机床实习阶段总结
一、车床CA6140
1、CA6140结构及其功用概述
车床加工是机械加工一部分,车刀对旋转的工件进行车削加工。车床上可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具,主要用于加工轴、盘、套和其他具有回转表面的工件,如内外圆柱表面、内外圆锥面、螺纹、沟槽、端面和成形面等。加工精度可达IT7—IT8,表面粗糙度可达Ra1.6。
车削一般分为粗车、半精车、精车。粗车要求不降低切削速度的条件下,采用大切削深度和大进给量来提高切削效率,半精车和精车则是尽量采用高速小进给量和切削速度,达到一定的加工精度,一般为?1丝。
CA6140车床各字母表示的含义:C(车床类)A(改进型号)6(卧式车床)1(普通卧式车床)40(最大回转直径400mm)。
车床的组成部件包括:主轴箱、进给箱、溜板箱、刀架、尾架、光杆、丝杆和床身。
床身:车床的基础零件,用来支撑和安装车床的各部件。
主轴箱:用以支撑主轴并使之旋转,主轴为空心结构。其前端外锥面安装三爪卡盘等附件夹持工件,前端内锥面用来安装顶尖,细长孔传入棒料。
进给箱:又称走刀箱,内装进给运动变速齿轮,可调整进给量和螺距并将运动传至光杆或丝杆。
变速箱:由电动机带动变速箱内的齿轮传动,通过改变变速箱内的齿轮啮合位置,得到不同转速,然后通过皮带轮传动把运动传给主轴。
光杆、丝杆:将进给箱的运动传给溜板箱,光杆用于一般车削的自动进给,不能用于车削螺纹,丝杆主要用于 车削螺纹。
溜板箱:与刀架相连,是车床进给运动的操纵箱。
刀架:用来夹持车刀并使其做纵向、横向和斜向进给运动。
尾架:安装在机床导轨上,在尾架的套筒内安装顶尖,支撑工件,也可以安装钻头、铰刀等工具,在工件上进行孔加工。
主轴转速:
正转(24级) 10-1400r/min
反转(12级) 14-1580r/min
车削螺纹、螺杆范围:
米制螺纹(44种) 1-192mm
英制螺纹(20种) 2-24牙/in
米制蜗杆(39种) 0.25-48mm
英制蜗杆(37种) 1-96mm
2、工件的装夹
工件的装夹方法:
(1)找正装夹法:
a)把工件直接放在机床工作台或四爪卡盘、机用老虎钳等机床附件中,根据工件的一个或几个表面,用划针或指示表找正工件准确位置后再进行夹紧。
特点:这类装夹方法劳动强度大,生产效率低,要求人工技术等级高。 b)先按加工要求进行加工面位置的划线工序,然后再划出的线痕进行找正实现装夹。
特点:定位精度低,由于常常需要增加划线工序,增加了生产成本。
(2)工件装在夹具上,不再进行找正便可以直接找到准确的加工位置的装夹方法。
特点:避免了找正划线定位而浪费的工时,还可以避免加工后的工件的加工误差分散范围扩大,装夹方便。
轴类零件的装夹:
(1)四爪单动卡盘装夹:四个卡爪各自独立运动,因此必须找正,使工件旋转中心与车床主轴旋转中心重合,夹紧力较大,适合于装夹形状不规则和直径较大的工件。
(2)三爪自定心卡盘装夹:能自动定心,工件装夹后不需要找正,但夹紧力小,只限于装夹圆柱形、正六边形、等形状规则零件。
(3)在两顶尖间装夹:车削后还要铣削或者磨削的轴类零件。
(4)一夹一顶装夹。
3、螺纹的分类及其特点
(1)三角螺纹:螺纹断面呈三角形,主要用于连接,制造容易。
(2)矩形螺纹:螺纹截面为矩形,主要功用是传递动力。
