Ŀ¼
1. ����ʡ��е������ѧУ����������
1.1����ϳ���ӹ�������������������������������
1.2����б���ӹ����ռ�顭��������������������
1.3����ϳ������е�����ϵ��������������������
1.4 FANUC����ϵͳָ���̷�����Ӧ�á�������
1.5 FANUC����ϵͳ�������������벽�衭������
1.6 FANUCϵͳ���ʵ������������������������
1.7 SIEMENS����ϳ���ı�̷�����������������
1.8 SIEMENS�ӹ�ʵ��������������������������
2. �������߳�����������������������
2.1 ��ҵ��顭������������������������������
2.2 ��ݵ��ļӹ����ա�����������������������
3. ��������������������������������
3.1 ��ҵ��顭������������������������������
3.2 ˿�ܵļӹ����ա�������������������������
4. ʵϰ���롭����������������������
����ʡ��е������ѧУ
1.1����ϳ���ӹ�����
һ������ϳ����Ӧ�÷�Χ
����ϳ����Ӧ�õĽǶ��Ͽɷ�Ϊ����ϳ�����ӹ����ĺͶ�������ϳ����
1. ����ϳ��
���͵ĵ���ʽ����ϳ����ͼ5-1��ʾ���������������ת����������������ƶ�������̨���غ���������ƶ������ڴ�����ϳ�����������ἰ���������ϵ��������ܣ���ˣ����пռ�������������������ϳ���ϼӹ���
2. ��������ϳ��
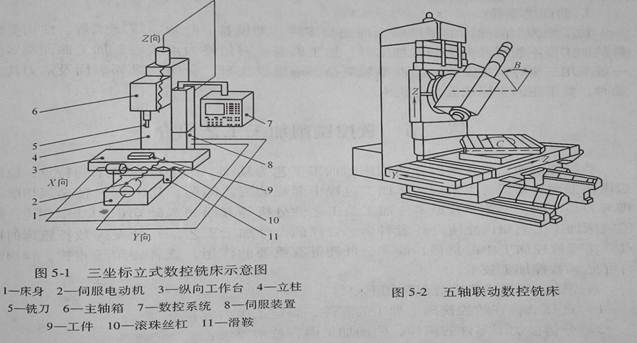 ���ʹ����ϳ���Ĺ���̨��������ʵ����ͼ5-2��ʾ��C���B���ת��������������5������ϳ���������Լӹ���Ϊ���ӵĿռ����档
���ʹ����ϳ���Ĺ���̨��������ʵ����ͼ5-2��ʾ��C���B���ת��������������5������ϳ���������Լӹ���Ϊ���ӵĿռ����档
3. �ӹ�����
���������ϳ�����ϵ�����Զ�����װ�þ����˼ӹ����ġ��ӹ����ĵĵ�����Դ��ʮ�ѵ��ߣ����Զ�����װ�ý��е��ú����������ڼӹ������ϣ�һ��װ�п���ɶ���ӹ����ݣ�����Ч�ʱ���ͨ����ϳ�������ߡ�
��������ϳ���Ķ���
����ϳ���ǻ�е�ӹ�����õĺ�����Ҫ�����ؼӹ�����֮һ����������ϳ����ͨϳ������ϳ���ĸ�������������⣬����ϳ����ͨϳ������ϳ������2~5���������ĸ���ƽ��������������������������ϳ�����ص㣬��ϳ���ӹ��ĽǶ������ǣ��ʺ�����ϳ������Ҫ�ӹ����������ࡣ
1. ƽ�������
�ӹ�ƽ�л�ֱ��ˮƽ�棬��ӹ���ˮƽ��ļн�Ϊ���ǵ��������ƽ���������ƽ����������ص��Ǹ����ӹ�����ƽ�棬�����չ����ƽ�档
2. ��������
�ӹ�����ˮƽ��ļнdz������仯�������Ϊ��б�����������ɻ��ϵ���������Ե�����ߵȣ�����м���о���װ���ͼܵ�Ҳ���ڱ�б�����������б��������ı�б�Ǽӹ��治��չ��Ϊƽ�棬���ڼӹ��У��ӹ�����ϳ��Բ�ܽӴ���˲��Ϊһ���ߡ���ò��������������������ϳ���ڽǼӹ�����û����������ʱ���ɲ�������������ϳ�������������Ƽӹ���
3. ���������
�ӹ���Ϊ�ռ�����������Ϊ�������������ģ�ߡ�ҶƬ���������ȡ�����������ļӹ�����չ��Ϊƽ�棬�ӹ�ʱ���ӹ�����ϳ��ʼ��Ϊ��Ӵ����ӹ����������һ�����������ϳ���������渴�ӡ�ͨ������խ�����˼����ڱ��漰�赶�߰ڶ�ʱ��������������������ϳ����
