委托部门
CUSTOMER 质检员

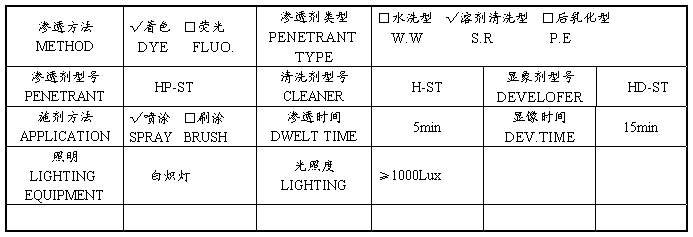
探测条件
TEST CONDITION


…… …… 余下全文
1.通过实验了解着色渗透探伤的基本原理;
2.掌握着色渗透探伤的操作方法,以及缺陷的检查评定。
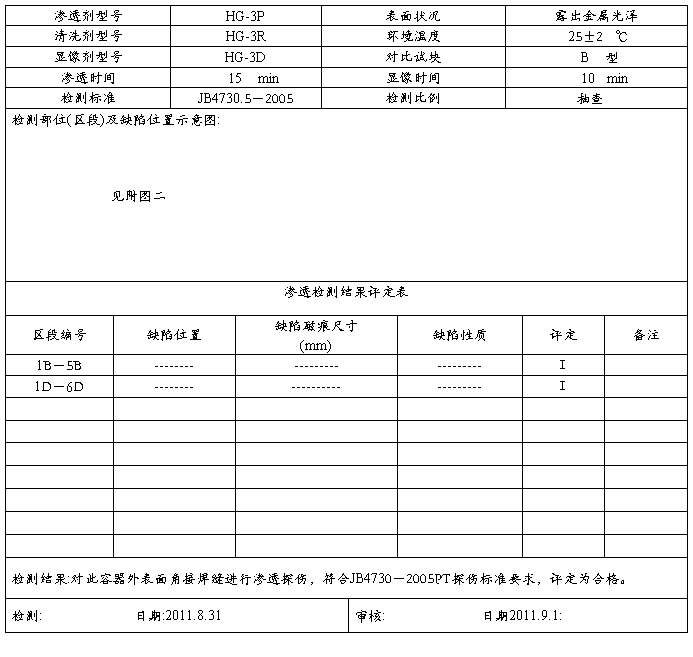
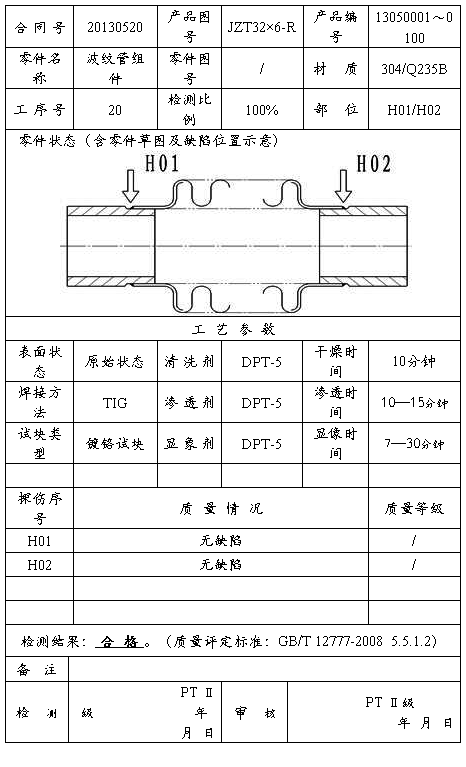
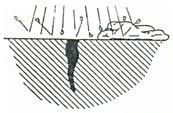
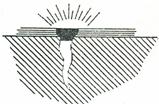
着色渗透探伤是采用带有红色染料的渗透剂的渗透作用,显示缺陷痕迹的无损探伤法。渗透探伤是检验表面开口缺陷的常规方法。渗透探伤的基本原理是在被检工件表面涂上某种具有高渗透能力的渗透液,利用液体对固体表面细小孔隙的渗透作用,使渗透液渗透到工件表面的开口缺陷中,然后用水或其它清洗液将工件表面多余的渗透液清洗干净,待工件干燥后再把显像剂涂在工件表面,利用毛细管作用将缺陷中的渗透液重新吸附出来,在工件表面形成缺陷的痕迹,根据显示的缺陷痕迹对缺陷进行分析、判断。其基本原理及基本步骤见图1。