(3)梯形螺纹:螺纹截面为梯形。
(4)锯齿形螺纹:用于单方性负荷的动力传递。
(5)圆螺纹:主要用于螺牙不易破坏的灯泡头。
(6)管螺纹:主要应用在流体气体或液体的管接头、旋塞、阀门及其他附件上。主要分为三类:用螺纹密封的管螺纹(圆柱管螺纹)、非螺纹密封的管螺纹(55?圆锥管螺纹)、60?圆锥螺纹。UNF是细牙系列的统一螺纹、UNC粗牙系列、UNEF特细牙系列、UN定螺距系列。
4、车刀
(1)刀具材料的种类:碳素工具钢、合金工具钢,高速工具钢和硬质合金。
(2)车刀的种类和用途
车刀主要分为外圆车刀、端面车刀、切断刀、镗孔刀、成形车刀和螺纹车刀。 90?车刀(偏刀):用来车削工件的外圆、阶台和端面。
45?车刀(弯头车刀):用来加工工件的外圆、端面和倒角。
切断刀:切断工件或沟槽。
镗孔刀:加工工件内孔。
成形车刀:用来车削车阶台处圆角、圆槽或特殊形状工件。
螺纹车刀:车削螺纹。
按车刀的结构分为:
整体式:整体式高速钢制造,刃口可磨得较锋利。
焊接式:结构紧凑,使用灵活。
机夹式:避免焊接产生应力,刀杆利用率高,刀片可集中刃磨。
可转位式:避免了焊接缺点,可转为车刀生产效率高,断削稳定,可用涂层刀片。
(3)车刀的组成及结构形式
车刀由刀头和刀体两部分组成,刀头用于切削,刀体用于安装,刀头一般由三面、两刃、一尖组成。
前刀面:切削流经过的表面。
主后刀面:与工件切削表面相对的表面。
副后刀面:与工件已加工表面相对的表面。
主切削刃:前刀面与主后刀面的交线,主要担任切削工作。
副切削刃:前刀面与副后刀面的交线,担负少量切削工作,起到一定的修光作用。
刀尖:主切削刃和副切削刃相交部分,一般为一小段过度圆弧。、
(4)螺纹车刀
螺纹车刀主要用高速钢和硬质合金制造。高速钢螺纹车刀易磨得锋利,刀尖不容易崩裂,车出的螺纹表面粗糙度小,但是耐热性差,适于低速车削螺纹;硬质合金螺纹车刀硬度高,耐热性好,用于高速车削。
螺纹标记:
螺纹特征代号,字母Rc表示圆锥内螺纹;字母Rp表示圆柱内螺纹;字母R表示圆锥外螺纹。3/4螺纹的标记如下:
圆锥内螺纹Rc3/4(19.05mm)
圆锥外螺纹R3/4(19.05mm)
圆柱内螺纹Rp3/4(19.05mm)
螺纹为左旋时,在尺寸代号后面加注—LH。内外螺纹装配在一起时候,左边内螺纹,右边外螺纹。Rc3/4(19.05mm)/R3/4(19.05mm)—LH。
丝锥用于加工内螺纹,板牙用于加工外螺纹。
(5)车刀的刃磨
磨高速钢车刀用氧化铝砂轮(白色),磨硬质合金车刀用碳化硅砂轮(绿色)。
(6)砂轮
砂轮的特性由磨粒、粒度、硬度、结合剂和组织5个因素所决定。
二、线切割机床
线切割机床分为:慢走丝、中走丝、快走丝,这些都指电火花线切割机床。电火花线切割主要用于加工各种形状复杂和精密细小工件,例如冲裁模的凸模、凹模、固定板、成型刀具,各种孔槽、任意曲线等。这些均要求加工面是上下贯通的,电极丝可穿过,形体母线为直线形状。任何导电材料均可以加工。
快走丝是电火花线切割的一种,其电极丝(钼丝)做高速往复运动,走丝速度8—10m/s;慢走丝切割机的电极丝为铜丝作为工具电极,一般低于0.2m/s的速度做单向运动,工作平稳均匀,抖动小,加工精度高,表面质量好,但不适于加工大厚度工件。
