过程控制工程实习报告
指导老师:
实习时间:
小组成员:
院 系:
班 级:
姓 名:
学 号:
年 月 日
一、 实习目的、意义
过程控制工程实习的目的是培养我们掌握本专业所必须的基本技能和专业知识,通过学习使我们熟悉并掌握过程控制设备的构造、工作原理及使用方法,初步掌握过程控制基本控制的原理、连线规则、故障排除方法,熟悉掌握操作编程软件。通过学习培养我们的热爱专业、热爱劳动、吃苦耐劳、刻苦专研、理论联系实际的精神。
二、 实习要求
1、了解掌握西门子S7-200和S7-300,并熟悉掌握了其编程软件的使用;
2、了解熟悉西门子S7-200和S7-300的整体结构、物理特性;
3、了解电气设备与PLC之间的线路连线方法、控制原理。
三、实习内容
1、熟悉掌握西门子S7-200的结构特性,编程软件的使用操作方法、工作原理。并在实习的第一周内,熟悉用该系统控制各种传感器、电机、气缸,进而完成小车定位单元、小皮带单元、机械手单元、小锅炉单元的控制。
2、熟悉掌握西门子S7-300的结构特性,编程软件的使用操作方法、工作原理。在实习的后面三周内,熟悉该系统的编程软件,并通过自己编辑程序控制水箱完成一定的功能的任务。
四、实习工具、器材
1、西门子S7-200和S7-300控制系统;
2、小车定位单元、小皮带单元、机械手单元、小锅炉单元、水箱单元等电气设备。
五、实习过程
(一)、西门子S7-200实训
主要学习用西门子S7-200系统控制小皮带线单元、机械手单元、小车定位单元、小锅炉单元,主要包括PLC与传感器综合实训、PLC与步进电机定位实训、PT100热电阻温度检测实训。
1)西门子S7-200概述
S7-200常应用于小型的系统中,其编程软件STEP 7 MICRO WIN。西门子S7-200系列PLC是一种小型整体结构形式的PLC,内部集成的PPI接口(即编程口)的物理特性为RS-485,根据不同的协议通过此接口与不同的设备进行通信或组成网络。S7-200CPU支持多样的通信协议。根据所使用的S7-200CPU,网络可以支持一个或多个协议,包括通用协议和公司专用协议。在硬件上西门子公司的生产金字塔由4级组成,由下到上依次是过程测量与控制级、过程监控级、工厂与过程管理级、公司管理级。专用协议包括点到点( Point-to-Point )接口协议(PPI)、多点( Multi-Point )接口协议(MPI)、Profibus协议、自由通信接口协议和USS协议。
这里主要介绍小皮带线的PLC与步进电机定位实训。
2)实训原理
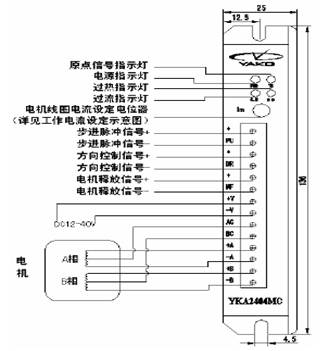
(1)步进电机
步进电机不是直接通过PLC驱动,而是用专业的步进驱动器驱动,PLC只要给步进驱动器提供脉冲信号和方向信号就可以了。
驱动器接线示意图
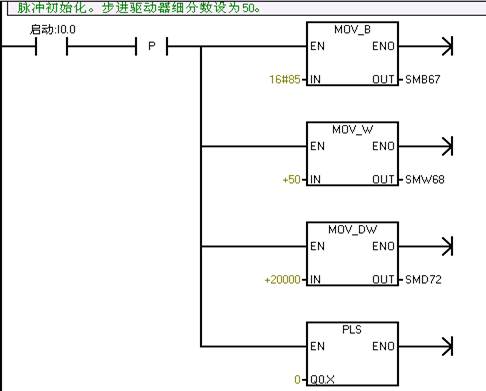
(2)PLC高速脉冲输出
S7-200有两台PTO/PWM发生器,建立高速脉冲串或脉宽调节信号波形。一台发生器指定给数字输出点Q0.0,另一台发生器指定给数字输出点Q0.1。脉冲串(PTO)功能提供方波(50%占空比)输出或指定的脉冲数和指定的周期。脉宽调制(PWM)功能提供带变量占空比的固定周期输出。即只有Q0.0和Q0.1才能作为高速脉冲输出口。
(3)小车的运行距离
本系统的的丝杆的螺距为5mm,步进电机转一圈,小车就运行5mm的距离。根据公式:{总的脉冲数/[细分数*(360/1.8)]}*5=小车的运行距离
