

第二篇:水平铸造机更新及技术改造立项总结
水平铸造机更新及技术改造总结
(铸造车间、设备科)
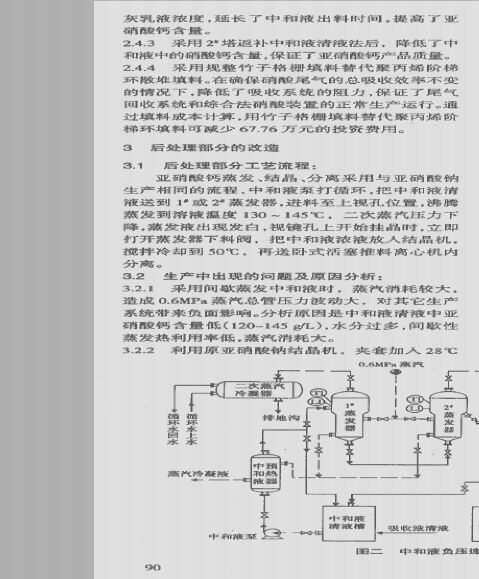
一、立项概述
随着国内铝冶炼工业的大规模扩建,铝母线市场需求大增,包铝集团一公司原有一条铝母线水平铸造生产线,但由于设备陈旧,其产品规格和产品质量都难以满足需要,因此必须进行更新,同时一公司成立攻关小组对生产线进行了重新设计。
二、设计改进方案
(一)、浇包及冷却系统改进
浇包及冷却系统是完成铸造生产的关键设备,主要改进:
1..浇铸中间包由原来的矩形截面改为斜坡截面,可减少放铝和改善铝液流体力学特性
2. 冷却水回水系统改造
冷却水路系统是铸造生产的关键要素之一,母线水平铸造机冷却水系统由于设计不合理及年久失修,常常发生回流堵塞现象,直接造成停产,主要原因为:
(1) 铸机回水坑小而深,不易回流 且难清理杂物;
(2) 中间沉淀坑只通循环水,与下水不通,当使用自来水生产时,
无法回水,只能另接抽水泵回水;
(3) 沉淀坑与循环水相通部分易堵塞,造成回水不畅。 改进方案如下:
(1) 新打了铸机回水池,使之宽敞有斜度且深度合适,易于回水
和清理。
(2)在沉淀池内新铺设一条下水管道,使之于下水坑相通。
(3)在沉淀池内装一个活动档塞,在使用其中一个回水管时,可方便的堵塞另一个水口。
(4) 下水坑内加装一个防护过滤网,以防杂物进入堵塞。
改进后,生产中冷却水可用自来水也可用循环水,加以及时的维护保养在使用中都能保证畅通,解决了回水堵塞影响生产的问题。
(二)、拉坯机改进
1、链条装置改造:
水平式铸造机是横向连铸常用生产设备,其中多以链条式传动。我公司水平式铸造机链条装置,原设计链板为A3钢焊接结构,支撑耳焊接在链板上,采用大小双排滚轮。生产实贱中发现链板易变形且结构复杂维修困难,尤其不适于大规格母线生产。
技改中我们重新开发一套链条装置,由链板、支撑耳、滚轮、销轴组成,其特点如下:(1)关键部件链板采用球墨铸铁制造,不但强度高、韧性好,而且具有抗热变形性、耐磨性、耐蚀性,辅以合理的结构是理想的铸机链板;
(2)链板与支撑耳分体式,采用内六角螺栓连接,方便维修;
(3)采用单排滚轮装耐磨内套,辅以合理的装配间隙可转动自由;
(4)销轴无台阶,拆装方便。
经生产实践证明此链条装置具有链板寿命长、故障率低、结构简单、运行平稳等优点,可推广应用于多种链条传动装置。
2、压辊装置改进:
水平铸造机拉坯机压辊装置为拉坯机主要附属机构,起按压母线与链板紧密接触从而使母线随拉坯机一起运动的作用,由立柱、压辊、滑块、丝杠、丝母及手动齿轮传动系统组成,在生产中原存在装置有几个不足:
(1) 滑块为方块状,由于存在装配误差容易卡死或运行不畅,使
人工操作压辊困难;
(2) 滑道为俩片槽钢状立柱结构组成,不仅加工困难而且安装精
度不易保证;
(3) 滑块处缓冲弹簧设计不合理,无法正常完成其设计功能:
(4) 结构庞大,制造不便;
(5) 故障较多,维修困难。
我们首先对滑道、滑块、弹簧做了改进,具体如下:
(1) 原来俩片槽钢状立柱滑道改为圆筒状;
(2) 原来方块状滑块改为空心圆柱状;
(3)将原来四支小弹簧改为一支大弹簧,并重新设计了连接结构;
(4)滑道下设计了燕尾槽可调结构;
(5)将原压辊表面挂胶层加厚。
改进后结构明显减小,制造方便且简单化。在使用中没有发生偏移、卡滞等问题,效果良好。
(三)、圆锯床改进
1、圆锯床切削液循环系统改进
母线生产中圆锯床是关键设备之一,它将铸出的连续铸坯切为所需的长度,为了保证锯切的顺利进行,必须进行冷却、润滑。我们采用水基乳化液,但由于最初设计时没考虑,一直以来乳化液只采用高位水箱自由冷却润滑系统,此系统由高位水箱、出液阀、水管、喷射管组成,使用时由操作人员打开阀,并调节流量,用后乳液进入下水流走,为一次性使用,这样就存在几个缺陷:
(1) 由于乳化液不能回收再利用,造成横大的浪费;
(2) 废弃的乳化液对环境造成污染;
