辽A5-5
报告编号: 共 页第 页

- 1 -
报告编号: 共 页第 页

- 2 -
报告编号: 共 页第 页
- 3 -
辽B5-11
工艺卡编号: 共 页第 页
- 4 -
记录编号: 共 页第 页
- 5 -
报告编号: 共 页第 页
- 6 -
辽A5-12
报告编号: 共 页第 页
- 7 -
辽A5-13
报告编号: 共 页第 页
- 8 -
…… …… 余下全文
辽A5-5
报告编号: 共 页第 页
- 1 -
报告编号: 共 页第 页
- 2 -
报告编号: 共 页第 页
- 3 -
辽B5-11
工艺卡编号: 共 页第 页
- 4 -
记录编号: 共 页第 页
- 5 -
报告编号: 共 页第 页
- 6 -
辽A5-12
报告编号: 共 页第 页
- 7 -
辽A5-13
报告编号: 共 页第 页
- 8 -
…… …… 余下全文
焊缝外观质量控制及分级细则
(试行三个月)
扬州楚门机电设备制造有限公司
二零##年五月
焊缝外观质量要求

焊缝质量等级分类基准:
(▲:需探伤的项目,共2项;△:主要检查项目,共6项;其余检查项目共7项)
一、 一等产品(按原价格奖10元/吨):
▲检查项目无返工、且其余检查项目全部达一等级;
二、 二等产品(按原价格结算):
① 、▲检查项目无返工、且3项以上△检查项目达二等级、其余检查项目5项以上达二等级;
② 、▲检查项目有一处返工、且4项以上△检查项目达二等级、其余检查项目6项以上达二等级;
③ 、▲检查项目有二处及以上返工、且其余13项检查项目全部达二等级;
三、 三等产品(按原价格降20元/吨):
① 、▲检查项目一处返工、且4项以上△检查项目达三等级、其余检查项目6项以上达三等级;
② 、▲检查项目有二处返工、且5项以上△检查项目达三等级、其余检查项目7项全部达三等级;
③ 、▲检查项目有三处及以上返工、且其余13项检查项目全部达三等级;
四、 四等产品(按原价格降40元/吨):
① 、▲检查项目二处返工、且3项以上△检查项目达四等级、其余检查项目5项以上达四等级;
② 、▲检查项目有三处返工、且4项以上△检查项目达四等级、其余检查项目6项以上达四等级;
③ 、▲检查项目有四处及以上返工、且其余13项检查项目全部达四等级;
五、 五等产品(报废):不符合以上项次的全部为五等产品。
…… …… 余下全文
(F00321111200015) 共3页 第1页
1、受检状况

2、检测和判断依据
GB 50205—2001《钢结构工程施工质量验收规范》
—————
2、  检测结论
检测结论

3、 签字
试验 审核 签发
检测单位(公章)
…… …… 余下全文
(CMA章)
钢结构超声波检测
检 测 报
工程名称:铁路器材厂车修分厂延长跨
工程地点:铁路器材厂
委托单位:铁路器材厂
检测日期:20xx年3月16日
报告总页数:12 页
报告编号:
合同编号:
工程检测有限公司
20xx年 4 月 23 日
告
首 页
工程检测有限公司
20xx年3月16日
钢结构超声波检测
检测人员:
(上岗证号)
报告编写:
(上岗证号)
复 核:
(上岗证号)
审 核:
(上岗证号)
授权签字人:
声明: 1. 本报告涂改、错页、换页、漏页无效;
2. 检测单位名称与检测报告专用章名称不符者无效;
3. 本报告无我单位相关技术资格证书章无效;
4. 本报告无检测、审核、授权签字人签字无效;
5.未经书面同意不得部分复制或作为他用;
6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:
地址:
邮编:
联系人:
目 录
一 项目概况
二 检测依据及方法
三 检测结果 附件
-、项目概况
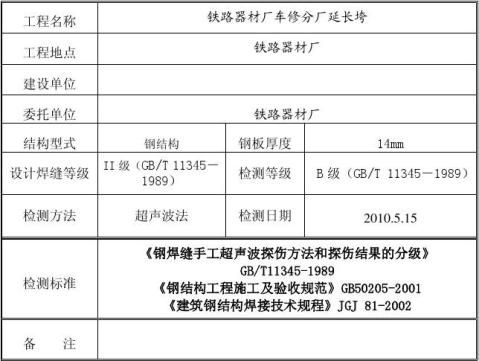
二、检测依据及方法
1.检测依据
(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;
(2)《钢结构工程施工及验收规范》GB50205-2001;
(3)《建筑钢结构焊接技术规程》JGJ 81-2002;
(4)设计文件。
2.检测方法
该工程钢结构材质为Q345,根据设计要求采用埋弧自动焊、气体保护焊及手工电弧焊的方法进行焊接。结构平面示意图如图1所示,所有全熔透对接焊缝应符合《建筑钢结构焊接技术规程》(JGJ81-2002)规定的二级焊缝质量标准。根据厂房现有情况及相关规范,本次检测共对1条焊缝进行了超声波探伤,所检测构件位置如图1及图2所示。
…… …… 余下全文
编号 TS0009
焊缝探伤报告
工程名称 常州轴承总厂有限公司车间二 构件名称
质量检验部
日 期:20xx年8月5日
1、试验说明
本工程严格按照《钢结构施工验收规范》GB50205-2001抽样要求和比例进行,对每条对接焊缝进行检测,本批对接焊缝均作单面双侧斜探伤。
2、试验依据
GB11345-89《钢焊缝手工超声波探伤方法及探伤结果的分析》
GB50205-2001《钢结构施工验收规范》
3、试验仪器

