协议编号:
模具开发技术协议
甲方:
法定地址:
乙方:
法定地址:
鉴于乙方具有开发本协议下产品模具的能力、技术、设施及合法资质,甲乙双方经友好协商
就 所列模具 (以下简称“该产品”,详见附件编号/《》)开发事宜达成模具开发技术协议(以下简称本协议),具体如下:
一、 协议总体要求
乙方为甲方设计制造共 模具,其中 套连续模, 套工程模,所制造模具需满足以下条件和要求:
1、 在正常使用情况下,按照月30000件次为期限定期维护为前提下,模具寿命达30万件次以上进行模具设计;
2、 模具结构及操作方式:模具设计机构尺寸至少确保能在甲方所提供的设备清单中的一台上使用,如不能满足,乙方需更改结构或双方协商由甲方提前购买相应设备,模具设计制造高度统一比所选用冲床设备最大闭合高度底20mm,保证高度一致便于实现甲方送料自动化、夹模自动化及机械手冲压自动化。
模具闭合高度参数:JH21-80 闭合高度300;JH21-125 闭合高度330,JH21-160 闭合高度380,J31-400 闭合高度480,需要垫高的下码板厚度25,开U型码板槽40x30。
3、 在进行模具设计前,乙方需对甲方提供的产品图纸进行特殊特性分析并做好特殊特性清单,提交甲方进行确认,以确保在模具设计开发时能够满足特殊特性要求,如不能满足图纸要求乙方需以书面形式提出可保证的精度及可能的措施报甲方及上层顾客审批;
4、 乙方工艺图纸设计完成后,需经甲方确认会签,甲方确认会签后乙方才可进行模具设计。 乙方需提前将需要会签的内容、明细发于甲方;
5、 模具设计开发时乙方根据以往的经验及自己对产品的理解,有责任提醒甲方增加在图纸技术要求中因疏忽而缺少的功能控制点尺寸;
6、 乙方应对零件的工艺进行认真分析,若零件存在冲压工艺性问题,应在合同签订后15天内向甲方提出产品设计变更书面请求;
7、 乙方模具设计完成后,需经甲方确认会签。会签内容:工艺数模评审表、DL图、模具结构图、模具材料明细表、模具标准件明细表等;并需按技术资料交付清单提供相应的技术资料。模具结构形式统一,并且符合技术协议中的模具规格要求
8、 乙方对甲方审查、会签时提出的问题应积极解决,有分歧的问题应协商解决;
9、 乙方应保证冲压工艺、模具、明细表等的正确性。如因乙方设计、制造原因等原因产生的费用由乙方自行承担。
10、 乙方模具设计应满足甲方连续冲压方式并与甲方压力机相应参数匹配;
11、 模具交付时,乙方需提供3套易损件备品(即冲头小于6mm的异形冲头、圆冲头及非标冲头);
12、 模具交付预验收通过前,顾客装车所需的零部件样件,乙方负责制作,原则上乙方按照图纸材质 材规要求自行采购,难购材料通过协商甲方可进行调拨;
13、 模具凸、凹模材料选择锻打Cr12MoV、DC53、DCMX、SKD11、SKH55或更高级别性能的模具材料,硬度要求HRC58~62,模具成型部位进行TD处理,材质屈服强度400MPA以上的凸、凹模材料采用DC53、DCMX,硬度要求HRC58~62, TD处理。
14、 模具弹簧、氮气弹簧、导柱导套、斜楔、导板、凸模固定板等标准件采用MISUMI,接近开关、光电开关等传感器电器采用OMRON,接线盒等采用HARRISON。
15、 模具应设计方便吊装及快速装模的装置。
16、 模具外表刷铁红防锈底漆,刷天蓝色面漆。标识銘牌及顶杆銘牌采用铝板激光印刷。
17、 模具在运输过程中应有良好的包装及保护装置,以确保模具的精度。
18、 售后服务为终生保修,区内要求售后服务响应时间为4小时,区外要求售后服务响应时间为20小时。对于模具在设计寿命30万冲次期间,因模具设计机构及材料问题造成的故障,乙方负责免费维修,因甲方使用不当造成的故障乙方有义务帮助甲方维修,维修费用有甲方承担。
19、 乙方须成立项目管理机构并有专人对项目的进度和日常事务进行管理; 乙方应在协议签订后3日内向甲方提供详细的模具设计制造进度计划,经甲方确认后严格遵照执行。
二、 模具技术要求
1、 整体结构形式要求
1) 模具必须能够保证冲压件的质量和精度,必须能满足使用性能、安全性、制造工艺性、可维修性和规定的生产效率等方面的要求;