细分数*(360/1.8):步进电机运行一圈的脉冲数。
细分数:步进电机运行1.8度所需的脉冲数。
3)实训步骤
(1)PLC与步进驱动器的连接
为方便接线,系统只将步进驱动器“脉冲信号+”和“方向控制信号+”引到了接线端子上了。
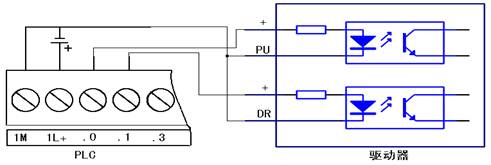
PLC与步进驱动器的连接图
(2)I/O分配与接线

I/O分配表
接线图:
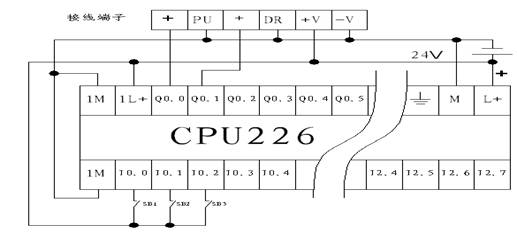
接线图
(3)编辑、下载、调试程序

(二)、西门子S7-300实训
熟悉掌握西门子S7-300的结构特性,编程软件的使用操作方法、工作原理,并通过自己编辑程序控制水箱完成一定的功能的任务。
1)西门子S7-300概述
S7-300 属于中小系统,使用的是STEP7软件。和S7-200相比,最主要地区别就是S7-300更模块化了,S7-200系列是整体式的,CPU模块、I/O模块和电源模块都在一个模块内,称为CPU模块;而S7-300系列的,从电源,I/O,CPU都是单独模块的。300系列的模块装在一根导轨上的,称之为一个机架,与中央机架对应的是扩展机架,机架还在软件里反映出来。200系列的同一机架上的模块之间是通过模块正上方的数据接头联系的;而300则是通过在底部的U型总线连接器连接的。300系列的I/O输入是接在前连接器上的,前连接器再接在信号模块上,而不是I/O信号直接接在信号模块上,这样可以更换信号模块而不用重新接线。300系列的部分CPU带有profibus接口。
2)在熟悉了300的硬件和CPU的I/O后,下面我们进行硬件组态、编辑、调试程序。
S7 PLC 硬件组态
现场机架上各个模块进行的是物理上的连接,必须进行硬件组态的连接,实现逻辑上的连接,在这基础之上才可以执行编程器传输下来的程序信息
(1):打开桌面上的“SIMATIC Manager” 图标,打开了STEP7画面。点击“新建图标”,输入文件名和文件夹地址,然后点击“OK”,系统自动生成项目。
(2): 选中上一步新建的项目,点击右键,选中“Insert new object”,点击“SIMATIC 300 STATION”,系统自动生成项目。
(3): 点击新建的项目前面的“+”号,“双击SIMATIC 300(1)”,再选种右边的“Hardware”,右键,然后“OPEN object”,系统打开硬件组态画面。
(4):点击“SIMATIC 300”前面的“+”号,从展开的“RACK—300” 中找到“Rail”,拖到左上边空白
(5): 注意,若实际设备上有该模块则进行操作,若无该模块则跳过该步骤。展开PS—300,把电源模块PS 307 2A 拉到机架的第一行
(6): 展开“CPU—300”,再打开“CPU 315—2 DP”,把“6ES7 315-2AF03—0AB0”拉到机架的第二行,并进行参数的设(速率、协议等)。
(7): 选择默认值,点击确定,就可以生成一个PROFIBUS—DP 网络了。
(8): 点击右侧“PROFIBUS DP”,再在展开的项中点击“ET200M”,再在展开的项中点击选中“IM153—1”,拖到左面“PROFIBUS(1):DP master system(1)”上。在弹出的对话框中选择默认值,点击“确定”。
