
 焊接工艺作业指导书
焊接工艺作业指导书
本指导书适用于手工电弧焊和自动焊方法完成的由普通碳素结构钢或普通低合金结构钢制造的焊接结构件。对本作业指导书未规定的要求,应在图样或技术条件中规定。
1.焊前准备
1.1材料
1.1.1焊接结构件所用材料的钢号、规格、尺寸应符合图样和产品技术条件的规定。
1.1.2钢材和焊接材料必须备有合格证书。对于无牌号、无合格证书的钢材和焊接材料必须补做试验,严禁使用牌号不明、未经技术检查部门验收的各种材料。
1.1.3用于焊接结构件的焊条、焊丝与焊剂,应与被接材料相适应,并符合焊条标准GB981-76的要求。
1.1.4焊条在使用前一般应烘干。酸性焊条视受潮情况在75~150°C烘干1~2小时;碱性低氢型结构钢焊条应在350~400°C烘干1~2小时。烘干的焊条应放在100~150°C保温箱(筒)内随用随取。低氢焊条在常温下超过4小时应重新烘干。
1.2钢材的矫正
1.2.1各种钢材在划线前其形状偏差不符合本规程第1.2.2、1.2.3条的规定者,应进行校正。
1.2.2钢材的最大波浪和局部凹凸不平差,用1m平尺检查时不得超过下列数值:板厚δ≤8mm时不大于2mm,δ>8mm时不大于1.5mm,对于走台板不大于5mm。
1.2.3型钢变形的最大波浪和局部凹凸不平差,用1m平尺检查时不得超过1mm,最大弯曲值不得超过L/1000(L-可测的最大长度,以下同)。
1.2.4钢材的矫正,一般在冷态下用辊式矫正机或压力机进行。若在平台上用手锤矫正时,锤痕深度不超过以下规定:对钢板在平面上为0.5mm,在立面上为1mm;对型钢在平面上为1mm,在立面上为1.5mm。

 1.2.5弯曲度较大的钢材在热态下矫正时应加热至900~1100°C(低合金钢用较低温度),矫正后的钢材表面凹凸伤痕及锤痕,按上一条规定。
1.2.5弯曲度较大的钢材在热态下矫正时应加热至900~1100°C(低合金钢用较低温度),矫正后的钢材表面凹凸伤痕及锤痕,按上一条规定。
1.3号料、切料及刨边
1.3.1制作样板及号料时,应考虑焊接结构件的收缩量及装配间隙。
1.3.2对于需要刨边或机械加工的钢材,号料时应按工艺文件及本作业指导书第1.3.5、1.3.6条的规定留刨边余量。
