过滤式防毒面具,由面罩和滤毒罐(或过滤元件)组成。面罩包括罩体 、眼窗、通话器、呼吸活门和头带等部件。滤毒罐用以净化染毒空气,内装活性炭,用于吸附有毒气体。
防毒面具罩体的生产,采用的方法是整体注射成型,注射用的天然橡胶来自马来西亚,天然橡胶经过混炼、停放、热炼、硫化,压片等工序之后,剪成条状,直接放入磨具之中,然后经过高温高压注射成型。橡胶罩体的生产,橡胶未流满磨具,不允许有化学反应。对于产品的检验,产品必须有飞边,否则产品为不合格产品。在炼胶过程中,其中硫化反应时放热反应,硫化三要素是:时间、温度、压力。还值得注意的是,橡胶为热缩冷涨材料,所以在生产过程中,进行磨具设计时,磨具的实际空间大小应该小于实际大小。
4.防护器材金属零部件工厂概况说明
这个分厂主要是为特种橡胶厂和塑料厂制作模具,也有一些其它产品、零件。在这里厂长带我们看了在特向厂里见到的一些模具。这里不像化工厂的其他分厂,这里和我们金工实习的厂子很像是机加车间。车、铣、刨、磨床,还有一些插床、冲压机。有切削,冲压,焊接,喷涂等流程,主要制造滤毒罐。
六、实习心得体会
首先非常感谢学校可以给予我们这么好的机会进行生产实习,同样也感谢带队老师和工厂负责人的耐心讲解
其次,在这次生产实习中,通过现场的生产过程中,我进一步的了解了本专业的发展方向和未来前景,同时也更加巩固了我们目前所学的知识例如对橡胶、塑料加工工艺的深入了解等
之后,我在实习过程中也发现了自己一些不足的地方。例如:缺乏实践经验,缺乏对相关技能知识的标准掌握等。所在我常提醒自己一定不要怕苦怕累,在掌握扎实的理论知识的同时加强实践,做到理论联系实际转载自百分网另一方面要不断的加强学习,学习新知识、新技术更好的为人民服务。
最后通过这次生产实习,把自己在学校学习的到理论知识运用到社会的实践中去。一方面巩固所学知识,提高处理实际问题的能力。另一方面为顺利进行毕业设计做好准备,并为自己能顺利与社会接轨做好准备。毕业实习是我们从学校走向社会的一个过渡,它为我们顺利的走出校园,走向社会为国家、为人民更好服务做好了准备。