线切割加工原理:电火花线切割加工是通过电极丝接触脉冲电源负极,工件接脉冲电源正极。高频脉冲电源通电后,当工件与电极丝之间的距离小于放电距离时,脉冲电能使介质电离击穿,形成放电通道,在电场力作用下,大量的带负电荷的电子高速奔向正极,带正电的离子奔向负极,由于电离产生的高温使工件表面熔化,甚至汽化,使金属随电极丝的移动及工作液冲击而被抛出,在工件表面形成凹坑。
DK7715快走丝线切割机床已经比较陈旧了,工作台行程为250mm×320mm,最大加工厚度为200mm。表面粗糙度可以达到Ra0.8,加工精度为?1?。
新引进的中走丝电火花线切割机床型号为:HA630,工作台行程为
500mm×630mm,最大加工工件厚度500mm,加工锥度6?/50mm。表面粗糙度可以达到Ra0.8,加工精度为?1?。
三、磨床
砂轮架上附有内圆磨削附件,砂轮架和头架都能绕竖直轴线调整一定的角度,头架上除了拨盘可旋转外,主轴也能旋转,可内外孔,锥度较大的内外圆锥面。
磨床加工特点:多刃加工,高速旋转;万能性强;适用于各种表面加工;生产效率高,精度高,表面质量好。
磨床的液压传动特点主要是振动小,传递运动平稳;可以实现无级变速;液压传动具有过载保护的特点。
MM1420A型号的精密万能外圆磨床最大磨削直径为200mm,最大磨削长度为500mm,磨削孔径范围为13—80mm,最大磨削深度为125mm。
磨床的主要运动:
(1)砂轮的高速旋转运动是磨削外圆的主运动。
(2)工件随工作台的纵向运动时磨外圆的纵向进给运动。
(3)工件由头架主轴带动旋转式磨削的圆周进给运动。
(4)砂轮做周期性的横向进给运动。
M7132H卧轴矩台平面磨床
磨削面的最大尺寸(长×宽×高):1000mm×320mm×400mm
工作台面积:1000mm×320mm
工作台行程:最大 1100mm
最小 200mm
工作台T字槽数: 3
工作台速度(无级): 3—27m/min
磨头最大行程:横向 360mm
垂直 400mm
砂轮直径:最大 350mm
最小 280mm
内径: 127mm
宽度: 40mm
砂轮转速: 1440r/min
磨床的种类及用途
外圆磨床:主要用于磨削圆柱形和圆锥形外表面。
内圆磨床:主要用于磨削圆柱形和圆锥形内表面。
平面磨床:磨削工件平面。
研磨机:工件平面或圆柱形内外表面。
绗磨机:加工各种工件外表面。
磨床的组成
外圆磨床组成:床身、工作台、头架、尾架、砂轮架。
平面磨床组成:床身、工作台。立柱、砂轮架。
四、BYS60100型牛头刨床
BYS60100型牛头刨床采用液压传动系统,主要用于刨削平面和成型面和沟槽,适用于单件小批量生产。机床由床身、滑枕、进给箱、刀架和横梁主要部件组成。机床的滑枕和横梁导轨采用了耐磨措施,增强了机床的寿命。滑枕运动平稳,切削力大,可以实现无级变速,且有液压过载保险装置。
主要加工原理:曲柄摇杆机构,将旋转的运动转变成直线往复运动,滑枕为主运动,工作台作进给运动。一般来说加工精度平面度为0.03mm,平行度0.04mm,垂直度可以达到0.03mm,表面粗糙度可以达到Ra6.3,由于刨削效率很高,所以主要用于粗加工。
机床的主要参数:
最大刨削长度:1000mm
滑枕最小行程:150mm
工作台最大横向行程:800mm
工作台最大垂直行程:320mm
滑枕到工作台最大距离:380mm
刀架最大垂直行程:160mm
刀架最大回转角度:?60?
