金工实习创新报告
编辑点评:金工是各种金属加工工作的总称,下面是沪江网小编搜集的一个金工实习创新报告,皆在为需要金工实习报告的童鞋们提供帮助,当然其他人也可以学习哦!
金工实习创新报告
作品名称:前进的五环
小组成员:XX02021309、XX02021307、XX02021329
作品方案:作品的主体部分的线切割平面图如下图所示:
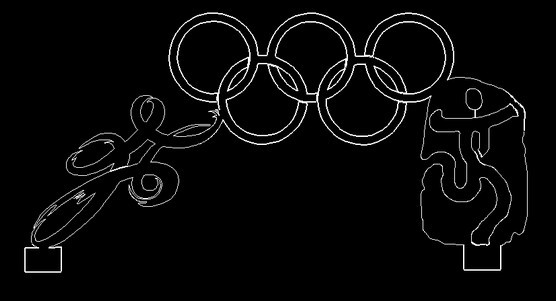
作品说明:本作品图案由三部分构成,最左边为北京申奥的太极标志,最右边为20##年北京奥运会会徽,中间为奥运五环标志,被两个人形标志托起,为向前奔跑状,动感极强,象征着中国为奥运发展所做的贡献。作品主要起装饰作用,也可扩展作为笔架等。制作过程:本作品主要涉及线切割、热处理以及钳工三个工种。主体部分图案在AutoCAD中进行绘制,之后导入线切割辅助软件CAXA中修改为一笔画图形,生成代码后进行加工,所用材料为约10mm的冷轧板。切割成型后,将表面的打磨平整光亮,送至热处理车间金星表面发黑。根据两侧支撑部位间的距离,用约4mm厚,76mm宽的钢板制作底座,在钳工车间锯得所需大小的钢板后,将四角用锉刀锉圆,并将边缘锉得无棱角感。在主体部分支撑脚部位用3.2mm的钻头和M4的丝锥打孔,在底板所对应位置打孔卧槽,最后用4mm平头螺丝将主体部分与底板固定。
制作中所遇到的问题:由于主体部分所选材料过厚,线切割时间过长,并且冷轧板的表面不够平整,以至使切丝划断,而且热处理之前的打磨十分费力。因此应考虑加入磨床打磨这道工序,正确顺序为:打磨、线切割、热处理,这样将会使制作过程更加顺利。
感受:我们作品的工作量算是比较大的,在制作过程中遇到了很多的麻烦,这次能够完成作品,让我感触最深的是各位老师的全力支持。在最开始提出设计方案时,老师就给了我很多我没有想到的建议,使我的一个很简单的想法变得越来越完美。之后每次找到老师的时候,他都是热心耐心地给与我帮助,包括材料的选取与寻找、方案的改进等,让我能够按照我的思考方向顺利进行下去。在当前的大学应试教育方式下,不少学生和老师都是以完成任务的心态做事,能省就省,有一种可行方案就绝对不再想有没有更好的。而老师以学生为本的宗旨能使有自己想法的学生实现自己的想法,这是一件在当今很难得的事。
第二篇:金工实习个人总结及创新报告
金工实习个人总结
为期三周的金工实习即将进入尾声。或许在开始之前——也就是我对这个课程,或者说短期工作还不了解的时候——我还真的希望这个传说中又苦又累的时期赶快过去;但是现在我却有些不舍。金工实习带给我的真的很多。
发自内心地讲,从技能上说,我并没有学到很多,只是在每项基本技能中体验了一点点皮毛,是的,不能用“掌握”,只能用“体验”;而且我能预想一段时间之后,缺乏长期的巩固锻炼我也会忘记的吧。因此我所说的收获应该更着重于心灵上的。
讲一讲我感触最深的吧。由于整体上工作难度不大,因此我很少觉得力不从心,甚至还曾经觉得这个小学期可以很轻松地水过去,然而焊接彻底改变了我的想法。
看老师演示的时候,我觉得焊工除了有点小危险,并且保护措施比较严格之外并没有什么难的。但是真正轮到我做的时候问题接踵而至。
首先,由于各种焊接方法——氩弧焊、气焊、锯条电弧焊,都是需要将金属加到较高温度,并且还会伴着耀眼的光,所以我们要戴墨镜面罩这种护具,于是想要看清楚工件上的情况真的很难。说实话,焊了这么多焊件,我从来没有真正完整地看清楚任何一个焊件,都是处于“半盲”状态摸索着焊的。