(3) 压力有限,乳液流出无力,不能充分冷却润滑锯片,特别在
锯切大母线时由于散热不良,易造成粘锯。
根据现场论证,我们设计了一套乳液循环系统,它由水箱、潜水泵、管路、阀、喷射容器、集液朝、沉淀坑、回水管组成根据乳液用量将水箱设计为1200×1400×1000的钢板焊接结构,随混凝土铸入地下,上留操作口;泵综合考虑压力、流量、使用时间、开闭性能、经济性等因素,选用1.5寸潜水电泵浸入水箱,并与锯片互锁;流量、压力控制阀选用旁通球阀实现;喷射器重新做了设计采用缝隙式喷孔,可微调流量和角度,以保证乳液射到部位。
施工完成后,经调整,系统投入正常使用,达到了预想要求,解决了粘锯、浪费、现场卫生等问题。
2. 同步锯床双缸气动压紧装置技术改造
其中原先锯床同步压紧机构由单气缸手动操作,存在以下几个问题:
(1) 采用单气缸驱动锁紧,锁紧力只有不足300公斤,对于大规格
母线而言这个压紧力难以实现无滑动锁紧;
(2) 由于采用大通径手动旋钮单向阀控制,气缸下降速度快,造成
冲击;
(3) 其手动旋钮单向阀控制特点使其无法实现电动控制;
(4) 由于产品规格增大,架子结构尺寸不足。
从不足点出发考虑现有物件与实际情况,经充分论证我们对其做了重新设计,新结构主要由铰接支架机构、双气缸、气路控制系统组成(见附图),由双缸同时推动一块压板,压在母线上,使锯床与母线成为一个整体以实现同步锯切。特点在于:
(1) 采用双缸压紧在不增大体积的情况下实现大的压紧力,同时设
计可活动的绞架结构,以消除部分不同步;
(2) 气路控制系统用简单的二位五通换向阀加普通消声节流器即可
实现较好同步;
(3) 压紧无冲击,压紧后平稳无蠕动;
(4) 实现自动控制,操作简便;
设备安装交付使用后,锁紧力、操作性、均达到设计要求,经一年多生产实践其故障率低,维修方便的优点也很显著,更新改造获得成功。
3.锯片支撑转子系统改进
原设备设计为只适用直径650MM一种规格的锯片,锯切最大规格为220×500,随着电解槽大型化,需要250×550的超大规格母线,因此锯片要加大规格,这就要设计相应的机械转子系统,主要改进如下:
(4) 加长锯床行程
(5) 加长锯切行程
(6) 加粗加长锯架导程柱和传动丝杠
(7) 加高支撑立板
(8) 强化改进铜丝母
(9) 设计变速皮带轮
(10) 设计易拆卸锯片罩
改进后锯床可使用750MM和650MM两种规格锯片,达到了预期目标。
(四)、滑动辊道改进
滑动辊道是水平铸造机的重要组成部分,由基础架、辊子支撑架、滑辊构成,起支撑母线和滑动运送作用。在水平铸造机更新改造过程中为了节约资金,并没有对滑动轨道部分进行改造,但因结构陈旧和产品重量加大使得轨道支撑架负荷不足,出现不易调平或调平后不易保持等问题,对生产作业与产品质量造成一定影响,因此决定改造。同时因各辊间有400毫米的间距对安全与卫生不利,应设法消除
我们在充分观察、讨论的基础上发现,基础架与滑辊并没有明显劣化,关键在于辊子支撑架因疲劳或强度不足而形变,因此主要对支
撑架改进:
(1) 在基本结构不变的基础上将原制造钢板由10毫米改为
12毫米;
(2)
(3) 将原加强筋尺寸加大,所用钢板加厚; 将左右俩个支撑架焊接在同一条槽钢内槽俩侧,这样做
既使结构进一步坚固,又使俩边调平方便了许多。
同时根据辊间空隙形状设计了钢板护罩,安装在基础上,防人员滑跌及杂物进入。加工安装后,在使用中有几个优点:(1)辊道调平简便易行;(2)调平后无变化;(3)维修量小;(4)美观实用,改进达到了预想效果。
(五)电气改造
原铸机的链板传动电机和锯片进给电机是由电磁调速控制,这种控制方式故障率高、速度不稳定,给生产造成很大影响。基于此原因,将控制方式改为变频调速控制。
经过改造,电气系统达到故障率低、速度稳定的效果。
三、实施效果及效益
设备安装完成后,经实际生产检验,各项改造内容均达到预期目的,更新改造取得圆满成功。年创效益100万元以上。
水平铸造机更新及技术改造总结
单位:电解一公司铸造车间
时间;20xx年