实训报告
经过为期5个星期的实训,到今天终于结束了。在这期间,我们从一无所知的新手,到现在基本上能够熟知机床,利用机床加工出合格的零件并取得中级技工证。这过程虽然遇到些困难,但有着老师的耐心指导,我们很快就掌握了其中的道理,也真正的学到了知识。所以对于这次的实训,我们都有着乐在其中的感受,感到很高兴。 由于我们这个专业是两个班的,实训便分为上下午进行。而我们班就在下午进行实训。带我们的龙老师是一位负责而又有耐心,亲切又随和的人。在龙老师的教授指导下,我们开始了解了数控车床的组成,操作方法,注意事项及加工零件时的对刀、设置刀补、编辑程序等事项。上课的时候龙老师总是不厌其烦的向我们讲解重点,实际操作时也经常在一旁指导,使得我们每一个人都能够真正的学到技术。在此说一声:谢谢龙老师。
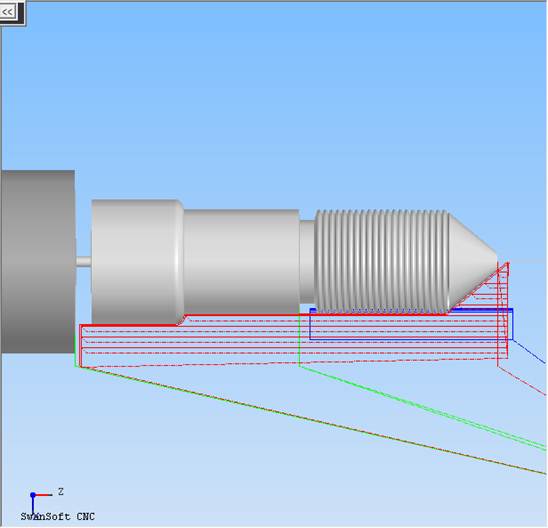
数控车床主要由数控程序及存储介质、输入输出设备、计算机数控装置(CNC装置)、伺服系统、机床本体组成。在操作车床进行加工时,首先要检查机床是否正常工作,检查刀具。按照习惯,常把外圆刀装夹在1号刀位,车断刀装夹在2号刀位,螺纹刀装夹在3号刀位,端面刀则装夹在4号刀位。除了看刀具是否安装正确外,还要注意检查刀具是否有磨损或者崩刀。检查好刀具之后便可以在控制面板上输入程序指令来加工了。控制面板上提供了程序指令的输入、修改,车床的手动、自动控制,主轴的正反转等一系列的强大功能。这些功能使得机床操作起来变得更加简单,同时也更有利于我们加工零件。
在加工完工件的时候,一定要注意打扫车床,这也就是机床的保养工作。虽然数控车床比普车先进,其所消耗的润滑油也大于普车的用量,工厂中使用的980Tb系列新型车床甚至是“泡在润滑油”当中的。但这却并不能说明数控车床就不需要像普通车床那样及时的打扫保养。恰恰相反,数控车床更加需要进行日常的保养工作。因为数车的稳定性和精确度是十分重要的,一旦因保养不当而引起机床的故障要维修起来就会很麻烦了。
…… …… 余下全文