1.2����ϳ���ӹ����ռ��
����ϳ���ӹ�����������ͨϳ���ļӹ�����Ϊ�������������ϳ�����ص㣬�ۺ����ö���֪ʶ�������ϳ���ӹ������������ֵ����⣬�����ݰ�����������ԭ���뵶�ߡ��ӹ����ա���������ӹ��������Եȷ���Ļ���֪ʶ�ͻ������ۡ�����ϳ���ӹ�����֪ʶ��ʹ����߿�ѧ����������Ƽӹ����ա���ַ�������ϳ�����ص㣬ʵ�����ؼӹ��е����ʡ��߲����ͺĵ�����Ҫ�����á�
����ϳ���ӹ�������Ҫ������
1�� ѡ���ʺ�������ϳ���ϼӹ��������ȷ���������ݣ�
2�� �������ӹ������ͼ����ȷ���ӹ����ݼ���Ҫ��
3�� ȷ������ļӹ�������ָ���ӹ�����·�ߡ��绮�ֹ����żӹ�˳����������ؼӹ�������νӵȣ�
4�� �ӹ��������ơ���ѡȡ����Ķ�λ�����о߷�����ȷ�����������֡�����ѡ������������ȣ�
5�� ���ؼӹ�����ĵ�������ѡȡ�Ե���ͻ����㡢ȷ�����߲�����ȷ���ӹ�·�ߵ�
1.3����ϳ������е�����ϵ
һ����������ϵ�빤������ϵ
1.��������ϵ
�Ի���ԭ��Ϊ����ϵ��ԭ�㽨��������X��Y��Z����ֱ������ϵ����Ϊ��������ϵ����������ϵ������͵��������Ļ�����Ҳ�����ù�������ϵ�Ļ�����һ�㲻��������䶯��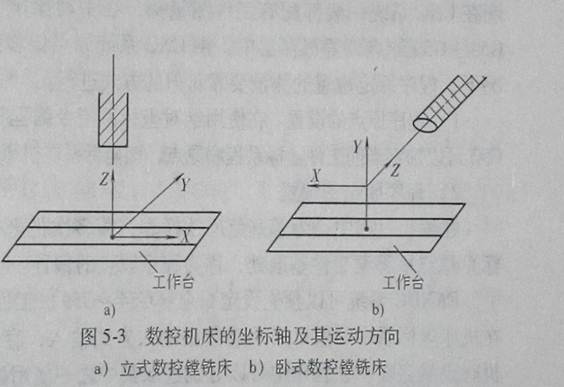
2.��������ϵ
��������ϵ��ԭ�㣨������ԭ�㣩Ҫѡ����ڲ�����Ե��Ļ�λ�ã�ͬʱҪ���ڱ�̼��㡣ѡ������λ��ʱӦע�⣺
1�� �������Ӧѡ�����ͼ�ijߴ���ϣ�������������ֵ�ļ��㣬���ٴ���
2�� ������㾡��ѡ�ھ��Ⱦ��Ƚϸߵļӹ����棬����߱��ӹ�����ļӹ����ȡ�
3�� ���ڶԳƵ�������������Ӧ���ڶԳ������ϡ�
4�� ����һ����㣬ͨ�����ڹ�����������ijһ���ϡ�
5�� Z�᷽���ϵ���㣬һ�����ڹ������档
��������ԭ���������ƫ��
�ִ�CNCϵͳһ�㶼Ҫ�����Ҫ�����������ʹ�����ص�ԭ�������ο���֮���������������ο���ͻ���ԭ��֮���ƫ��ֵ����ڻ��������С�����������������ϵͳ���г�ʼ������ʹ�����˶�����X��Y��Z��A��B��C����ʾΪ�㡣
1�� ����ԭ������� ��ʹ�þ�������ϵָ����ʱ��Ԥ��Ҫȷ����������ϵ��ͨ��G92����ȷ����ǰ�����������ԭ�㣬������ϵ�ڻ����ؿ�ʱ��ʧ����ͼ5-5��ʾ��
2�� ����ԭ���ƫ�� ��ƫ�ù����У�Ϊ�˱���ߴ绻�㣬���ΰ�����ϵƽ�ơ�����������ϵԭ��ƽ������������������Ϊ����ԭ���ƫ�á�FANUCϵͳ����Ԥ���趨6����������ϵ����Щ����ϵ������ԭ���ڻ�������ϵ�е�ֵ�����ֶ��������뷽ʽ���룬�洢�ڻ����洢���ڣ��ڻ����ؿ���ʱ��Ȼ���ڣ��ڳ����п���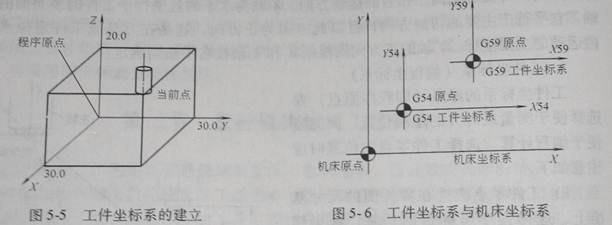 �ֱ�ѡȡ����֮һʹ����ͼ5-6��ʾ��
�ֱ�ѡȡ����֮һʹ����ͼ5-6��ʾ��
��������ϳ���ӹ��е�װ����Ե�
�ڼӹ�ʱ�������ڻ����ӹ��ߴ緶Χ�ڵİ�װλ��ʱ����ģ�Ҫ��ȷִ�мӹ�������ȷ�������ڻ�������ϵ�е�ȷ��λ�á��ڱ��ʱ����Ӧ��ȷ��ѡ�Ե��㡱�͡������㡱��λ�á��Ե����ǹ����ڻ����϶�λװ�к������ڹ�������ϵ�У�����ȷ����������ϵ���������ϵ�ռ�λ�ù�ϵ�IJο��㡣�����������ػ����ϼӹ����ʱ����������ڹ����˶�����ʼ�㡣���ڳ���δӸõ㿪ʼִ�У����ԶԵ����ֳ�Ϊ��������㡱���㡱��
