五金产品检验标准书
一.目的
为规范五金件的检验作业,明确检验内容和要求,有效管控材料品质,确保满足顾客和生产需要。
二.范围
适用于公司所有五金件的进料检验。
三.抽样方案
采用GB/T2828.1-2003单次抽样,检查水平(IL)和接收质量(AQL)遵循如下规定:

四.定义
4.1 A面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面);
4.2 B面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)。
4.3 C面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。
4.4 △E(DELTA-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。当△E为1.0时,人眼就可以感觉到色彩的变化了。这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度。
4.5 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。
4.6划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
4.7裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。
4.8变形:因加工设备调校不当或材料因内应力而造成的产品平面形变。
4.9氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。
4.10尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。
4.11“R角”过大:产品因折弯或冲压设备精度不够,导致折弯处弧度过大。
4.12表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。
4.13倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。
4.14焊接疤痕:产品焊接后未经打磨刨光而残留的凸起疤痕。
4.15色差:产品表面颜色与标准样品颜色有差异。
4.16异色点:在产品表面出现颜色异于周围颜色的点。
4.17破裂:因机加工损伤而造成产品的裂纹或细小开裂。
4.18麻点:喷涂件表面上有附著的细小颗粒。
4.19堆漆:喷涂件表面出现局部的油漆堆积现象。
4.20阴影:喷涂件表面出现的颜色比周围暗的区域。
4.21露底:喷涂件出现局部的油漆过薄而露出底材颜色的现象。
4.22鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑。
4.23飞油:超出了规定的喷涂区域。
4.24剥落:产品表面出现涂层脱落的现象。
4.25色差:产品表面颜色与标准样品颜色有差异。
4.26光泽度:产品表面光泽与标准样品光泽有差异。
4.27手印:产品表面出现的手指印。
4.28硬划痕:由于硬物摩擦而造成产品表面有明显深度的划痕(用指甲刮有明显感觉)。
4.29软划伤:没有明显深度的划痕(无手感,但肉眼能明显看出)。
4.30毛丝:产品表面出现细小的尘丝。
五.检验条件
5.1 外观检验条件
5.1.1 光源:在朝背散射的自然光照下,或在物件距光源0.65~1.0m的40W日光灯下。
5.1.2 目视距离:300-500mm。
5.1.3 目视角度:检测面与人眼方向成45°~90°。
5.1.4 目视时间:5~10S。
5.2 尺寸检验条件
5.2.1 量测工具:精度为0.01mm的游标卡尺、精度为0.1mm的卷尺或钢板尺、精度为0.01mm的塞尺、精度为0.01mm的塞规、色差仪、精度为0.01mm的高度规、精度为0.002mm的横杆表。
六.检验常用单位代码对照表
表1 常用单位代码对照表

七.检验标准
7.1 说明
7.1.1 当缺陷的直径D<0.30mm且不连续时,可以不作为缺陷。
7.1.2 以下所提到的不良缺陷的数目均指单面上的不良缺陷数目。
7.1.3 以下所提到的不良缺陷的数目中A面缺点总数不大于3,B面缺点总数不大于5,C面缺点总数不大于7。
7.1.4 各材料如有标准未规定要求或不同于本标准要求,则按相应图纸或样板、采购单及客户要求执行。
7.2 包装检验标准(缺陷类别:MA)
7.2.1 外层整齐、合理,包装箱完好无破损且保持整洁干净。
7.2.2 外层包装上应明确标示其物料的规格、数量、名称、订单号、生产日期等且与实物相符合。
7.3 尺寸检验标准(缺陷类别:MA)
7.3.1 按相应材料的图纸、样板、采购单、订购单上尺寸要求执行。
7.4 试装检验(缺陷类别:MA)
7.4.1 取出五金件各配件试装,符合成品装配要求,无装配不良。
7.4.2 外壳装配后间隙<0.50mm,段差<0.30mm。
7.5 素材外观检验标准(缺陷类别:MI),详细见下表:
表2 素材外观检验标准