焊接件的探伤:
(1)表面预处理 焊缝及热影响区表面容易粘有焊渣、焊剂、飞溅物、氧化物等污物,在进行着色检测前要进行清理,常用的清理方法是机械清理法。污物清理干净后,再用清洗液清洗焊缝表面的油污,最后用压缩空气吹干。
(2)渗透 由于焊接工件的尺寸一般较大,所以施加渗透液时,常采用喷涂或刷涂,一般应在焊缝上反复施加3~4次,每次间隔3~5min,小型工件可采用浸涂法
(3)去除 先用干燥、洁净不脱毛的布或纸按一个方向进行依次擦拭,直至大部分多余渗透剂被去除后,再用蘸有清洗剂的干净不脱毛布或纸进行擦拭,将被检面上多余的渗透剂全部擦净。
(4)干燥 清洗干净的焊缝及热影响区表面可经自然风干或用压缩空气吹干。
(5)显像和观察 利用压缩空气或压力喷罐将溶剂悬浮显像粉均匀地喷洒在焊缝及热影响区表面,显像3~5分钟后,可用肉眼或借助3~5放大镜观察所显示的图像,为发现细微缺陷,可间隔5分钟观察一次,重复观察2~3次。
…… …… 余下全文
渗透探伤实验指导书及实验报告
一、 实验目的:学会利用渗透探伤实验检测焊接等工件的表面或近表面的裂纹、气孔等缺陷。更重要的是要同学们熟练的掌握并学会运用无损检测技术。
二、 实验内容:利用带有荧光染料(荧光法)或红色染料(着色法)渗透剂的渗透作用,显现缺陷痕迹的无损检验法。
三、 实验原理:在被检测工件表面涂覆某些渗透力较强的渗透液,在毛细作用下渗透液被渗入到工件表面开口的缺陷中,然后去除工件表面上多余的渗透液(保留渗透到表面缺陷中的渗透液),再在工件表面上涂上一层显象剂,缺陷中的渗透液在毛细作用下重新被吸到工件的表面,从而形成缺陷的痕迹。根据在黑光(荧光渗透液)或白光(着色渗透液)下观察到的缺陷显示痕迹,作出缺陷的评定。
四、 实验方法:渗透探伤的步骤:预处理(干燥,去除铁锈、氧化皮、油渍、污渍等)、渗透、中间清洗、干燥、显象、观察、质量评定。
五、 实验步骤:
1、预处理
在渗透探伤前,应对受检表面及附近30㎜范围内进行清理,不得有污垢、锈蚀、焊渣、氧化皮等。当受检表面妨碍显示时,应打磨或抛光处理。在喷、涂渗透剂之前,需清洗受检表面,如用丙酮干擦,再用清洗剂将受检表面洗净,然后烘干或晾干。
2、渗透
用浸浴、刷涂或喷涂等方法将渗透剂施加于受检表面。采用喷涂法时,喷嘴距受检表面宜为20~30㎜,渗透剂必须湿润全部受检表面,并保证足够的渗透时间(一般为15~30min)。若对细小的缺陷进行探测,可将工件预热到40~50℃然后进行渗透。
3、乳化
当使用后乳化型渗透剂时,应在渗透后清洗前用浸浴、刷涂或喷涂方法将乳化剂施加于受检表面。乳化剂的停留时间可根据受检表面的粗糙度及缺陷程度确定,一般为1~5min,然后用清水洗净。
4、清洗
施加的渗透剂达到规定的渗透时间后,可用布将表面多余的渗透剂除去,然后用清洗剂清洗,但需注意不要把缺陷里面的渗透剂洗掉。若采用水清洗渗透剂时,可用水喷法。水喷法的水管压力为0.2Mpa,水温不超过43℃,当采用荧光渗透剂时,对不宜在设备中洗涤的大型零件,可用带软管的管子喷洗,且应由上往下进行,以避免留下一层难以去除的荧光薄膜。当采用溶剂去除渗透剂时,需在受检表面喷涂溶剂,以去除多余的渗透剂,并用干净布擦干。
…… …… 余下全文