2) 模具结构应先进、可靠、合理;结构尺寸及零件选用均采用公制。大、中型模具本体为实型铸造箱式框架/钢板模架结构,应保证模具的强度、刚度和外观质量。模具图中应画出弹簧压缩曲线图,工作行程图等相关信息;模具应有防止装错的结构及功能。
3) 斜楔机构尽可能设置在两侧非操作区,不能妨碍制件的投入和取出。若由于模具结构限制,必须设置在操作区时应采用吊楔机构,所有斜锲均设置强制复位机构;
4) 自动漏料角度大于25度以上,因结构限制无法达到要求的应该设计机械或高压气体排料装置
5) 模具导柱均安装在下模座上,模具的起重和翻转应在设计时考虑;
6) 所有模具必须有起吊装置,方便模具的吊运;
7) 安全性
①模具应加行程、存放限制器,对于有弹性退料装置的模具,必须使用存放限制器,并保持存放时弹性体不受压缩;
②为便于上下模合模时的安全性,应设计防反装置;
③上模的活动部件均应有安全措施;
④模具零部件必须考虑防松、防崩、防脱落、防反、防冲击等措施;
⑤连续模必须设置误送料检测装置。
2、 分类结构形式要求
1) 凹模及压料板工作表面粗糙度Ra0.8,上下模座加工面及凸模安装面表面粗糙度Ra1.6;
2) 标准的冲孔凸模尽量采用标准的凸模固定板与模具连接,定位应可靠,拆卸应方便,标准的冲孔凹模采用镶套结构,镶块的固定螺钉在同一套模具中应选用同规格尺寸(等径、等长等);
3) 采用整体压料板。压料板与上模之间用自润滑导向板导向,对尺寸较小布置不了导向板的采用导柱导向。对于长度大于1500mm的大型模具应采用侧销限位,并相应采用安全侧销;对于长度小于1500mm的模具采用直立限位螺栓限位(4支以上),并相应采用安全侧销或安全限位螺栓。上模安全侧销要有锁定孔;
4) 制件定位准确可靠,操作方便,生产过程中制件不能发生变形;
5) 废料刀布置合理。废料的形状不能为U形(对于特殊形状的制件,会签时确认);
6) 刃口切入量:a、边切入量3-8mm;b、孔切入量为:孔径>∮6取3mm、孔径<∮6取2mm;
7)当发生锐角剪切时,被剪切面法线与剪切方向之夹角不大于250,否则采用斜锲侧切或悬吊斜锲冲切,其具体结构以会签为准;
8)当有两件设计在同一模具上的情况,考虑两件受力平衡性;
9)模具快速定位、下托板的后侧要有两个“U”型快速定位槽标。
3、 模具设计结构要求
1) 模具高度:
①存放高度小于模具最大装模高度;
②模具存放时,保证所有弹性元件处于非压缩状态;
③保证模具存放安全。
2) 模具上印字的要求:
①上模的文字:左侧标示“模具编号”、右侧标示上模重量,单位:吨。
②下模的文字:左侧标示“模具编号”,右侧标示模具总重量,单位:吨。
③送料方向标记在模具下模座的前侧。
④模具标牌。在标牌上标有钣金件名称和编号,模具名称和编号、制造厂名和制造日期及上型重量和模具总重量,位置统一在模具正前方,标牌安装用铆钉铆接在模具上。
4、模具材料应用:(具体见下表)
①模座: 45*(上模40-80MM厚;下模50-100MM厚);
②垫板: Cr12(20-30MM厚);
③夹板: 45*(25-30MM厚);
④卸料板:Cr12/P20(30-45MM厚);
⑤模板:Cr12/Cr12MoV;
⑥凸凹模刃口:SKD11/DC53;
⑦成型块:Cr12MoV/ SKD11/DC53/DCMX。
三、模具设计制造时间节点
乙方在签订技术协议3日内,必须提供一份详细、可操作的模具进度计划。该进度计划必须满足以下时间节点的要求:
1、产品数模发放时间:20##-5-30前
2、模具方案设计的时间:20##-6-8前完成。
3、模具整体设计的时间:20##-6-11前完成(乙方提交模具材料/标准件清单给甲方审批)。
4、模具设计评审的时间:20##-6-12前完成。
5、模具制造完成在20##年7月10日之前,20##年7月13日交样25套,样件要求关键特性合格率100%,检测项合格率达80%以上,送至甲方指定工厂。
6、 20##年7月28日模具发运到甲方指定现场,20##年8月20日前模具在甲方现场进行连续生产300~500套生产终验收,要求关键特性合格率100%,检测项合格率达90%以上。