1.3.3剪切后剪切面与轧制面应垂直,其斜度允差不得大于1:10,边棱上的堆积物、毛刺和凹凸不平应铲除,毛刺高度不得大于0.5mm,刻痕不得大于1mm(剪后需机械加工者不在此限)。
1.3.4气割后的质量应达到如下指标:
a.在厚度方向的偏斜差,板厚δ≤24mm时不超过2mm,δ>24mm时不超过2.5mm;
b.表面不平度,δ≤24mm时不超过1mm,δ>24mm时不超过1.5mm;
c.局部咬边深度不超过3.5mm,咬边长度不超过200mm,且总计咬边长度不得超过切割长度的20%。
1.3.5焊缝坡口可刨出、铲出、砂轮磨出、炭弧刨或气体切割。坡口制出后应清除毛刺、裂纹、熔渣及不平。
1.4钢材的成型弯曲
1.4.1金属结构的主要计算构件,当弯曲应力与承载应力一致时(如起重机主梁下盖板),只有当弯曲半径大于下列数值时才允许冷弯:钢板R≥25δ;I字钢R≥25B或R≥25H,槽钢R≥45B或 R≥25H;钢钢R≥45B。
注:δ—钢板厚度,B—型钢的腿宽或边宽,H—型钢的高度,R—弯曲半径。
1.4.2热弯时应加热至900~1100°C,弯曲完成时温度不低于700°C。对低合金钢应注意缓冷。
1.4.3管子的弯曲半径必须大于管子外径的3倍。
1.5钢材的拼接
1.5.1盖板和腹板的对接缝不可在同一断面上,必须相互错开200mm以上。
1.5.2当腹板用整钢板不够时,拼接的宽度不应小于100mm。腹板的十字交叉焊缝只允许布置在受压区。


 1.5.3起重机主梁下盖板,在跨度中央左右各2.5m范围内一般不应有接缝,如必须拼接应采取45°斜拼缝。
1.5.3起重机主梁下盖板,在跨度中央左右各2.5m范围内一般不应有接缝,如必须拼接应采取45°斜拼缝。
1.6结构件的装配
1.6.1装配前必须将各焊接处及距焊接边缘20mm(自动焊30mm)范围内的铁锈(不包括轧制氧化皮)污垢、油腻、毛刺、涂料及熔渣等清除干净。焊接结构件接头型式、尺寸应符合GB985~986-88的规定。
1.6.2对重要构件禁止在非焊区内引弧。
1.6.3装配时的临时点焊若是以后焊缝的一部分,则所用焊条及其要求应和正式焊缝一样。
1.6.4各连接件互相接触的表面及焊后难以涂漆的表面(如桁架杆件、桁架的节点、接头、加筋板、开式箱形梁及任何焊后难以涂刷或无法涂刷的地方),在未焊前必须涂上底漆。