滑枕往复运动,工作行程速度:3—37m/min
五、钻床
加工原理:钻床是一种孔加工机床,结构简单,主要用钻头加工钻削直径不钻床种类:台式钻床、立式钻床、摇臂钻床、铣钻床、深孔钻床、平面中心孔钻床、卧式钻床、多轴钻床等。
Z5125A型方柱式立式钻床,最大钻孔直径为25mm,主轴行程≥200mm,主轴转速范围50—2000r/min,工作台面积400mm×550mm。
Z5125A型方柱式立式钻床由主轴箱、立柱、底座、工作台等主要部分组成。机床要求布置足够的加强筋板,保证机床具有足够的强度、刚性和稳定性。
Z512—2型台式机床为摇臂钻,最大钻孔直径12.7mm,立柱直径70mm,主轴转速级数5,主轴转速范围480—4100rpm,工作台面尺寸265mm×265mm,主轴孔锥度B16。
六、铣床
加工原理:铣床主要利用铣刀在工件上加工各种表面的机床。通常铣刀的旋转运动为主运动,工件和铣刀的移动为进给运动,它可以加工铣削平面、沟槽、齿轮、螺纹、花键等,还可以加工复杂曲面,效率较高,刨床不能加工的铣床都可以加工。
按布局形式和适用范围分:升降台铣床、龙门铣床、单柱铣床和单臂铣床、工作台不升降铣床还有其他铣床包括键槽铣床凸轮、曲轴铣床等。
按结构分:台式铣床、悬臂式铣床、滑枕式铣床,龙门式铣床、平面铣床等。 XQ6225型万能回转头铣床为卧式机床,工作台尺寸为250mm×1120mm。主轴最高转速为1650r/min,最低为45r/min,共有8级转速。表面粗糙度Ra1.6,精度可以达到一个丝。
七、数控车床
数控机床的组成:数控装置、伺服系统、控制介质、反馈装置和机床本体等。
机床主体包括床身、主轴、进给机构及辅助运动装置、冷却装置等部分。
数控加工原理:数控机床使用时,将被加工零件图纸的几何信息、工艺信息通过规定的代码和格式编写成加工程序,将加工程序输入到数控装置,经过数控系统信息处理,使各坐标移动若干个最小位移量,实现刀具和工件的相对运动,完成零件加工。