(9): 在右侧库中,打开“PROFIBUS—DP”下的“ET200M” 下的“IM153—1”,点击“AI—300”选中“SM 321 AI8X12bit”,并将其拖到左侧ET200M的第四槽中。
(10): 双击该模块,弹出属性对话框,点击Measuring栏,为每个通道设置该通道对应的信号状态
(11):将AO模块拖到ET200M第五槽中。
(12): 双击进行参数设定
(13): 把数字输入模块DI 16xDC24V拖到主机架的第四个槽。
(14): 把数字输出模块DO16x DC24/0.5A 拖到主机架第五槽。
(15): 将通信模块CP343—1 拖到主机架第六槽,并在属性对话框中进行MAC 和 IP 地址设定
(16): 检查组态,点击STATION/Consistency check,如果弹出NO error 窗口,就是没有错误。
(17): 点击图标进行硬件的下载。
至此,硬件组态就完成了,点击下载之后,系统会弹出一些对话框,选择OK就可以了。下载完毕后,CP343-1上的红灯(SF)停止闪烁,RUN(绿灯)正常亮。说明下载成功了。
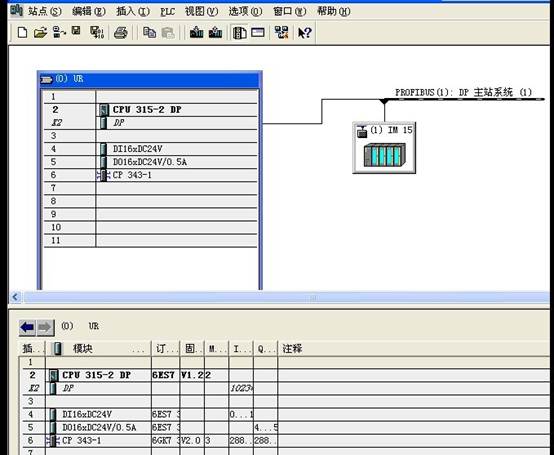
本次水箱单元组态图如下:
(18)、根据各组设计的方案自行进行程序设计、编写。
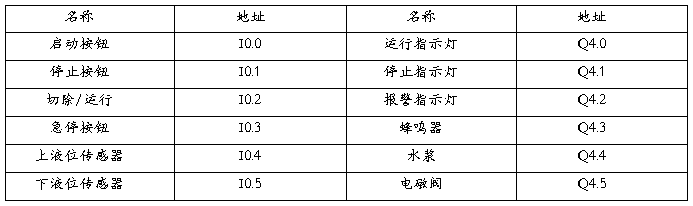
系统的I/O地址分配表如下:

水箱控制流程图
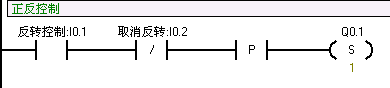
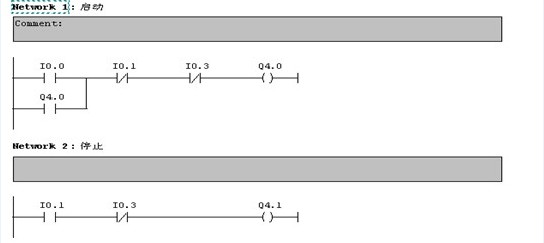
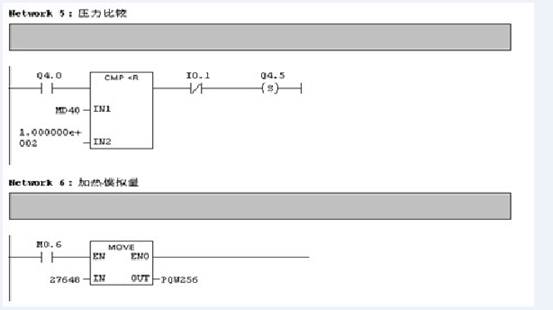
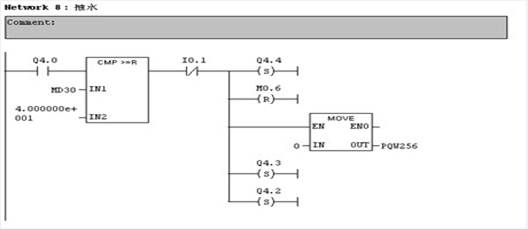
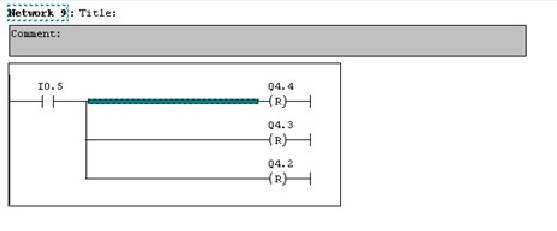
水箱控制梯形图如下:


六、实习心得体会
本次实习的灵活性很强,可以充分发挥自己的动手、思维能力,要求我们能够马上学以致用;本学期开设的PLC课程主要介绍了西门子S7-200系统。而此次的实习,以小组为单位而开展,除了考察我们的课程学习情况,还要求我们精益求精,学习西门子S7-300系统,并且作为主要考察对象。老师也给予我们足够的空间让我们完成此次的实习。
本次的实习从硬件上看不是很复杂,但是如果要求全部由我们自己接线、自己熟悉软件,完成编程。是有相当难度的。
第一周的实习由于我们课程有学到,所以是相对简单的。我们都可以很快完成对小车定位单元、小皮带单元、机械手单元、小锅炉单元等电气设备的控制。但是接下来的就有些困难了。因为西门子S7-300与西门子S7-200是有不同的,所以我们决定先找出它们的不同点,然后熟悉S7-300的编程,一步一个脚印,同时充分发挥团结的力量,跟同学多交流,达到共同进步。
通过这次的实践操作,我认识到了软件的虚拟与实际的操作还是有很大的区别的,更感觉到程序设计思想的重要性。一个系统的完整、功能的齐全与否完全取决于程序设计者的设计思想。通过本次与实际的机器接触,我们认识工业生产中的的一些过程控制,这是非常有利于我们以后的就业的,也这也是我们本次实习的重要意义吧。。
总之,本次实习给予了我不同的学习方法和体验,让我深切的认识到实践的重要性与学习的重要性。在以后的学习过程中,我会更加注重自己的操作能力、应变能力,不断提升自身学习能力。
最后感谢本次的指导老师,是您让我学到了很多有用的东西!