其次,每一种焊接方式,对于电弧高度、焊件表面熔池情况等都有要求,且对我这种初学者来讲还真的是很难掌握。只能是照着老师的要求,体会一下感觉,如果焊上得好就记住,如果焊不好就考虑下自己哪点做不好。一次次练习后才能在考试时“碰碰运气”。
另外,焊接时经常爆出我想象不到的情况,例如接触不良、电火花飞溅??虽然我一再告诉自己,有护具没危险,但是总是处于一种自我保护的心态本能地向后面躲,这样就更看不清工件的情况,出现的失误更多,并且形成这样一个恶性循环。一次练习就这样被毁掉了。
焊接是我相当失败的一堂课,但是给我的感悟也最多。我真的明白到,看了,学了,和自己做了是完全不同的。尽管我多次看老师的示范和同学的操作,甚至在别人做的时候还能稍作指点,可是真的轮到自己的时候却像“睁眼瞎”一样,
完全摸不清状况。此时原本还成竹在胸的一套动作理论显得苍白无力,除了未知仅剩下慌乱。即使我告诉自己要放平心态,脑中努力回想示范动作,但是想要指导自己去摆出那样的姿势确实难上加难。那时候真的希望能有个人手把手地教我,帮我摆在一个正确的姿势上。
由这样的经历我又想到了今后的发展。作为一个工程力学系的学生,我相信我的理论知识将会很充分,并且我以后应该也不需要做金工实习中所接触的事情。但是实际的生产中我将会遇到更加复杂棘手的任务。那时候甚至连演示都没有,完全要从自己的认知、理解和想象出发。这是我这种从小只学习过理论的学生都要面对的一个问题吧。曾经也朦胧中对这个问题有过一定的考虑,但是都自以为可以很轻松地解决之。实习给我敲响了警钟:如果我不能在最近的几年培养自己转知识为应用、转认知为动手的能力,那么我很可能变成“百无一用”的“书生”。改变自己吧,就从现在开始。
我相信,如果我以后在学习过程中,多从心出发,并且多与实际情况进行联系,上面的问题会有解决的一天,而我也将摆脱学无所用的尴尬境地。
感谢学校为我们安排了这样丰富而有意义的金工小学期。
关于老师:
金工实习的这些天,老师们也给我留下了深刻的印象。例如钳工的柏孝友老师和铸造的王春友老师。
不可否认,金工实习中每一位老师都是经验丰富相关知识渊博的,而且对学生也很耐心,给我们带来了不少的欢乐。但是这两位老师给我印象极深的原因是,首先他们对学生特别关心,每当同学遇到困难和疑惑,他们总是伸出热情的双手并且耐心地予以解答;其次,他们经验非常丰富,制作工件不墨守成规;当然最重要的是他们有强烈的作为教师的责任感,这使我非常佩服和有感触。
因此我推荐这两位老师。
金工实习创新报告
对比普通铸工和消失模铸造这两种工艺,我发现之所以后者能够加工复杂细致可以直接使用的工件,而前者的优势仅在于能够加工体积较大结构简单的粗制工件。
在制作以及出成品阶段,我发现了很多问题。例如砂箱造型铸造的时候,很容易由于浇注速度与各种浇道位置深度搭配得不和谐,金属液还没流到工件就在浇道凝固了,导致工件不完整甚至根本不出现(事实上我本人遇到过这种情况)。再如消失模铸造,尽管前期可以很细致地做出模子,上表面涂料的时候也能够刷得完整,不过进入砂箱抽气后浇注,还是会出现沙子粘连等现象,这大大地影响了工件的美观,也为后面的加工带来了不便。另外,正如第一段中提到的,这两种铸造法都无法同时保证工件精细复杂程度和体积。