注:注点缺陷包括异色点、杂质、亮斑等呈现点状形态的缺陷。
7.6 喷涂外观检验标准(缺陷类别:MI)
表3 喷涂外观检验标准
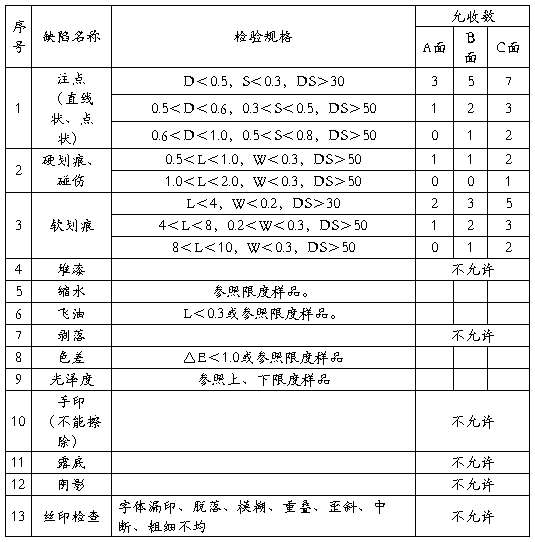
注:注点状缺陷包括颗粒、麻点、毛丝、鱼眼等呈现点状的缺陷。
7.7 电镀、发黑等表面处理外观检验标准(缺陷类别:MI),详细见下表:
表4 电镀、发黑等表面处理外观检验标准
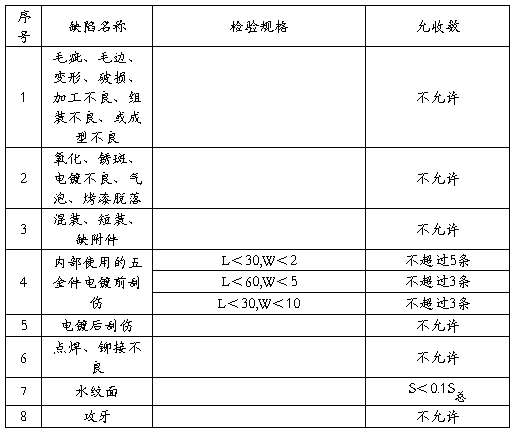
注:注点状缺陷包括颗粒、麻点、毛丝、鱼眼等呈现点状的缺陷。
八.测试项目检验方法及允收标准
8.1 表面磨损试验
8.1.1 酒精擦拭试验
a) 测试规范及要求:用浓度为95-98%的酒精湿润棉布,以500g的力,每秒一次循环的频率来回擦于被测样品表面涂装处,擦拭长度大于5cm,擦拭20次有丝印字体不可有变形与脱落形象,100次后喷涂不可露底。
b) 判定标准:
表5 酒精擦拭试验判定标准

8.1.2 百格试验:
a) 测试规范及要求:用刀片在被测样品表面割划一百个1mm2的方格(伤至本体上),用3M胶纸(型号:600#)贴于其表面并按紧,使胶带均匀粘附于样品表面,然后提起胶带一边沿45°角迅速拉起,拉起胶带后方格内涂装无脱落现象,每单位测试样品以两次测试后结果为准。
b) 判定标准:
表6 百格试验判定标准

8.1.3 胶纸粘贴测试
a) 测试规范及要求:用3M胶纸(型号:600#)贴于样品丝印表面并按紧,使胶带均匀粘附于样品表面,提起胶带一边沿45°角迅速拉起,拉起胶带后丝印无脱落现象,每单位测试样品以五次试验后结果为准。
b) 判定标准
表7胶纸粘贴测试判定标准

8.2 防锈试验
8.2.1 可用5%的盐雾试验来测定,即在35℃温度1千克的压力下连续喷雾3小时,表面无锈为合格产品。当没有盐雾试验设备时,亦可延用3%的标准NaCl溶液做浸渍检验。
8.2.2 判定标准
试验后五金件表面不允许生锈,锐边上的锈迹和任何能够擦掉的淡黄色膜可以忽略不计。
九.记录
9.1按《记录控制程序》的要求做好相关的检验记录并按要求归档保存;
9.2 检验出现异常时按《不合格品控制程序》的要求进行处理。
第二篇:TCL笔记本电脑产品外观检验标准书
NOTEBOOK外观检验标准

