螺丝刀是一种用来拧转螺丝钉以迫使其就位的工具,通常有一个薄楔形头,可插入螺丝钉头的槽缝或凹口内――亦称“改锥”。
螺丝刀是一种用来拧转螺丝钉以迫使其就位的工具,通常有一个薄楔形头,可插入螺丝钉头的槽缝或凹口内――亦称“改锥”。
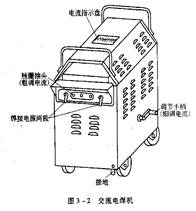
普通螺丝刀在实际使用中当遇到拧得比较紧或生锈的螺钉时,有时候会无能为力——拧不动。有一种解决方法是在螺丝刀柄上加一个套筒,再用一根加力棒来转动,拧不动的问题是解决了,但又会有新的问题——套筒和加力棒未必一直在手边,并且很多的工具携带起来也不方便。
那有没有更好的解决办法呢?
有。我们的设想是设计一把螺丝刀,平时使用和一般螺丝刀无异,当遇到比较难拧的螺钉时,可以把螺丝刀变成T形,从而获得更大力矩,来拧动比较难拧的螺钉。
毛坯
螺丝刀杆毛坯:
规格 冷拉圆钢φ6 冷拉方钢6X6
方法:冷拉


 工艺流程:钢筋上盘 开盘 切断 上夹 开始冷拉 观察控制值 停止冷拉 卸夹 堆放时效使用
工艺流程:钢筋上盘 开盘 切断 上夹 开始冷拉 观察控制值 停止冷拉 卸夹 堆放时效使用
材料:T10A工具钢
握把毛坯:
规格: 长轴 短轴 半椭球形
 工艺流程
工艺流程

 :制造样模 造型 合箱 浇注 落砂清理 检验
:制造样模 造型 合箱 浇注 落砂清理 检验
…… …… 余下全文