数控机床的加工特点:加工精度高,加工精度可以达到?1?,表面粗糙度可以达到Ra0.8;加工对象的适应性强,适用于加工形状复杂零件;自动化程度高,劳动强度低;生产效率高;良好的经济效益;有利于现代化管理。
数控机床的应用范围:小批量生产;形状结构复杂;精度要求高;需要频繁改型;价格昂贵,不允许报废;生产周期要求短等的零件。
XKNC—20FA型号的小型精密CNC车床,加工能力:最大加工直径?100mm,最大加工长度100mm。主轴最高转速6000rpm,主轴无级变速,主轴最大通孔直径?20mm,加工精度为??,表面粗糙度为Ra0.8。
数控编程的常用指令:
F功能:用于控制切削进给量。
S功能:用于控制主轴转速。
T功能:用于选择加工所用刀具,T后面通常有两位数字,表示所选择的刀具号码,当T后面有四位数字,前两位刀具号,后两位刀具长度补偿号,又是刀尖圆弧半径补偿号。T0303表示选择3号刀具和3号刀具长度补偿值和刀尖圆弧半径补偿值。T0300表示取消刀具补偿。
M功能:M00程序暂停,可用NC启动指令时程序继续运行。M01计划暂停 M03主轴顺时针旋转,M04主轴逆时针旋转,M05主轴旋转停止,M08冷却液开,M09冷却液关,M30程序停止,程序复位到起始位置。
G50加工坐标系设置,G50 X—Z—
X、Z值为起刀点,相对于加工原点的坐标值,X均为直径值。
G00快速定位指令
直线插补指令G02、G03
顺时针圆弧插补指令 G02 X(U)—Z(W)—I—K—F—;
G02 X(U)—Z(W)—R—F—;
逆时针圆弧插补指令 G03 X(U)—Z(W)—I—K—F—;
G03 X(U)—Z(W)—R—F—;
G04 暂停指令
G04 P— P后面整数ms
G04 X(U)— X后面可以为小数s
G20英制输入指令,G21米制输入指令
G98、G99 进给速度量纲控制指令
G27、G28、G30参考点返回指令
实习心得小结
通过这段时间对机床部分的学习,我知道了许多关于包括车床、铣床、磨床、刨床、钻床、数控车床还有线切割机床的相关知识。比如各种机床加工所能达到的精度、表面粗糙度、加工范围、加工特点和材料的要求等知识。很多的资料在书籍和网络上都可以查询得到,但是具体情况仍需具体分析,比如除了刚刚引进的中走丝线切割切割机床HA630之外,很多机床都已经十分陈旧,可能根本达不到预计的加工精度和表面粗糙度的要求。
