基于moldflow电池后盖注塑模型过程分析
大连工业大学
班级:材控101
摘要: moldflow作为注塑产品分析的软件,通过对它的使用是技术上的一大进步,通过对产品进行分析,以及设计方案的优化,还有掌握基本流程分析,浇口位置设计,冷却系统和浇注系统的操作,工艺参数的设置,并在此基础上,优化方案,达到工程参考的要求,为实际的生产指导提供帮助。
关键词:网格划分,流道设计,冷却系统,翘曲分析
前言
在塑料产品的设计和制造领域,随着塑料制品在汽车,电子,机械,船舶,航空等领域的广泛使用,以及对塑料制品的精度要求越来越高,传统的设计和成型方法已无法适应产品的更新换代和提高质量的要求。与传统的工艺相比,moldflow技术无论在提高生产率,保证产品质量,还是在降低成本,减轻劳动强度等方面,都具有很大优越性。
所有moldflow产品围绕的都是moldflow的战略,——进行广泛的注塑分析。通过“广泛的注塑分析”将moldflow积累的丰富的注塑经验带进制品和模具设计,并将注塑分析与实际注塑机控制相联系,自动监控和调整注塑机参数,从而优化模具设计、优化注塑机参数设置、提高制件产品质量,使制件具有更好的工艺性。
下面是分析的过程及结果:
1流动分析
(1) 充填时间
通过对充填情况的观察,可以知道是否充填完全,充填时间,有无缺料,迟滞现象。如图1可以知道充填时间为1.83s。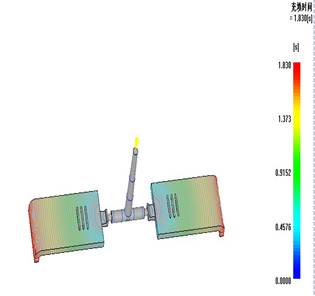
图1 充填时间
(2) 流动前沿温度
流动前沿温度如果过高,熔体流动将更为顺畅,熔接痕形成是熔体温度高,则熔接痕的强度就较强。本次分析采用的料温是230度,而熔体的流动前沿温度是230-230.6度,说明流动前沿的温度与料温接近,充填效果较好,熔接痕的强度也很高。
当制件的流动前沿温度过低时,造成该结果的可能是制件的壁厚较薄或流程过长等。可以通过增加制件的壁厚,增加浇口的数目,以及改变浇口的位置进行改善。
如图2和图3所示
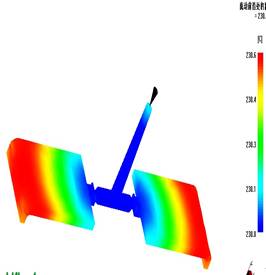
图2
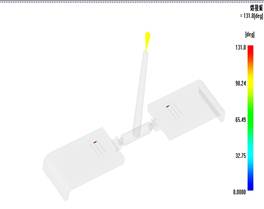
图3
(3) 注塑位置的压力图
通过压力图可以看到压力的变化情况,看图可知当压力最大等于24.27Ma是达到的时间是1.81s,熔体的充填的过程中,压力先增加后降低,然后达到平衡。比较注塑机的最大注塑压力,看出,满足要求。如图4和图5 所示。
(4) 锁模力XY图
计算锁模力时把XY平面作为分型面,锁模力根据每个单元在XY平面的投影面积和单元内的压力进行计算。当使用的是表面模型时,考虑的是相互匹配的单元组,因此锁模力没有重复计算。如果制件的几何结构,在XY平面上的投影有重叠时,预测值将会偏大,这是可以通过设置,排出重叠单元。如图6所示。
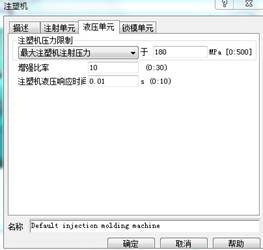
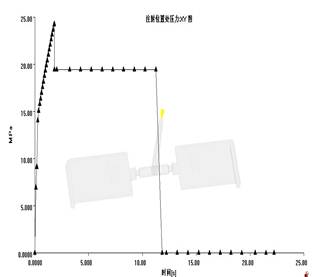
图5
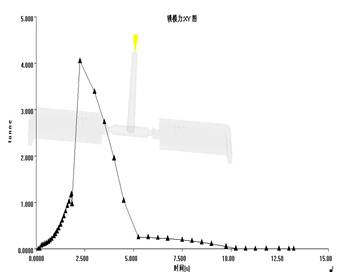
图6
(5) 气穴
气穴是在成型制品内部所形成的空隙,产生的原因可能是由于排气不良造成熔体中的水分或挥发成分被封闭在成型材料中所形成的气泡,也可能是由于熔体冷却固化时体积收缩而产生在制品厚壁或加强筋、凸台等壁厚不均匀处的气泡。可以通过调节料温不要太高,改变模具结构,减少狭长的流道,改善排气情况。如图7

图7
(6) 推荐的螺杆速度XY图
推荐的螺杆速度是以流动前沿温度的速度更加均匀为原则而建立起来的,它将有助于消除压力的尖峰,同时改善制件表面的光洁度。还可作为注塑机参数的研究依据。
图8所示。