7、乙方应安排专人负责模具加工进度监督,并负责与甲方进行技术沟通,每周星期五邮件汇报更新工装制作进度(附带实物进度照片)。
8、乙方承诺严格按照甲方的项目进度要求完成各项工作,并积极配合甲方在完成项目工作过程中提出的协助要求,不得以任何要求推诿或拒绝。
9、甲方如有临时设变要求,涉及到周期变更的,可双方沟通协调变更样件交货时间。
四、技术资料交付

五、模具验收要求
1、模具预验收由乙方、甲方、三方安排人员在乙方现场进行。验收包括静态检查、动态检查以及冲压制件质量检查三个方面,关键特性合格率100%,检测项合格率要求达80%以上。
2、终验收由乙方、甲方、三方安排人员验收在甲方生产现场进行,验收包括静态检查、动态检查以及冲压制件质量检查三个方面,关键特性合格率100%,检测项合格率要求达90%以上。
3、预验收乙方提供必需的检测仪器、设备、人员等工作条件;产品质量验收以甲方检具检测结果为准。
4、模具预验收标准:连续试冲出不少于300件合格冲压件,且模具的动、静态检查合格。现场预验收合格,双方签字认可后方可发运至甲方指定地点。发运时模具型腔内需保留最终状态工序件1件;
5、在甲方指定的生产现场,乙方配合甲方对模具进行现场终验收。模具验收标准:乙方派人负责对模具进行调试,模具应该甲方指定设备,能连续正常生产5000件合格冲压件或者完成2个月正常生产任务,即为模具现场终验收合格。
六、知识产权
1、甲方委托乙方开发的该产品的知识产权属甲方所有,在任何情况下, 未经甲方书面同意,乙方不得将所完成的技术成果应用到第三方的产品和项目或转让给第三方使用或销售。
2、乙方接受甲方委托所完成的发明创造中如果使用了乙方在国内或国外已经申请专利或者拥有其他知识产权的技术或产品的,甲方不得再就完全相同的技术或产品申请专利,但可免费使用。如果甲方运用前述技术或产品制造的产品出口到乙方前述技术或产品申请专利或者拥有其他知识产权的国家或地区,不构成对乙方专利权或其他知识产权的侵犯,乙方应免费许可甲方使用。
3、乙方根据甲方委托所完成的该产品,未经甲方书面许可,乙方不得向任何第三方配套、提供或者以其他方式转让本合同所规定的配套产品或类似产品;也不得向任何第三方出售、赠与或者以其他方式转让含有本合同所规定的配套产品技术信息的模具、专门生产工具、设备等物体。乙方违反上述约定,应对甲方进行赔偿,赔偿金额不低于乙方因违反上述约定所获得的全部收入的百分之二百。
七、三包期限
1、模具自验收合格之日起计时,保修一年。在保修期内,检具若发生精度问题或其他方面的质量问题,乙方应在一个工作日内给予答复,并负责免费维修。
2、模具经过保修期后即进入维修期,模具终身维护。若模具发生质量问题,甲方有权要求乙方帮助维修,乙方在接到维修通知后,在两个工作日内赶到现场负责维修,但乙方有权收取一定的维修工本费,有关费用双方协商解决。
八、技术资料的保密
乙方对甲方提供的图纸、技术资料等要严格保密,不得出让或转借给第三方使用。乙方进行的零件结构设计的数模的所有权为甲方所有,不得出让或转借给第三方使用。
九、违约责任
1、因乙方原因造成开发进度延误,乙方应承担迟延履行责任,乙方延期考核金额按照商务合同条款执行,乙方迟延履行超过 20天的,甲方有权单方解除本协议,因乙方的迟延履行给甲方造成的所有损失由乙方负责。
2、甲方委托乙方开发的该产品经双方验收不符合本协议约定或国家相关法规、标准规定的,乙方应在甲方可接受的合理时间内进行重做;如通过重做仍不符合本协议约定或国家相关法规、标准规定的,乙方应退还甲方已支付的该阶段的开发费用。同时,乙方向甲方支付相关联项目总开发费用20%的违约金。
3.任何一方因违反本协议的保密条款而导致另一方蒙受损失,受损方有权向对方追讨经 济损失,以致追究法律责任。
十、本协议一式两份, 甲乙双方各执壹份
本协议包含以下附件:
附件一 零部件模具外包清单
附件二 设备参数清单
附件三 产品图纸
上述附件为本协议不可分割的一部分,与本协议具有同等法律效力。
十一、本协议所有内容甲方拥有最终解释权。
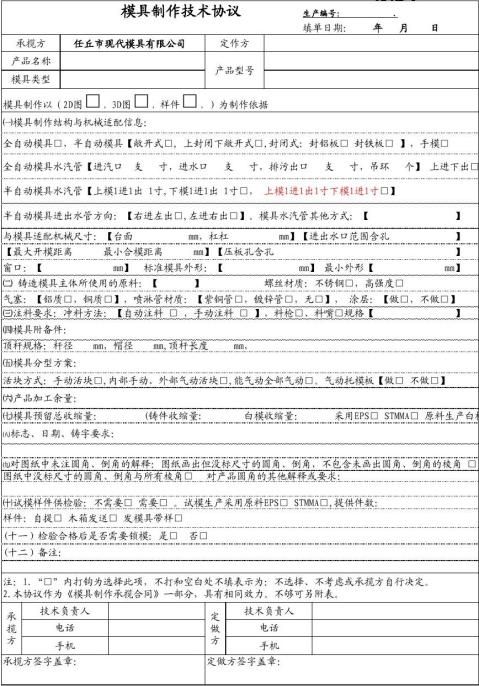
第二篇:模具制作技术协议-现行
模具制作技术协议