�Ե���ͻ������ѡ��ԭ���ǣ�1���������ִ����ͼ�����ƣ�2�ڻ������������ף��ӹ��б��ڼ�飻3����ļӹ����С
1.�Ե����ѡ��
�Ե�����������ڹ����ϣ�Ҳ���������ڼо��ϣ�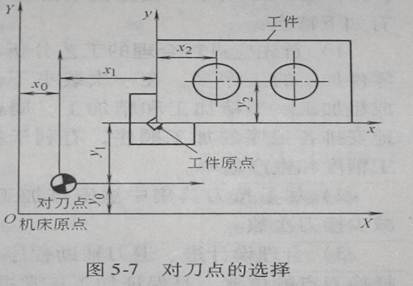 ���������ڱ������ϵ����ȷ����λ�ã���ͼ5-7��x1��y1.�Ե����������ԭ���غϣ�����Ҫȡ���ڼӹ����ȺͶԵ��ķ����ԡ����Ե�������ԭ���غ�ʱ��x1=0��y1=0��
���������ڱ������ϵ����ȷ����λ�ã���ͼ5-7��x1��y1.�Ե����������ԭ���غϣ�����Ҫȡ���ڼӹ����ȺͶԵ��ķ����ԡ����Ե�������ԭ���غ�ʱ��x1=0��y1=0��
2 .�Ե�����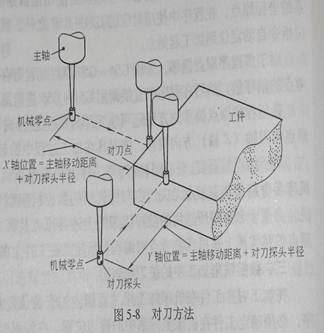
�Ե�������ͼ5-8��ʾ���Ե����빤������ϵԭ��������غϣ������û���ԭ��ƫ��ʱ��Ӧ�����ǵ����ߵIJ�ֵ��
1.4 FANUC����ϵͳָ���̷�����Ӧ��
һ������ϳ����̸���
����ϳ����ͨ�����������ӹ������ƽ��������ͨ����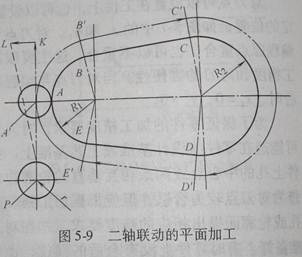 �����ơ����������������ӹ��ռ������������ͼ5-9��5-10��5-11��ʾ������ϳ���ӹ���̾��������ص㣺
�����ơ����������������ӹ��ռ������������ͼ5-9��5-10��5-11��ʾ������ϳ���ӹ���̾��������ص㣺
1�� ����Ӧ���к����Ĺ��շ�������������ӹ��Ĺ���࣬��һ��װ���£�Ҫ��ɴּӹ����뾫�ӹ��;��ӹ������ܺ����İ��Ÿ�����ӹ�˳����������ӹ����Ⱥ�����Ч�ʡ�
2�� �����������з����żӹ������ٻ���������
3�� 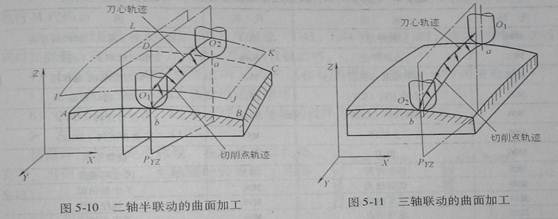 ������ƽ����˵���������Σ�ѡ�����λ�ã��DZ�֤�ӹ��������У��������ӹ����ȵ���Ҫ���ڡ�
������ƽ����˵���������Σ�ѡ�����λ�ã��DZ�֤�ӹ��������У��������ӹ����ȵ���Ҫ���ڡ�
4�� ���ڱ�õij�������������飬���ڼӹ�ǰ���������У��Լ��ٳ�������ʡ�
����FANUC����ϳ���ӹ�����
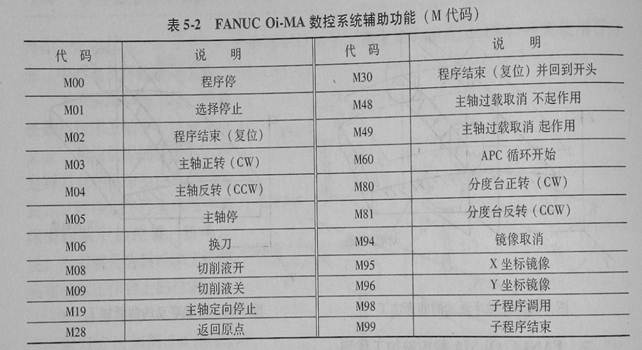
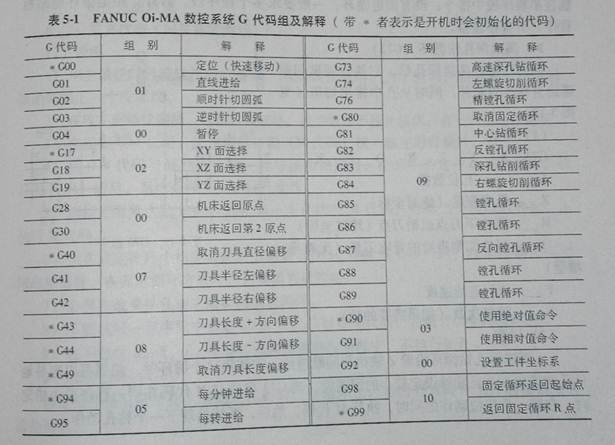 ��5-1ΪFANUC����ϵͳG���롣ÿһ�����붼��������ԵĴ����顣�ڡ�ģ̬���롱���ǰ�Ĵ���ᱻ���ص�ͬ������滻����5-2ΪFANUC����ϵͳ���õĸ������ܴ��롣�������ܰ�������֧�ֻ��������Ĺ��ܣ����������ͣ������ֹͣ������Һ���صȡ�
��5-1ΪFANUC����ϵͳG���롣ÿһ�����붼��������ԵĴ����顣�ڡ�ģ̬���롱���ǰ�Ĵ���ᱻ���ص�ͬ������滻����5-2ΪFANUC����ϵͳ���õĸ������ܴ��롣�������ܰ�������֧�ֻ��������Ĺ��ܣ����������ͣ������ֹͣ������Һ���صȡ�
1.5 FANUC����ϵͳ�������������벽��
һ����Դ�Ľ�ͨ��ض�
1. ��Դ��ͨ��������
1�����ȼ������ij�ʼ״̬�����ƹ��ǰ�����Ƿ�غá�
2����ͨ��������ĵ�Դ���أ�����ϵĵ�Դָʾ������
3�����½�ͨ����������������ϵ�����ָʾ������һ�κ��²�������ϵġ�������λ����ť��ϵͳ�Լ��CRT�ϳ���λ����ʾ���棬�����á�ָʾ������
4��ȷ�Ϸ��ȵ綯��ת����������������
2.�ص�Դ��������
1��ȷ�ϲ�������ϵġ�ѭ����������ʾ���Ƿ�رա�
2��ȷ�ϻ������˶�ȫ��ֹͣ��Ȼ���ж�CNCϵͳ�ŷ���Դ��
3���жϻ�������ĵ�Դ���ء�
�����ֶ���ת
1.�ֶ�����������������
1������ʽѡ�����ڡ��ֶ�����λ�á�
2ѡ���ֶ������ٶȣ��������������ʵ�����ť�����������ٶȡ�
3������+Z������+Y������+X������һ����������������Ӧ������������ƶ�������-Z������-Y������X������һ��������������Ӧ��ĸ��������ƶ���
ע���������
1�� �ֶ�ֻ�ܵ����˶���
2�� ��Ҫ�����ֶ�����ʱ������ʽѡ�����ڡ����ٵ�λ�á�����ʱ�ٶȲ��ɵ������������������ӹ���
2.��������
ת����������ʹ��������������������������£�
1�� ʹ����ʽѡ�������ڡ���������λ�á�
2�� ѡ�������ƶ����ᡣ
3�� ѡ���������ʡ�
4�� ת��������ʵ�������ֶ�������˳ʱ��ҡ�������������������ƶ�����ʱ��ҡ�������������ᷴ���ƶ����ƶ��ٶ�������ת�پ�����
�����Զ���ת
1.���洢������ʽ�µ��Զ���ת
�����������£�
1�� Ԥ�Ƚ��������洢���С�
2�� ѡ��Ҫ��ת�ij���
3�� ����ʽѡ�����ڡ��Զ�����λ�á�
4�� ����ѭ��������������ʼ�Զ���ת��ѭ������������
2.��MDI����ʽ�µ��Զ���ת
�÷�ʽ��������CRT/MDI�����������һ������Σ�Ȼ���Զ�ִ�У�������������£�
1) ����ʽѡ�����ڡ�MDI����λ�á�
2) �������ܵġ�PRGRM������
3) ����PAGE������ʹ��������Ͻ���ʾMDI��
4) �ɵ�ַ�������ּ�����ָ������ݣ�����INSERT����ȷ�ϡ�
5) ����START�������������ϵġ�ѭ����������ִ�С�
3���Զ���תֹͣ
ʹ�Զ���תֹͣ�ķ���������Ԥ���ڳ�������Ҫֹͣ�ĵط�����ָֹͣ��Ͱ���������ϵİ�ťʹ��ֹͣ��
1�� ����ִֹͣ��M00ָ��֮���Զ���תֹͣ���뵥�����ֹͣ��ͬ������Ϊֹ��ģ̬��Ϣȫ�������棬����ѭ������������ʹ���ٿ�ʼ�Զ���ת��
2�� ��ѡֹͣ��M00��ͬ��ִ�к���M01ָ��ij����֮���Զ���תֹͣ���������ڻ�����������ϵġ���ѡֹͣ�����ؽ�ͨ�ij��ϡ�
3�� �������ִ��M02ָ��֮���Զ���תֹͣ������ָ��ָ��ǰλ�ã�ִ��M03ָ��֮���Զ���תֹͣ���ʸ�λ״̬������ָ��ָ�����ͷ��
4�� �������ֳ�����ת�У���������������ϵĽ������ְ�ť�������ƶ���ʱֹͣ�����ᱣ��ԭ̬��
4. ��λ
��CRT/MDI�ĸ�λ��ť���ⲿ��λ�źſ�ʹ�Զ���תֹͣ���ʸ�λ״̬�������ƶ��и�λ���������ٺ�ֹͣ��
�ġ�����ת
����һ���״����еļӹ�������û��ʮ�ְ��յ�����£����������У����������ȷ�ԣ������������¡�
1�� ���¡����������أ���ס�����ᡣ
2�� ���¡������С����ء�
3�� ѡ���ʵ��Ľ���������ֵ��
4�� ����ʽѡ�����ڡ��Զ�����λ�á�
5�� ���¡�ѭ������������ִ�г���
�塢��ȫ����
1.����ֹͣ
�ӹ������У�������Σ������������¹ʣ���������������ϵġ�����ֹͣ����ť�������˶���˲��ֹͣ��
2������
�����߳�Խ�˻�����λ���ع涨���г̷�Χʱ����ʾ������������ֹͣ����ʱ���ֶ���ʽ����������ȫ�ķ���Ȼ����λ����ť���������
1.6 FANUCϵͳ���ʵ��
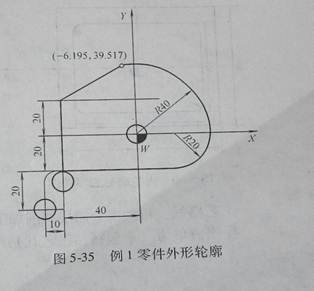
1����֪��ͼ5-35��ʾ�������Ҫ��ϳ������������
����ѡ��10mm��ϳ����
��ȫ��߶ȣ�50mm��
 ����/�˵���ʽ���뿪����20mm��ֱ��/Բ���������������ֱ���˵���
����/�˵���ʽ���뿪����20mm��ֱ��/Բ���������������ֱ���˵���
����·�ߣ�����·����ͼ5-35��ʾ��
�����嵥��
O0001
N05 G54 G90 G0 X0. Y0;
N10 Z50;
N20 X-50. Y-40. S500 M03;
N25 Z5. M08;
N30 G1 Z-21. F20.;
N40 G42 D1 Y-30. F100.;
N50 G2 X-40. Y-20. I10. J0.;
N60 G1 X20.;
N70 G3 X40. Y0. I0. J20.;
N80 X-6.195 Y39.517 I-40. J0.;
N90 G1 X-40. Y20.;
N110 Y-30.;
N120 G0 Z50.;
N130 G0 Z50.;
N140 X0. Y0.;
N150 M30
2.��֪��ͼ5-36��ʾ����������ǻ��Ҫ��Ը���ǻ���д֡����ӹ���
����ѡ�ּӹ����ç�20mm����ϳ�������ӹ����ç�10mm�ļ���ϳ����
��ȫ��߶ȣ�40mm��
����/�˵���ʽ���ּӹ������Ĺ��տ״�ֱ���������ܱ���չ����ͼ5-37��ʾ��Ϊ������Ҫ����ǻ���������һ����20mm�Ĺ��տס�
����·�ߣ��ּӹ����IJ������ӹ�������IJ������0.5mm�ľ��ӹ�������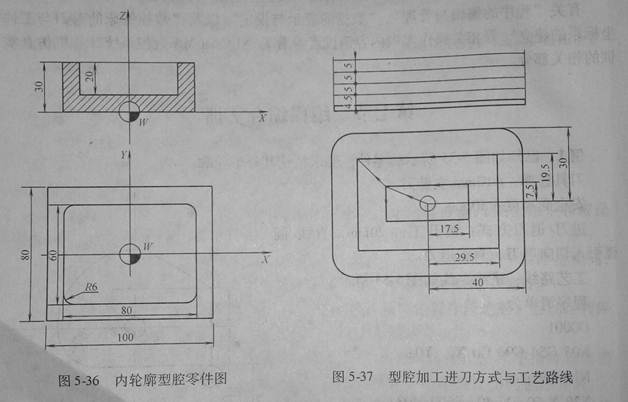
�����嵥Ϊ��
O0002
N10 T01 M06;
N20 G54 G90 G0 X0. Y0.;
N30 Z40. S275 M03;
N40 M08;
N50 G1 Z25. F20.;
N60 M98 P0100;
N70 Z20. F20,;
N80 M98 P0100;
N90 Z15. F20.;
N100 M98 P0100;
N110 Z10.5 F20.;
N120 M98 P0100;
N130 G0 Z40.;
N140 T02 M06;
N150 S500 M03;
N160 M08;
N170 G1 Z10. F20.;
N180 X-11. Y1. F100.;
N190 Y-1.;
N200 X11.;
N210 Y1.;
N220 X-11.;
N230 X-19. Y9.;
N240 Y-9.;
N250 X19.;
N260 Y9.;
N270 X-19.;
N280 X-27. Y17.;
N290 Y-17.;
N300 X27;
N310 Y17.;
N320 X-27.;
N330 X-34. Y25.;
N340 G3 X-35. Y24. I0. J-1;
N350 G1 Y-24.;
N360 G3 X-34. Y-25. I1. J0.;
N370 G1 X34.;
N380 G3 X35. Y-24. I0. J1.;
N390 G1 Y24.;
N400 G3 X34. Y25. I-1. J0.;
N410 G1 X-35.;
N420 G0 X-30. Y10.;
N430 G0 Z40.;
N440 M30;
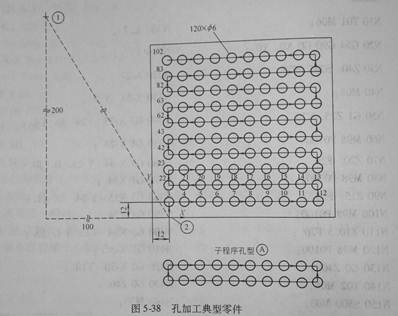
4. ��ͼ5-38��ʾ�����ë�����Ϊ12mm�����ù̶�ѭ�����ӳ���д�ӹ�����
�����嵥Ϊ��
O0100
X-17.5 Y7.5 F60;
Y7.5;
X17.5;
Y7.5;
X-17.5;
 X-29.5 Y19.5;
X-29.5 Y19.5;
Y-19.5;
X29.5;
Y19.5;
X-29.5;
X0. Y0.;
M99;
O0003
N10 G90 G21 G40 G80;
N20 G91 G28 X0. Y0. Z0.;
N30 G92 X-100. Y200. Z0;
N40 G0 G90 X12. Y0. Z0. S2000 M03 T1;
N50 G43 Z3. H01;
N60 M08;
N70 M98 P0100 L5;
N80 G80;
N90 G0 G90 Z25. M05;
N100 M09;
N110 G91 G20 X0. Y0. Z0.;
N120 M30;
O0101