产品外观检验标准书
(成型/电镀/喷漆/组装)
制定部门: 研发中心工业设计处 发行日期:2005/11/01
客 戶色 号 图示:
喷钢琴漆
品 名料 号
CORLORPATEL1-450-UJ1040-OX
材
质
机 种
T30
页次:1/3版本: A.0
抽样标准
STD-105E II
GEC6600ABS+30%PC
MIN:0.65
检验条件:
1. 光源:800~1000LUX2. 距离:
眼晴距离产品35-40cm 3.目视产品角度: 90°上下转动30度角 检验階段:
colorpatel_1colorpatel_2colorpatel_3colorpatel_4Back_LCD检查内容
A 首件检查 B 制程巡检 C 出货检查 D进料检查
1
检查项目尺寸
1.卡钩断裂塑 材 机 构
2.射料不足
检验/要求标准检验方法等级工具卡尺/三次元/////卡尺微欧姆計手工分光仪点规厚薄规///////厚薄规/
检查階判定结段果AABCDABCDABCDABCDABCDABCDACCDABCDABCDACABCDABCDABCDABCDABCDACDACABCDABCD
备 注
依照工程图面量测目视目视目视目视目视目视/
微欧姆仪量
测验料单比对比对标准值
MAMAMAMAMAMAMAMAMIMAMAMAMAMIMAMAMAMAMIMAMA
FAI 报告
3.机构位置不正确或者偏移4.BOSS漏埋铜柱
5.铜柱滑牙或者无螺牙
6.埋钉深度低於BOSS表面0~0.2mm(特殊要求不在此限)
7.电镀面距两端10cm测阻值不得超过0.3Ω1.料号规格确认2.色差,超过标准
3.刮伤(或依限度样品)4.变形(上凸1.0mm,下凹0.5)5.缩水(依样品)6.毛边,流纹7.顶白8.断裂9.缺料10.污损
11.结合线(或依样品)12.射出料头须修平
13.开口处不可有毛边或阻碍现象
同色杂质:
A级面ψ≦ 0.3 mm N ≦ 3/ 面 D ≧10cm;B级面ψ≦0.4 mm,N≦3/ 面,D≧10 cm;C級面ψ≦1 mm N≦ 3/面, D≧10 cm;异色杂质:
A级面ψ≦ 0.3 mm N ≦ 3/ 面 D ≧ 10 cm; B级面 ψ≦0.4 mm N ≦ 3/ 面 D≧10 cm; C级面ψ≦ 1 mm N≦ 3/面,D≧10 cm
UV漆依样品为准,原则上表面零缺陷。
2
色差测试报告
3
塑 材 外 观
比对量测目视目视目视目视目视目视目视目视/量测目视
4
塑 材 杂 质
点规量测MA点规ABCD
制程巡检报
告
核准﹕审核﹕Cathy制定﹕Jacky
NOTEBOOK外观检验标准
产品外观检验标准书
(成型/电镀/喷漆/组装)
制定部门: 研发中心工业设计处 发行日期:2005/11/01
检查项
目
检验/要求标准
无感:
A级面L*W≦4 mm * 0.3mm, D≧ 10cm , N≦1/面; B级面L*W≦5 mm * 0.3mm, D≧10cm , N:≦3/面; C级面L*W ≦ 5 mm* 0.3 mm, D≧10 cm , N:≦3/面;有感:
A级面 L*W ≦ 3 mm * 0.3 mm, D≧10 cm , N:≦1/面; B级面L*W ≦4 mm * 0.3 mm, D≧10 cm , N:≦3/面;C级面L*W≦5 mm * 0.3 mm, D≧10 cm , N:≦3/面UV漆依样品为准,原则上表面零缺陷。
页次:2/3版本: A.0
工具
检查階判定结段果
备 注
检验方法等级
5
塑材
刮伤划伤擦痕
点规量测MA点规ABCD
制程巡检报
告
6
7
脱漆双液型油漆,不可以脱漆
同色杂质:
A级面ψ≦ 0.3 mm N ≦ 3/ 面 D ≧10cm;B级面ψ≦0.4 mm ,N≦3/ 面,D≧10 cm;C级面ψ≦1 mm涂装N≦ 3/面, D≧10 cm;
杂质异色杂质: A级面ψ≦ 0.3 mm N ≦ 3/ 面 D ≧ 10
cm; B级面 ψ≦ 0.4 mm N ≦ 3/ 面 D≧10 cm; C级面ψ≦ 1 mm N≦ 3/ 面,D≧10 cmUV漆依样品为准,原则上表面零缺陷。无感: A级面L*W≦4 mm * 0.3mm, D≧ 10cm , N≦1/面; B级面L*W ≦5 mm * 0.3mm, D≧10cm , N:≦3/面; C級面L*W ≦ 5 mm * 0.3 mm, D≧10 cm ,涂装N:≦3/面;有感:A级面 L*W ≦ 3 mm * 0.3 mm,