图8
(7)顶出时的体积收缩率
体积收缩率显示了制件在保压和冷却过程中的收缩率的变化,整个型腔的收缩率应该均匀,通常可以通过调整工艺参数和设置 合理的保压控制曲线进行改善。通常在制件壁厚较大处和远离浇口的位置体积率较大。由分析结果可以看出,体积收缩率较大的位置出现在远离浇口最后充填的位置,可以通过延长保压时间,增加保压压力和更改该处的制品壁厚等方式进行改善。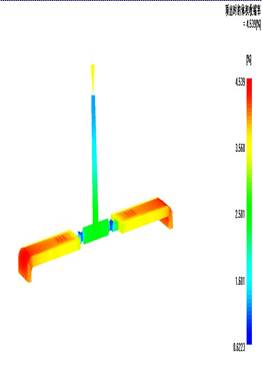
图9
(7)缩痕指数
缩痕指数显示出制件上产生缩痕的相对性,缩痕指数值越大的区域,表明出现缩痕或缩孔的可能性越大。由结果可知,缩痕指数最大的位置出现在流动的最末端,针对这种情况,可以延长保压是时间,增加保压压力等方式来改善缩痕指数的情况。
如图10所示
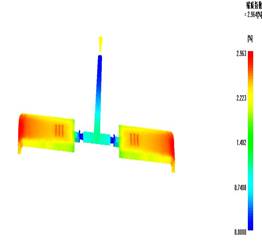
图10
(2)冷却分析
(1)回路冷却介质温度
该结果显示了冷却水流经冷却水路是的温度变化,一般情况下,冷却液随温度升高应在3度以内,如图11,最高温度与最低温度之差为0.22度,整个冷却系统模拟的效果比较理想。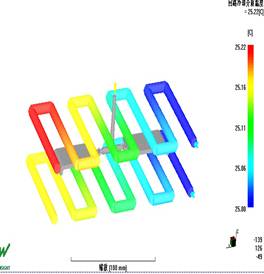
(2)模具温度
通过结果可以看出模具的最高温度为40.28度,最低温度基本上集中在塑件的边缘。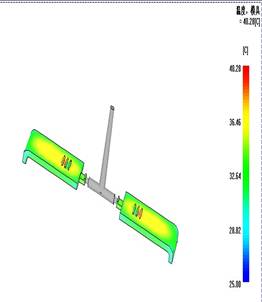
(3)翘曲分析
翘曲变形指的是注塑制品形状偏离了
型腔形状,从而影响了制品的尺寸精度和形状精度的现象。翘曲分析的目的是预测制品成型后的翘曲程度、分析翘曲产生的原因。
产生翘曲的原因主要有:
l 流动取向导致的收缩差异
l 型腔压力差导致沿流动方向的收缩差异
l 不均匀冷却导致收缩差异
翘曲的分类:总体变形、冷却因素导致的变形、收缩因素导致的变形、分子去想导致的变形。
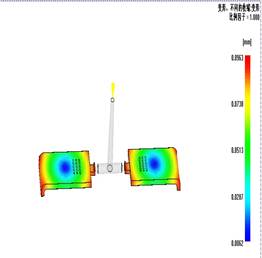
(1) 所有因素
从结果可以看出所有因素影响的变形总量为0.09,如图12 图12
图12
结果查看发现:冷却并不是引起翘曲的主要原因,
(2) 收缩因素
由于收缩时引起的翘曲变形的主要因素,如图13,
(3)取向因素
在注塑成型时,由于注塑压力和保压压力对制品的收缩有很大的影响,通常较高的注塑压力和保压压力会是制品的收缩较小,模腔中的压力分布在浇口处最大,而在填充的末端处最小,沿流动方向上存在明显的压力降,特别是对于流程较长或壁厚较薄的制品,一般在远离浇口处的型腔末端收缩比较大。
熔体在高温高压下沿一定的路径被注塑到模具型腔中,高分子链收到拉伸而产生取向,进而形成各向异性的收缩行为,如果制品的刚性不足时,会产生翘曲。
为了避免出现翘曲,可以采用增加压力和保压时间的方式来减少收缩,也可以通过提高模温,降低收缩。
影响制品翘曲变形的因素:
l 材料的因素
l 制品的结构设计因素 包括壁厚的设计、加强筋的设计、
l 模具设计的因素 包括浇口位置影响、浇口数目影响、冷却系统设计的影响、顶出系统
l 注塑加工工艺条件
结论
通过使用moldflow来修改方案和设计思路,更好的为我们指导生产。
参 考 文 献
1 王刚,单岩 Moldflow模具分析应用实例 北京:清华大学出版社,2005,
2宋满仓,乔飞,王振 注塑制品厚度对收缩率变化影响的研究 模具制造,2006,(6):47-49.
3郭志英,梁书云,张宜生,高密度聚乙烯平板翘曲变形实验研究 塑料工业,2001,29(2):37-40
4丁玉兴,温守东 影响塑料注塑制品内应力的因素探讨 承德名族师专学报 2003,23(2):86,96
5杨杨,刘春太,成型温度对纤维增强注塑熔接线拉伸性能的影响 郑州大学学报:(工学报),2004,25(3):102-106
第二篇:moldflow分析报告封面

题目:接触压力的变化在模具的半径板材冲压成型 系别: 机械工程系
专业: 材料成型及其控制工程(2)班
学制: 四年
姓名: 朱建华
学号: 1106032032 导师: 王雪冰