1.7焊接材料的选用
1.7.1采用Q235等材质的构件时,选用E43电焊条。
1.7.2采用16Mn等低合金材质制作时,选用E50电焊条。埋弧焊用H08A焊丝,焊剂431。
1.7.3 CO2气体保护焊,用H08Mn2SiA。
2.焊接
2.1重要构件的焊接必须持证焊工担任。
2.2在露天焊接时,下雨、大雾及钢材潮湿时不得焊接。焊接重要构件时,环境温度应在-10°C以上,低于此温度时应采取预热措施,预热温度为100~150°C。
2.3焊接的顺序应保证使焊接构件的收缩应力和变形趋于最小。
2.4间断焊缝的长度偏差不得超过-5%和+10%;节距的偏差不得超过-20%和+5%。
2.5重要对接焊缝的首尾应加与母材等厚、相同坡口的工艺板,引弧与灭弧均应在工艺板上进行,以免产生未焊透及火口等缺陷。
2.6焊接后必须及时将熔渣、焊瘤及飞溅清除干净。多层焊时,只有将前层的熔渣、焊瘤、飞溅、清除后才进行下一次焊接。
 2.7对低合金结构钢应在下列条件下施行预热(预热温度为100~150°C):板厚δ≤16mm时在-10°C以下;16<δ≤24mm时在-5°C以下;24<δ≤40mm时在-0°C以下;δ>40mm时均预热。
2.7对低合金结构钢应在下列条件下施行预热(预热温度为100~150°C):板厚δ≤16mm时在-10°C以下;16<δ≤24mm时在-5°C以下;24<δ≤40mm时在-0°C以下;δ>40mm时均预热。
2.8对低合金结构钢采用自动焊时,焊后为保证缓冷,焊药不急于回收。
3.焊接变形的矫正
3.1焊接变形的矫正,热态下不准在300~500°C时进行机械矫正和锤击,以免产行脆裂。
3.2用气体火焰局部加热矫正时应注意下列各点:
a.对重要构件,禁止在同一部位重复加热,以免引起钢材金属组织和机械性能的变化;
b.不允许在同一断面造成拉、压双向应力的反复矫正;
c.对重要构件禁止浇水冷却;
d.需要经过热处理的构件,应在热处理前矫正,以便一并消除内应力。
3.3用气体火焰局部加热矫正时,其加热温度可在700~850°C之间,对低合金钢不宜超过900°C。
3.4对设计或工艺上有要求的结构件,焊后应进行消除内应力处理。
4.焊接质量检查
4.1焊接接头型式与尺寸应符合有关图样及标准的规定。