第二篇:过程装备与控制工程专业生产实习计划(实习报告)
洛阳理工学院
过程装备与控制工程专业生产实习计划
一、实习时间∶20xx年4月8日—20xx年4月27日
二、实习地点∶河南永安水泥有限公司
三、实习人数∶118人(女生11人,男生107人)
四、实习目的与要求∶
生产实习是过程装备与控制工程专业的一个重要实践教学环节,是在完成基础理论课和部分专业课教学后的一次实践教学环节,旨在贯彻理论联系实际的教学原则,巩固和扩大所学的理论知识,充分消化吸收理论知识,提高理论联系实际的能力,同时使学生对后续专业课程将要学习的内容有个感性的认识,进一步掌握本专业必备的专业知识、基础理论、基本技能,并能分析解决一定实际问题。通过学习,要求达到以下几点:
(1)全面了解水泥厂的生产组织及生产过程,了解和掌握本专业基础的生产实际知识,巩固和加深已学过的理论知识,并为后续专业课的教学,课程设计,毕业设计打下基础。
(2)通过对各个生产过程工艺流程的调研,了解生产过程的组成与布置,了解生产中的工艺参数及相互之间的联系,建立“过程”的概念,把理论知识和实践相结合起来,建立分析和解决问题的工作能力。
(3)通过对各个生产过程中生产设备的调研,进一步建立对过程装备的感性认识,了解主要设备的工作原理、结构组成、主要参数、以及生产运行状态,巩固所学知识,扩大知识面。
(4)通过对各个生产过程中生产控制系统的调研,了解水泥厂生产控制系统的组成,主机设备的控制方法,现代水泥厂的控制技术,水泥厂生产运行及管理的特点等。
(5)了解水泥厂的环保与安全技术,了解水泥厂的发展趋势,了解企业文化知识,了解先进制造技术在现代企业中的应用及发展状况。培养学生掌握对工业生产企业的调查分析方法,树立正确的劳动态度和热爱专业的思想,增强组织性和纪律性。
五、实习内容与安排∶ (1)、实习进程安排:
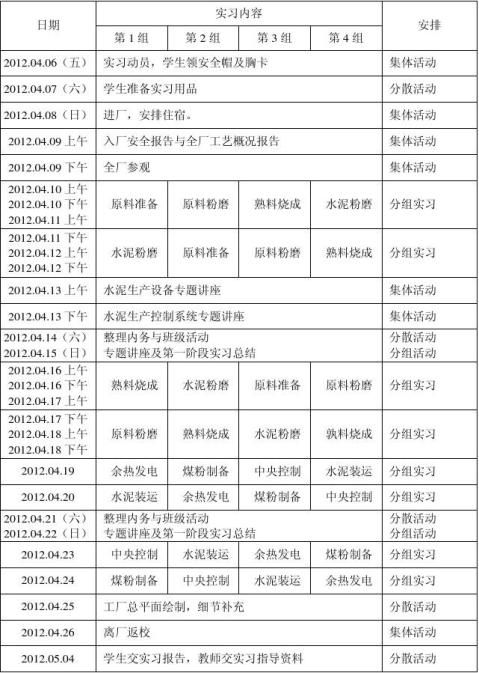
(2)、实习内容安排:
a、入厂安全教育、全厂工艺概况介绍、全厂参观,1天。
了解工厂安全知识,树立正确的安全观念;了解工厂概况、了解水泥生产的基本知识,熟悉工厂环境。
b、分组实习,6天。
要求按照下述内容进行安排:车间工艺流程认识与了解(0.5天);车间主要设备认识与了解(0.25天);车间生产控制系统认识与了解(0.25天)
c、工厂主要设备的使用与管理介绍,0.5天。
介绍工厂当前使用的主要设备的类型、工作原理、结构参数、使用性能、主要问题、操作及维护等方面的知识。
d、工厂生产控制系统介绍,0.5天。
介绍工厂当前使用的控制系统的类型、组成、相关参数、使用性能、主要问题、操作及维护等方面的知识。
(3)、实习要求:
a、了解水泥生产的原料组成,原料制备、水泥的生产工艺、水泥熟料的基本知识、水泥制成车间及包装工艺,了解主要生产工艺参数,绘制工艺流程图。