N10 G91 G83 Y12. R3. F250;
N20 X12. L9;
N30 Y12.;
N40 X-12. L9;
N50 M99;
1.7 SIEMENS����ϳ���ı�̷���
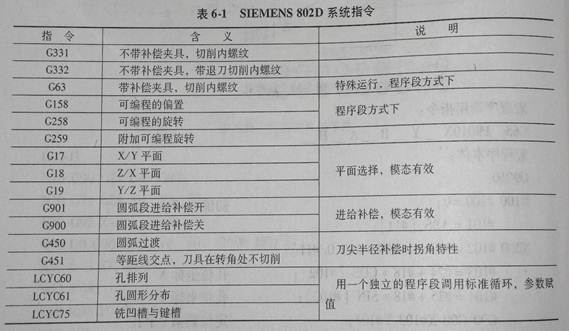 SIEMNS 802D����ϳ���ı��ָ�����±�
SIEMNS 802D����ϳ���ı��ָ�����±�
һ�� ƽ���ѡ��G17~G19����
 �ڼ��㵶�߳��Ȳ����͵��߰뾶����ʱ��������ѡ��һ��ƽ�棬ȷ��һ���������������ƽ�棬�ڴ�ƽ���вſ��Խ��е��߰뾶������
�ڼ��㵶�߳��Ȳ����͵��߰뾶����ʱ��������ѡ��һ��ƽ�棬ȷ��һ���������������ƽ�棬�ڴ�ƽ���вſ��Խ��е��߰뾶������
��̸�ʽ��
N10 G17T_D_; ѡ��X/Yƽ��
N20_X_Y_Z_; Z�᷽���ϵ��߳��Ȳ���
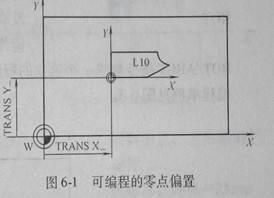
���� �ɱ������ƫ�ã�TRANS��ATRANS
���ܣ�����������ڲ�ͬ��λ�����ظ����ֵ���״Ҫ�ӹ�������ѡ����һ���µIJο��㣬����������¾���Ҫʹ�ÿɱ�����ƫ�á��ɴ˲���һ����ǰ��������ϵ��������ijߴ�����ڸ�����ϵ�е����ݳߴ硣
��̸�ʽ��
TRANS X_Y_Z;
���� �ɱ����ת��ROT��APOT
�ڵ�ǰ��ƽ��G17��G18��G19��ִ����ת��ֵΪRPL=_
ROT RPL=_;�ɱ����ת��ɾ����ǰ��ƫ�ơ���ת������ϵ���;����ָ��
AROT=_;����ת��̣������뵱ǰ��ָ��
1.8 SIEMENS�ӹ�ʵ��
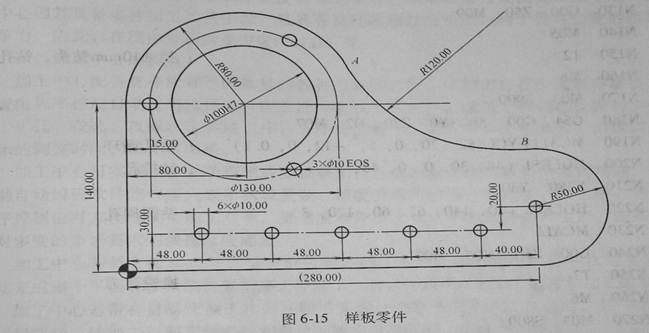 ͼ6-15��ʾΪһ�����������������Ѿ��ּӹ�����������2mm�������10mm��
ͼ6-15��ʾΪһ�����������������Ѿ��ּӹ�����������2mm�������10mm��
Ҫ��ϳ����������9X��10�ס��ۧ�100�ף���������������½ǡ�
A���B�����꣺A:x153.46 y171.69 Bx276.19 y99.77
���գ���1����ϳ��������ѡ��T1�ŵ���ϳ��ֱ����16mm��ѡ�õ��߲�����D1��
��2����ף������ſף�����Բ�ܿף�ѡ��T2�ŵ���
��3���ۧ�100mm�ף�ѡ��T3�ŵ���
�������£�
GFY66
N10 T1; ��16mm��ϳ��
N20 T6; ����
N30 M03 S1200
N40 G54 G00 X-20 Y-20 Z5 D1
N50 G01 Z-12 F100 M07
N60 G41 G01 X0 Y0 F150
N70 G01 Y140
N80 G02 X153.46 Y171.69 CR=80
N90 G03 X276.19 Y99.77 CR=120
N100 G02 X280 Y0 CR=50
N110 G01 X0 Y0
N120 G40 G00 X-15 Y-15
N130 G00 Z50 M09
N140 M05
N150 T2�� ����10mm��ͷ�����
N160 M6
N170 M03 S900
N180 G54 G00 X0 Y0 Z50 D2 M07
N190 MCALLCYCLE82(20��0��5,-12��0��0.1)�����ѭ��
N200 HOLESI (48, 30 , 0, 0, 48, 5); ���ſ�
N210 X280 Y50
N220 HOLES2 (80��140��65��60��120��3)�� ��Բ�ܿ�
N230 MCALL
N240 G00 Z50 M05 M09
N250 T3�� ���ۿ�
N260 M6
N270 M03 S800
N280 G54 G00 X80 Y140 Z30 D3 M07
N290 G01 Z-12 F120
N300 M05
N310 G00 Z50 M09
N320 M30
2.�������߳�
2.1��ҵ���
���������������ι�˾�ǹ��һ���������ҵ���ص�Ǹ���ҵ�����й�������ҵ����ͷ�������й����;��ܸ��ӵ��ߵ�������ء���ҵӵ�н�������ӪȨ��ӵ���ֶ��Ƚ�������һ����ʡ����ҵ�������ģ���������ʡ���;��ܸ��ӵ����о������ɳе�����DZ긴�ӵ��ߵĿ��������ƹ�����1999�걻���һ�е��ȷ��Ϊ�ض�������ҵ��
��ҵ��Ҫ��Ʒ�С��������Ƴ��ֵ��ߡ��������ߡ����Ƶ��ߺ��ꡢ�¡�ϳ�����ߵȰ˴��࣬���ٰ�ʮ���Ʒ�֣����������ͬʱ���������繤���ŵĹ���ר��һ�廯��չ֮·�����������ˣ����й����Ƚ�ˮƽ�ĸ�ѹ�������¯�����ֹ��߸֡�����ר������ϵͳ����װ���ϵȲ�Ʒ�����г��ֵ��ߡ��������ߡ��������Ƶ��ߵȼ������ʱ��ܼ��͵IJ�Ʒ���似��ˮƽ�;�Ӫ��ģ������ҵ��λ���������ȵ��г�ռ���ʣ��������й����ߵķ�չˮƽ��
����ӵ�и���ȫ���Ĺ������Ƶ��г�����֧����ϵ����ȫ����ʮ������г����������۷������㡣һ�����ڡ��Ϻ����ڡ����������ԡ�ɽ�Ƽ��š����š��������ŵ��������Ҽ�����һЩ�ص㹤���ѽ����������������Ƶ���ȷ��Ϊ��������ڵ���ѡ���㳧�Һ���ѡ��Ʒ���������߲�������ȫ�����������������ձ����¹������ǡ������ǵȹ��Һ͵�����
����ӵ�и��ྫ���������豸һǧ�߰���̨���ף����������������Ӻ�����춸����ļ����������װ�����ִ�����������������¹����ձ�������������ʿ�ȹ������������Ƚ�ˮƽ�����칤�ռ������ӹ��豸�ͼ���豸���ǹ���һ��������λ����Ϊ������ұ�𡢿�ɽ�����ͻ�е�������������������������������ҵ�ṩ�߾��ȡ������������ܵķDZ긴�ӵ��ߡ� һϵ�еļ���ȷ������ҵ����װ��ˮƽ����������ʼ�մ����ҵ����ˮƽ���ٽ�����ҵ��������������ҵERP������������ƹ��Լ���ҵ��վ�Ĵ����͵����������Ϣ������Ӧ�ã���ʹ��ҵ�绢������
2.2 ��ݵ��ļӹ�����
�� ��ݵ��Ǿ������ĥ���ij����ε��ߣ��سݸ߷����о�ݵ��ۡ���ݼӹ�����������ݵ�����ֹ��������ϴ������ӳ��ֹ����ij�������ȥС�ļӹ��������������������ֹ�������ݵ�������תʱ���������뵶���Ტ��ƽ�У����ǻ��ཻ�������ֹ�������ݵ�֮��ֻ�г������ϣ����ߵ���֮��û�л�е����ϵ������֮��������ת����Ҳ��������������־��ӹ��������гݷ��������������ڡ�
��ݹ����У����ụ�ཻ���������ŵij��ֺ���ݵ�������һ���ڳ����ϼ�ѹ����һ����ת�����ߺͳ��ֳ����ڳݸ߷�������������Ի��ƣ����߳����ϵĺܶ���в۵ı�Ե�ͳ��������С���ݵ��ľ�ݵ��۵Ķ������ɵ��߳��棬�ó���ĥ�����г���ĥ����û�г����ǣ�������������(�����ݵ�)�г����ǡ���ˣ���ʹ���þ���в۵��б���ס���ֹ����ij��棬Ҳ����������룬������0.02��0.05���ļӹ��������г��澫�ӹ�����ݵ��ݲ���������в�ͨ����ƽ���ڵ��߶����ֱ�ڵ��߳���ʹ���������зֱ����������ǰ�Ż���ǰ�ǣ���ݵ���������ʱ�����ijݲ�������ļӹ��������У��������ʱ�ĺ�ǵ���0°���⽫������ѹ������������һ���ڻ����˶��в��������뼷ѹ�ļӹ����̡�
3.����������
3.1��ҵ���
������������˾��1969 �����Ͷ�ʽ��ɵľ�������ĥ����������,��е��ҵ���Ǹ���ҵ.��Ҫ������������ĥ��ϵ�С��ӹ�����ϵ�С����ܲ���������CNC ���ܻ����������ܲ�����ϵ�в�Ʒ��
��˾ռ�����54.5��ƽ����,��ҵ�������9.7��ƽ����,���������1��ƽ���ס���Ҫ�����豸928̨�����н����������� 638̨,������ϡ�豸90��̨����˾����������ĥ��ռȫ���ܲ�����85�����Ϫ����ػ���ռ����˾������Ʒ��80������,����˿�ܸ�����ֱ�ߵ��츱����������Ҫ�������ܲ�����Ʒ���г�ռ���ʽ�40��,���й����ػ������쳧��������˿�ܸ�����ѡ��Ӧ�̪�����ҵ�г��������80��. ������������˾����Ա��2300���˪������м������Ƽ���Ա��300��,��˾���й��Ҽ�����ĥ���о���������ʡ�������ܲ����о����� ��ȡ��ʡ�����Ͽ��гɹ�70��������Ʒ��˹��ҿհס����ƿ����� SK7450 ����˿��ĥ����SK7732×15�����ϸ�ĥ����SK7432×20����˿��ĥ����HJ031���ع�����ĸĥ����HJ057��������Բĥ����MK7120����ƽ��ĥ����HJ058���ش�˿��ĥ����HJ050���س��������ӻ��ȡ�
3.2˿�ܵļӹ�����
˿�ܼӹ��У����Ŀ��Ƕ�λ��������˿�����Լ������Ժܲ���ײ������Σ�����ֱ�߶ȡ�Բ���ȵȼ��������״ﵽͼ���ϵ���λ���Ⱥͱ��������ȼ���Ҫ�ӹ�ʱ�������Ӹ���֧�š�����Բ�������������Ӵ�����ֹ����������ɵĹ����������Ρ�ͬʱΪ��ȷ����λ���ľ��ȣ��ڹ��չ������Ⱥ�����������ĥ���Ŀ���
����˿������˭�ؼ���λ��Ϊ�˷�ֹ����Ӧ����������������ƺͱ���������ȫ���ı��ζ�ʹĥ�����������ȱײ������Ƽӹ����á�ȫĥ���ӹ������������ȴ�����ֱ�Ӳ���ĥ�����ƹ��գ���ȷ���ӹ����ȡ�����Ҫ��ϸߣ��ʼӹ����չ����ϸ��չ��ֵ�ԭ���������շ�Ϊ����Ԥ���ȴ����Σ��ּӹ��Σ��뾫�ӹ��Σ����ӹ����ռӹ��Ρ�Ϊ����������Ӧ�����������չ��̰�����������Ӧ�����ȴ��������ϸ�涨��е�ӹ����ȴ�������Уֵ���Է�ֹ��������Ӧ����Ϊ�������ӹ������еı��Σ�ÿ�μӹ���Ӧ��ֱ���ţ����������ӹ������ֲ�ķ�����������������������ӹ�����������ı��Ρ�
4. ʵϰ����
ʵϰ����
��ѧ�����ǽ�����Ϊ��һѧ�ڵ�ʵϰ��ʵϰʱ��ϳ������Ƿֱ�ȥ�ˣ�����ʡ��е������ѧУ���������߳���������������ʵϰ������Ҳѧ�������鱾��ѧ������֪ʶ����ν�����۽��ʵ�ʡ�
�������ǵ�ʡ��У��ѧϰ���ؼӹ����˽�����ϳ�����ӹ����ġ�����ʦ�Ĵ����£����Ƕ�����һЩ�����ػ����IJ�������Ե���ϳƽ��ȣ�����FANUC��SIEMENS����ϵͳ����һ�����˽⣬�����������ֵ��˺������߳����������߳�����Ҫ��ƷΪ����ݵ�����ݵ��������������������������˽�����Щ���ߵ������ӹ����գ�����������ר�û�������Щ���Ǵ�����û�м�����������Щ�����Ǹо��Լ�����̫���ˣ���������������dz��˼�ʶ������������ϸ��ȡʦ�����⣬�۲�ʦ����ʵ�ʼӹ�������������⣬����Ҳѧ���ܶ࣬���������ֵ��˺����������������ҵ��Ҫ����������˿�ܡ���������ȴ��������������˽���˿�ܡ���������Ȳ�Ʒ�ļӹ��������̣��������һ������˵�����Ǽ�������һЩ��ͨ�Ļ����豸��������ˣ����ǻ��Ǽ�����ʦ���Ĵ�����ѧ���ܶ�֪ʶ��
ʵϰ�����ˣ�����һѧ�ڵ�ʵ���У�����ѧ���ܶ�֪ʶ����ѧ��������������ҵ��Ϊ�������������õĻ�����