划伤D≧10 cm , N:≦1/面; B级面L*W ≦4 mm * 0.3 mm,
D≧10 cm , N:≦3/面;C级面L*W ≦5 mm * 0.3 mm,D≧10 cm , N:≦3/面
UV漆依样品为准,原则上表面零缺陷。
1. 漆面顏色以样品核对,並辅以色差分光仪,以不超过ΔE≦1.5(特殊要求不在此列)为原则2.喷漆不均
涂装3.mark印刷错误/漏印外观4.印刷位置偏移
5.喷漆沾异物 ﹑白点6.印刷缺口﹑白点
目视MA/AC
点规量测MA点规ABCD
制程巡检报
告
8点规量测MA点规ABCD
制程巡检报
告
色差分光仪
量测
目视核对图面核对图面使用点规样品比对
MAMAMAMAMAMAMAMAMACRMAMIMAMAMAMA
色差分光仪光泽度计
ADABCDABCDABCDACDABCDABCDABCDABCDACABDACABCDABCDABCDABCD
制程巡检报
告制程巡检报
告
////目视目视///卷尺目视厚薄规//目视
9
7.烤漆有无刮伤﹑碰伤﹑凹陷使用点规
喷漆垂喷漆过厚,因而在噴漆表面产生流纹状的条纹,所以10目视
流喷漆表面不可有条纹状产生。喷漆桔11因喷漆手法不良造成喷漆表面如桔皮状之表面目视
皮
导电漆使用微欧姆计参照工程规格图面所标示之量测位置以微欧姆计量12
测电阻及其要求值(针对产品不同所要求的值均不同)
组装1.包装型态确认,有无包装不良,或不符合包装图面核对图面13
包装2. 品名、规格、料号:有无标示错误、漏列核对BOM
1.LENS热熔后,须完全平贴本体,不可有松动或脱落的
量测或目视
现象.(或参照图面要求)
组装件目视2.LENS內不得有气泡或缩水情形,表面须干净.14
外观
目视3.LENS按键有无变形
4.LED按键处铜柱浮高
比对样品
核准﹕审核﹕Cathy制定﹕Jacky
NOTEBOOK外观检验标准
产品外观检验标准书
(成型/电镀/喷漆/组装)
制定部门: 研发中心工业设计处 发行日期:2005/11/01
检查项
目
检验/要求标准
5.TOP CASE組裝后LED按键有无变形,按键高度不在同一平面
6.RUBBER脚垫组装后膠垫不平、歪斜、鼓起,脱落
7.POWER指示灯组装后高出BOSS面
8. TOP CASE組裝后T/P KNOB有变形,回弹不到位,卡
组装件键,手感不佳.14
外观
9.组装品铜钉內有熔膠
10.touch-pad超出主机TOP CASE变形,不平整与TOPCASE配GAP过大
11.铜柱缺少
12.卡钩断裂
EMI SHIELDING 压铸件CASE检验规范1516
尺寸依工程图面及客戶特別要求
螺纹攻牙有无不良及是否符合规格,是否有倒角
1.包装有无不良
2.料号﹑品名﹑规格﹑订单号码有无标示错误3.材质,COLOR色比对4.冲压件不得有锐利之毛边
17
外观
5.貫穿孔不可有毛边6.结构有无破裂7.有无缺件
8.有无电镀不良,氧化9.有无生銹10.铁屑毛边
A级面:凹凸ψ≦0.3mm N≦2 /面D≧2 cm;刮伤 L*W≦2 mm *0.2 mm, N:≦1 D≧2 cm;
压铸凹B级面: 凹凸ψ≦0.5mm N≦2/面 D≧2 cm;刮伤18凸痕/L*W≦3 mm * 0.2mm, N:≦2 D≧2 cm;
刮伤C级面: 凹凸ψ≦0.5mm N≦2/面 D≧2cm;刮伤
L*W≦3mm*0.2 mm, N:≦2 D≧2 cm
检验方法比对样品/目视比对样品比对样品比对样品比对样品比对样品/厚薄规目视目视
等级MIMIMIMAMIMAMAMA
工具/目视目视
页次:3/3版本: A.0
检查階判定结段果ABCABCABC
制程巡检报
告备 注
手工/目
ABCD
视
ABC目视厚薄规//
ACABCDABCD
FAI量测MAMAMIMAMAMAMAMAMAMAMAMA
卡尺,三
次元
螺纹塞规
AAABCDACAABABCDABCDABCDABCDABCDAB
FAI报告
量测目视BOM表比对样品用手触摸目视目视比对样品比对样品目视用手触摸
/目视目视手工//目视目视/手工
制程巡检报
告
使用点规MA点规ABCD
核准﹕
文件编号﹕WI-Q-TCL-A0802
审核﹕Cathy制定﹕Jacky