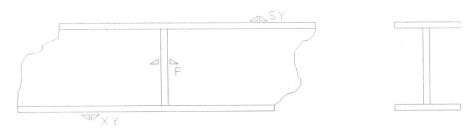
4、探伤示意图
说明:SY——指钢梁上翼缘钢板对接焊缝;
F——指钢梁腹板对接焊缝;
XY——指钢梁下翼缘钢板对接焊缝。 5、探伤记录
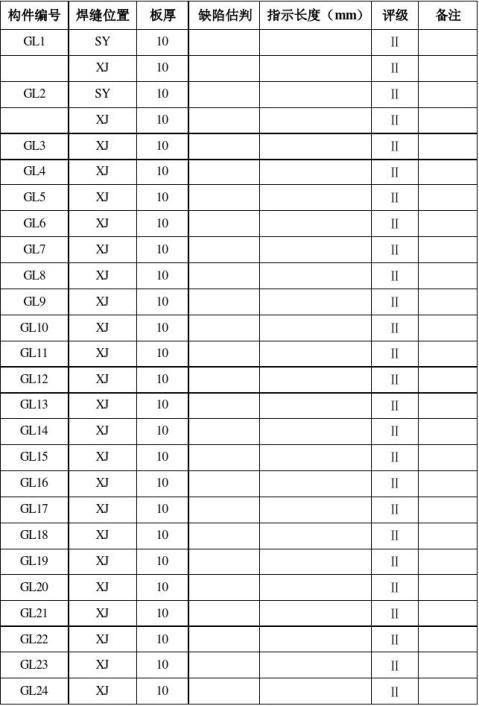

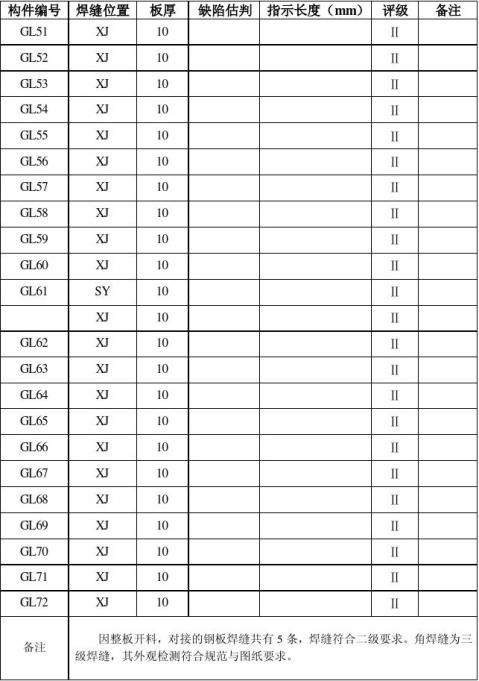
5、探伤记录
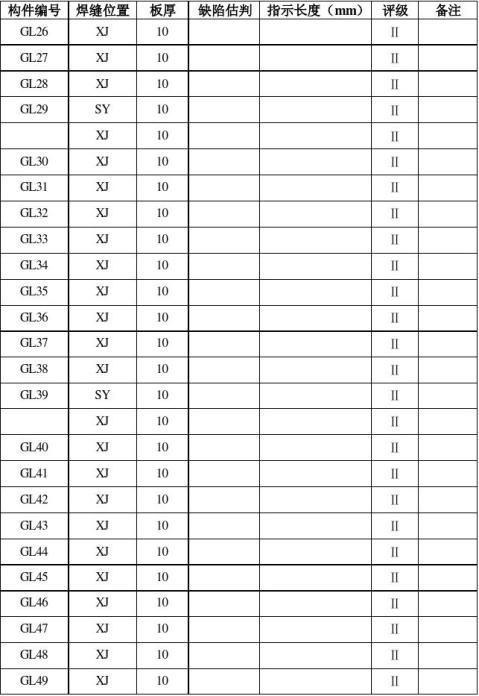

5、探伤记录
6、试验日期 20xx年8月5日
7、结论
经检验本批钢梁所有对接焊缝均符合GB50205-2001《钢结构施工验收规范》标准规定的二级焊缝要求。 试验: 审核:
…… …… 余下全文