4.2所有焊缝都应进行外部检查,以判断有无下列不允许存在的缺陷:烧穿、裂纹、鳞状高度不均匀、焊缝间断、露出弧坑及深度超过0.5mm、长度超过焊缝长度15%的咬边。
4.3重要的对接焊缝(如起重机主梁受拉区的盖板、腹板)应进行无损探伤,射线探伤时应不低于GB3323中规定的Ⅱ级,超声波探伤时应不低于JB1152中规定的Ⅰ级。
4.4 X射线拍片检查的部位由技术检查部门指定,如拍照发现有不允许的缺陷,应在缺陷的延伸方向或可疑方向作补充拍照,补充拍照后仍有怀疑时,则该焊缝应全部拍照。
4.5对于无法用超声波及X射线等方法进行无损探伤的重要焊缝,或技术检查部门发现其他现象认为需要钻孔检查者,则应进行钻孔检查。钻孔直径必须露 出整个焊缝的横断面(包括每边1~1.5mm的构件金属),钻孔数量按表2规定:
出整个焊缝的横断面(包括每边1~1.5mm的构件金属),钻孔数量按表2规定:

4.6钻孔检查后,必须将带有缺陷的整段焊缝完全清除后再重新焊补。焊补后重新钻孔检查,但钻孔数应比原规定增加一倍。检查合格后钻孔处应焊补填满。
4.7严格按照设计图02-53-4-22之设计说明执行。
4.8无损检验
4.8.1钢梁构件的焊缝应在焊接完成24小时后进行无损检测。除非经监理和设计人员同意,否则主要零部件的焊缝应在校正后进行无损检测。
4.8.2无损检测的仪器应定期计量标定合格,从事无损检测的人员应持有相应的资格证书。工厂的加工工艺中应有相应的无损探伤工艺及安排。无损探伤时,应有监理参加共同检查。所有检查处必须作好原始数据记录。
4.8.3主要受力焊缝如桥面板、底板的纵横向拼接焊缝、拱肋底拼接焊缝,要求超声波探伤抽查为100%,另抽10%进行X射线探伤。
4.8.4总段内纵向U肋、“I”肋的对接缝,超声波探伤抽查为25%。磁粉探伤检查为100%。
4.8.5总段环形对接焊缝,均需100%超声波检查,100%磁粉检查。
4.8.6总段内的角接焊缝,应进行100%磁粉检查。
4.8.7工地环形大接头对接焊缝,应进行100%超声波探伤,100%磁粉探伤。对无可避免的“十”字正交接缝处,用X光射线检查(一张片子),角接焊缝100%磁粉探伤。通长纵肋的对接焊缝应100%超声波检查及100%磁粉检查。
第二篇:线材焊接工艺作业指导书
文件编号:
发行版次:A