b、了解破碎设备、输送设备、原料粉磨设备、旋风预热器、回转窑、冷却机、风机、辊压机、选粉机、包装机等主要机械设备的工作原理、结构组成、设备型号、工作参数、以及操作与维护等。
c、了解生产控制系统的组成及特点。
d、了解企业操作人员的职责,在生产中做那些记录,与其他岗位及工种的配合关系,交接班时应注意的问题,初步掌握设备的操作要领及基本方法,以及如何处理日常生产中的技术问题等。
(4)、实习参考资料
a、教材《新型干法水泥生产技术》
b、教材《过程装备设计》
c、实习记录本
六、实习分组∶
第一组 闫 河、张文波、段会超、苏小鸽、王志端、赵冬冬、秦基伟、蔡攀攀
曹纪兵、罗 冬、刘 洋、王万利、王山亚、吴庆广、刘世杰、黄钟谊 卢明明、李 赛、范宦潼、张庆兵、赵 旭、吕 睿、朱方圆、许永强 刘 超、喻 军、李洋洋、高 中、赵自强、郑 威
第二组 朱亚文、陆少杰、李 源、侯荣彬、吴亚峰、冯云龙、姚正午、申贺伟
乔亚坤、甘洪磊、马 强、涂田刚、贺云端、赵乾坤、张荣军、张小博 王 营、苏祖斌、赵慧凯、赵奕博、侯龙龙、张盼盼、胡永博、王海潮 李茂林、王开方、胡海波、张禄发
第三组 雷 鸣、姚子霞、赵 静、张学良、李二旭、马太庆、陈永腾、侯典飞
陈 标、智海涛、刘亚非、王国权、郭蒙蒙、王 超、赵建丽、杨小利 孟 曼、王 卫、杨皓然、贾 曦、宋宏举、王源锋、王 伟、李向飞 冯党委、韩道平、时 根、朱 宁、杨高杰
第四组 骈文玲、欧阳虎、申德彪、牛刘洋、贾文强、武鹏辉、王军现、张宁博
王苏杭、厉继芳、王晨阳、李德超、张曼曼、范贝贝、孙廷刚、陈长柱 刘晓楠、王鹏真、刘金浩、张腾飞、朱嘉豪、窦照辉、王 乐、徐文力 赵纪涛、郑 稳、赵星拓、范双辉、罗应理、王翌墉、万雪翔
七、实习纪律∶
(1)、学生在实习期间,必须严格遵守工厂的一切纪律和各项章制度,严格保守工厂机密,注意人身安全,按时上下班不迟到早退。
(2)、尊重工厂技术人员和工人师傅的劳动,谦虚谨慎,注意文明礼貌。
(3)、服从实习带队教师和厂方有关人员的指导,服从分配,一切行动听指挥。
(4)、学生在实习期间,一般不准请事假,如有特殊原因,一天以内者,必须经领队教师批准,办理正式的请假手续,超过一天者必须呈报学校批准。
(5)、学生因病假,需持厂医务部门证明,经带队教师批准,并办理请假手续,请假后,必须在厂休息治疗,不得私自离厂。
(6)、实习期间的节假日,原则上在实习地点就近安排,离开实习地点必须经带队教师批准。
(7)、必须严格遵守作息制度,按时就寝,不准外宿。
(8)、大力开展“五讲”、“四美”活动,注意团结,爱护公物,搞好环境卫生。
(9)、赴实习地点和返校,均由实习队统一组织,集体行动,不准单独行动,不准擅自离队。
(10)、学生每天应记实习日记,每阶段要写出小结,实习结束后应写出实习报告。 以上纪律,实习学生必须严格遵守,如有违犯,带队教师有权处理,从令其检查,停止实习直至遣返回校。
洛阳理工学院机电工程系
20xx年3月1日