还有就是自己这段时间不仅充分掌握了机床加工的基础知识,还通过观察师傅们加工的工艺过程,了解到了工件加工的整个工艺流程。由于各个机床操作存在一定的危险性,只有操作娴熟的师傅才可以操作,但在师傅的空闲时机,在机床师傅的监督下,仍然完成了零件的一些最基本的加工操作。“纸上得来终觉浅” 我深深地感受到了只有通过自己亲自动手操作,才能领会到的感悟更加深刻,学到的东西才更加扎实。师傅们对我们也十分照顾,只要自己知道的,都十分耐心和热心的为我们讲解我们提出的问题。
性趣永远是最好的老师,喜欢才会努力去做一件事。知识每天积累一点,最终就是一笔据大的财富。可能对于机床实习的部分我还没有学到所有知识,可能自己做的还不够,所以我适当的延迟了几天的学习。在接下来的实习阶段中,在完成本阶段实习任务的基础上,我将继续深入学习自己觉得掌握还不够全面的环节。
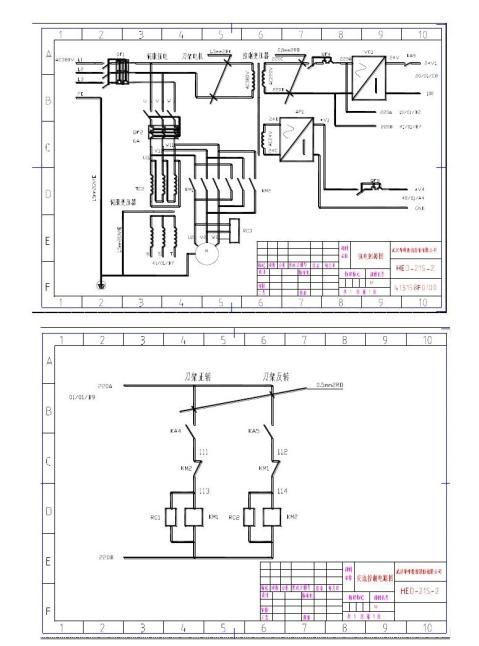
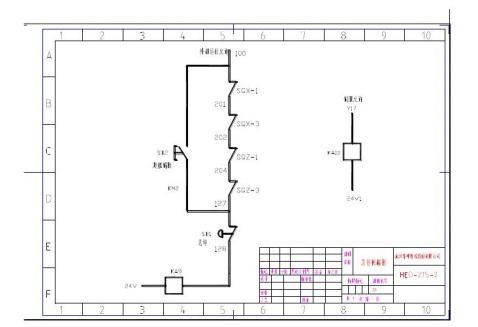
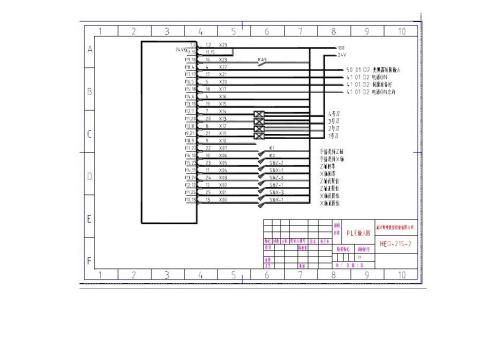
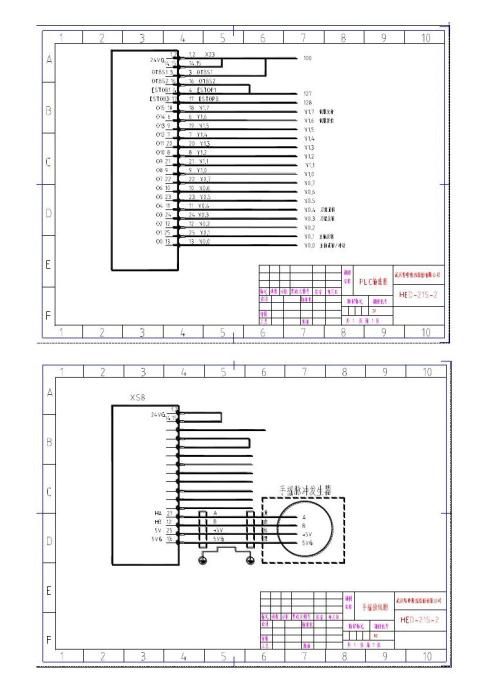
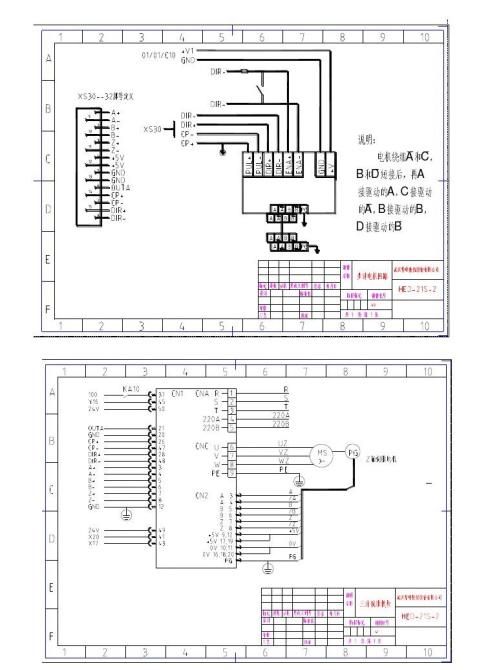
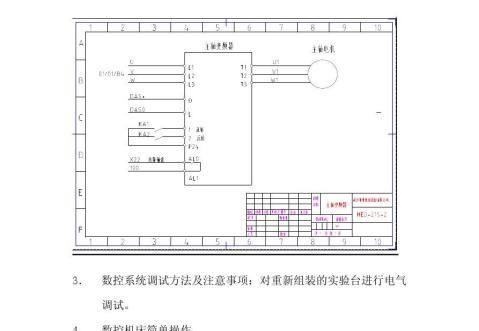
第二篇:机床电气实习总结
数控机床电气控制实验指导书
实习班级:08级数控1,2,3,4,5,设备1班
实习目的:通过本周电气实习,使学生掌握数控机床各控制部件的作用。
实习内容:
1. 数控系统原理(组成):主要介绍华中HNC-21T系统的基本组成
及控制原理。
2. 数控系统连线:对照电气原理图对华中实验台电气部分进行全
面的拆,接线操作。