前言:
通过这次的钳工实习报告,向老师讲述我们的实习过程和实习心得。
实习目的:
钳工是以手工操作为主,使用各种工具来完成零件的加工、装配和修理等工作。与机械加工相比,劳动强度大、生产效率低,但是可以完成机械加工不便加工或难以完成的工作,同时设备简单,故在机械制造和修配工作中,仍是不可缺少的重要工种。钳工实习是一门实践基础课,是机械类各专业学生学习工程材料及机械制造基础等课程重要的必修课,是非机类有关专业教学计划中重要的实践教学环节。对于我们机械类学生来说,钳工实习有利于我们掌握对锯削,挫削,钻孔和简单装配等基本技巧,掌握钳工的基本知识、钳工工艺理论和相关仪器的使用方法
实习的工具及设备:
台虎钳;钢锯;锉刀;圆形锉刀;游标卡尺;铁条;电钻;手套;铅笔
实习内容:
1、钳工基本知识介绍;
2、钳工主要技能讲解;
3、钳工的基本操作和注意事项;
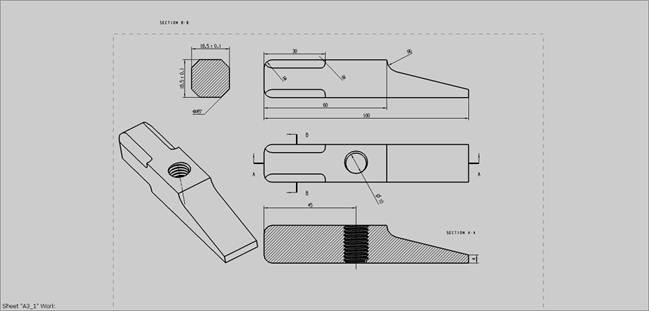
4、通过锯削、挫削、钻孔以及后期精加工等操作制造一把铁锤。
实习步骤:
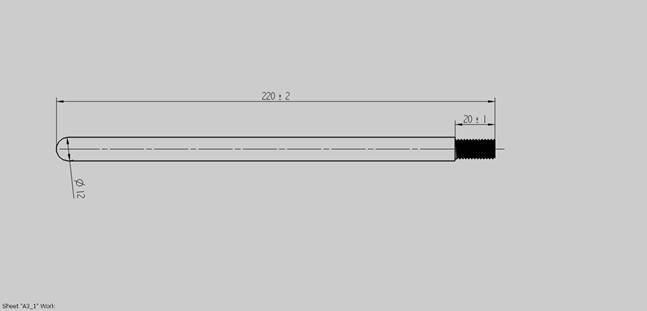
1、选择长度合适的铁条;
2、把所用铁条夹在台虎钳上,用游标卡尺量出约100mm的铁条;
3、要调节好锯口的方向,起锯时应该以右手拇指靠住锯条(本人是左撇子),以防止锯条横向滑动,左手稳推手柄,锯条应该与工件倾斜一个锯角,约10度~15度,起锯时锯弓往复程短,压力适中,往复速度要快,锯条要与工件表面垂直。锯弓应该直线往复,切记不可摆动
4、起锯完成后,手腕发力,使锯条施加一个接近90度的压力给铁条,往复切割直至铁条锯断;
5、在距离顶部各30mm的地方锯出两个浅浅的圆圈,两圆距离约6mm,使用圆形锉刀,沿着两个圆圈圈定的范围锉出一道圆形小沟;
6、使用锉刀打磨锤头的形状。锉刀推进时,前手压力逐渐减小后手压力大则后小,锉刀推到中间位置时,两手压力相同,继续推进锉刀时,前手压力逐渐减小后压力加大。直到磨出一个锤头的模样;
7、使用锉刀对铁条非锤头的一端进行打磨,使其光亮如新;
…… …… 余下全文