作业1、
结合本部门、本班情况,梳理育人思路与实践,撰写一个育人案例
作为车间的一名培训指导人员,我认为做好一下各项才是教育教学较好完成的标志。
一.加强政治理论和技术知识学习,全面提高自己的政治文化素质和业务水平。
在20xx年年度工作中,我紧跟时代的步伐,加强理论知识方面的学习,通过各种形式的学习,努力做到认识上有新提高、运用上有新收获,达到指导实践、促进工作、提高工作水平和服务能力的目的,积极向党组织靠拢,争取早日成为一名共 产 党员。在工作中不断的学习新技术新工艺,不断的充实自己,不断的提高自己的技术水平,来指导自己的工作。
二.工作中发扬团队合作精神,努务完成车间的生产任务
1、在平时的工作中,首先做好日常工作,我与张瑞艳老师既有分工又有合作,坚持经常和其他技术员进行工作交流,充分发扬民主,杜绝独断专行,统一思想统一步骤,从而圆满完成车间的各项培训任务。2014完成了学生试训任务400多人次。接待参观访问人次百多人次。
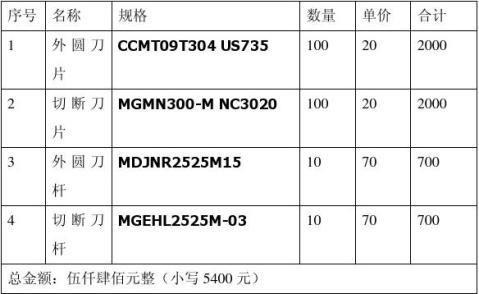
2、每月将车间的使用情况进行一次总结,将车间的主材消耗进行总结。做好统计技术分析工作,将车间运行中出现的异常情况,进行分析采取纠正措施,写出纠正措施报告。
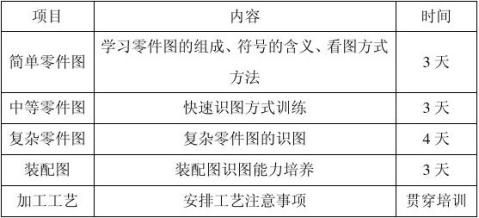
三.认真安排好学生培训工作提高学员的理论水平和操作水平
搞好学员培训工作是我们车间一项长抓不懈的工作,为此我们车间特别制定了培训制度,开展形式多样的学员培训,对于新新学员进行三合一体系知识的学习,使学员对学校的实训方针目标有更好理解等,配合学校搞好学员技术比赛,提高学员实际操作技能。加强动
手动脑作业指导书的学习,今年4月份,组织我校学生进行了技能大赛。提高了学员理论界和动手的能力。让学员亲自感受车床的实际运作和理论之间的差异,让学员在实操中掌握如何正确高效的使用普通车床,并解决使用中突发的车床故障,增强学员对车间设备的责任感。 四、及时处理问题,确保实习顺利进行
学生实习的过程中,由于用人单位的客观要求不同以及我们学生的个人素质上的差异, 难免会出现矛盾,而各种矛盾的妥善处理,直接关系到学生能否顺利完成实习任务。
…… …… 余下全文