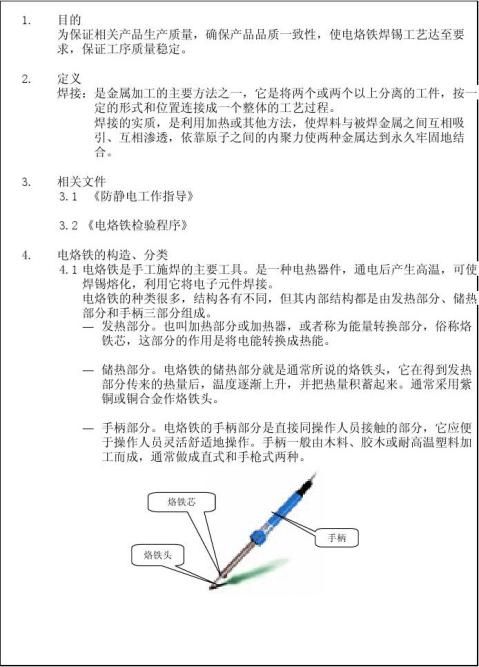
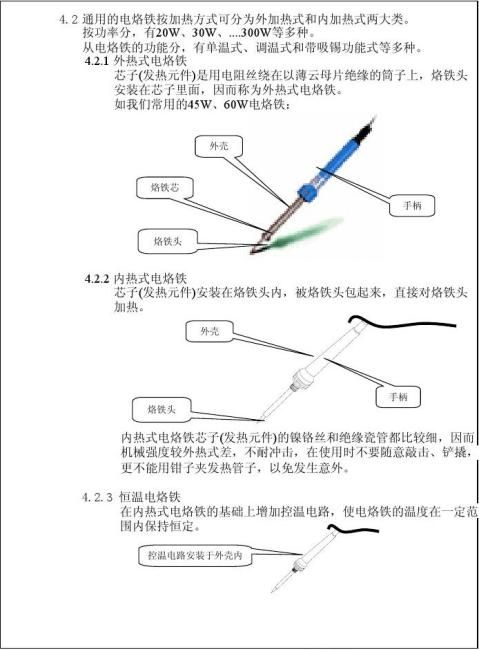
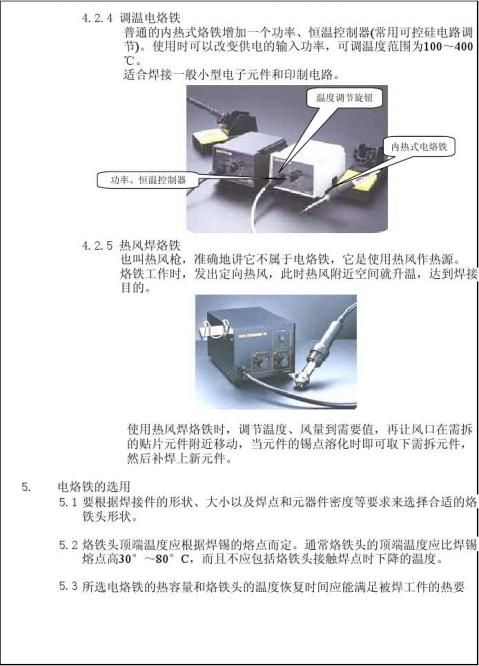
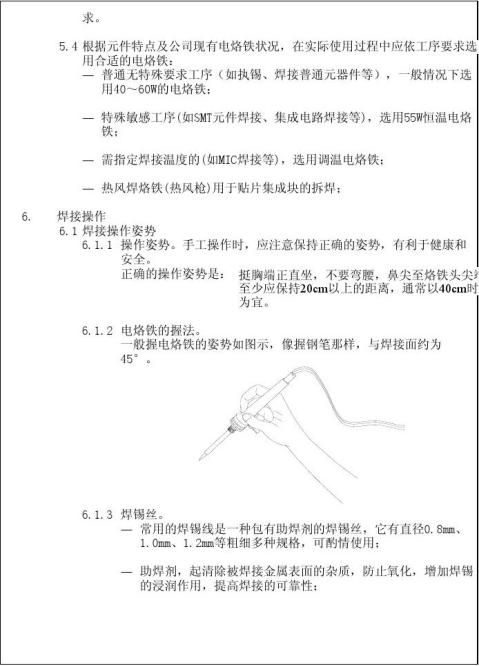
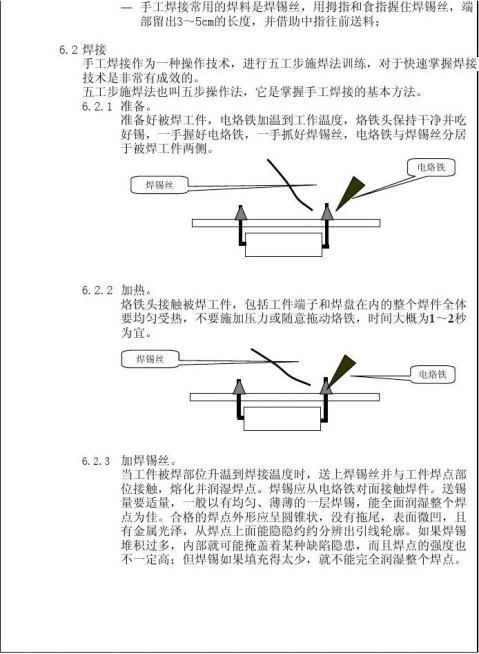
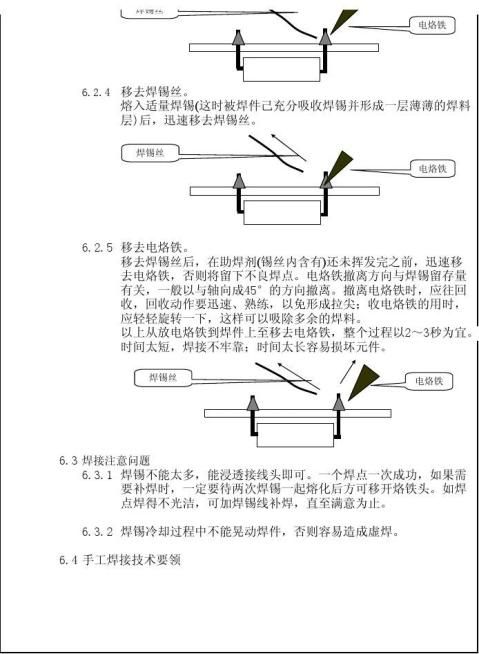
页 数:第1页共9页题目:电烙铁焊锡工艺操作指导文件编号:
发行版次: A
制 定:日 期:审 核:日 期:批 准:日 期:
非蓝色印章文件为不受控文件,
请参阅受控版本文件。
受控印章
文件编号:
发行版次:A
页 数:第2页共9页
文件编号:
发行版次:A
页 数:第3页共9页
文件编号:
发行版次:A
页 数:第4页共9页
文件编号:
发行版次:A
附 录 6.1:第5页共9页
文件编号:
发行版次:A
页 数:第6页共9页

文件编号:
发行版次:A
页 数:第7页共9页
文件编号:
发行版次:A
页 数:第8页共9页
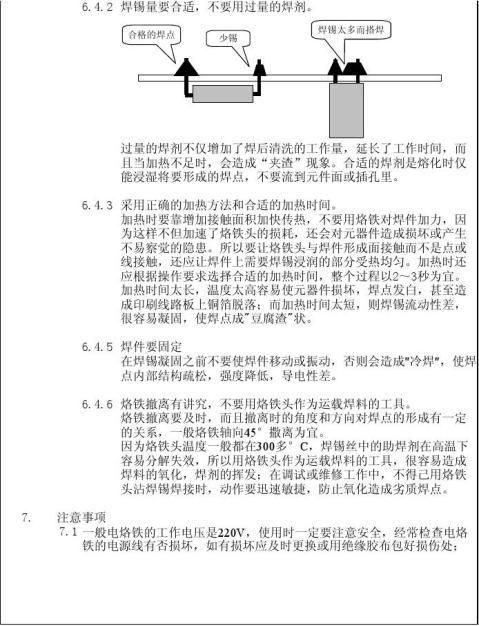
6.4.1焊件表面须干净和保持烙铁头清洁。
文件编号:
发行版次:A
页 数:第9页共9页
7.2电烙铁需安装接地线配三芯插头,使其外壳良好接地,确保安全;
7.3定期检测电烙铁温度及接地线应达至要求;
7.4发现烙铁柄松动要及时拧紧,否则容易把电源线与烙铁芯的引出线柱之
间的连接线头绞断,发生脱落或短路;发现烙铁头松动要及时紧固;不准甩动使用中的电烙铁,以免焊锡溅出伤人;
7.5更换烙铁芯时,要注意电烙铁内部的三根线,其中一根是接地线,该接
地线是与三芯插头及外壳相连的,不可接错;长时间不使用电烙铁,应取下电源插头,而切断电源;
7.6新电烙铁初次使用或新更换烙铁头时,应先在电烙铁头上搪上一层锡;
电烙铁使用一段时间后,应取下烙铁头,去掉烙铁头与传热筒接触部分的氧化层,再将烙铁头装上,避免时间长取不下烙铁头,防止烙铁头卡死在壳体内;
7.7烙铁头应经常保持清洁,使用时应在石棉毡等织物上擦几下,以除去氧化层或污物,否则影响焊接,且石棉毡等应保持湿润。