针对上面所说的状况,我课下进行了一些思考。我发现之所以普通方法无法制作复杂产品,是因为结构复杂了模子不容易取,而消失模恰恰省去了取模的工序。消失模之所以无法制作超大型工件,是因为模具较软,结构不似木头、整块塑料或者金属般坚固,另外对成品的精度要求高。如果工件体积大,一则容易变形,二则为了避免出现浇注不透的现象,所需要的浇注口一定很多,这样就为后期的加工带来麻烦。
对于上面的问题以及原因我认为是有办法解决的,那便是将两种方法结合,取其精华去其糟粕。
首先,相比工件的大小,我们很多时候更在意工件的结构和精度,因此消失模应该被当作一个工艺基础。
其次,考虑到两种工艺共同存在的一个浇注效果问题,我认为可以改常见的单向浇注为四向乃至多向浇注。这样做有以下几个好处:
1. 对于结构细致,尤其是细致端远离常规单浇注口的工件,的确能够通过改变放置方向来使得状况稍有缓解。但是如果工件各向都有结构过于细致的部分,就极有可能会在浇注过程中“牺牲”掉一部分。如果改换多个方向同时或者轮流浇注,就可以有效地避免这个问题。
2. 如果工件某方向过长,那么或许金属熔液在到达远端的时候就已经凝固。如果提前在其它方向上开一些处于中间位置的的浇注口,就可以有效地减少注口
与最远目的地的距离。
3. 本次课的经验表明,同一轴向上浇注口越多,取下工件时越麻烦,有各种不顺手的情况;然而本报告中的方法可以将相近数量的浇注口平均地转移到其他轴向,为后期加工提供了方便。
再有,对于模具坚固性的问题,也应该进行讨论和解决。现在使用的方法是在发泡塑料的外表面涂一层涂料(或许是泥浆)。涂的时候我便觉得我的工件随时都有散架的危险。这时我打算借鉴普通的砂箱铸造方法。砂箱造型中的模具多数是坚固且结构平衡的,通常由一块或几块整形材料加工而成,不像粘接制成的发泡塑料模具稳定性和强度都很差。这里我认为需要些材料方面的专业知识,短时间内我无法找到十分具体的方案。
我的设想是,有一种材料,室温干燥(或者其他某种情况下)是低强度的,一旦经历某种变化(如加潮退潮、加热等)就会产生永久性的变性,有比较高的强度,并且在接口处有较强的接合性。这里并不要求它能够承受锤压等高强度冲击,只需要它能够在长度与直径之比较大时仍然保持不变形不断裂,即自身的稳定性较高。于是模具就具备了普通铸模坚固的特点,即使体积较大也可以制作。
上网查阅资料后,我发现了一种令我较为满意的材料——PPS聚苯撑硫。这种材料坚固,不热稳定性好(这就意味着连隔层都不用涂了),能承受200℃高温(即对金属熔浆不能抵抗,同样能够拥有消失模的特点);虽然没有理想中不同条件下变性的性能,但是它可以溶解于类似于浓硫酸或胺类等物质,于是这些物质既可以用来切割母材,也可用作粘合剂。粘合上后,可以通过加入其他化学物质消除粘合剂对材料的影响,最理想的情况是可以产生类PPS结构的聚合物以及氨或水等对材料无影响且易于排放的物质,这样接口就会较为坚固,明显强于通常的粘胶方法(如涂胶水)。
查阅之余,我又联想到了实习开始时接触到的一种先进技术,通过一层层铺膜来制作精密的样品。我认为虽然那种技术使用成本过高,不适宜批量生产,但是进行样品试做或极精密小批量生产是可行的,精准度会高于上面的拼接方法。
对于铸造方法我所能想到的就是这些,我本人并没有过多地考虑成本问题,不过成本可以通过熟练技术来降低,所以试行阶段并不是十分关键的制约因素。希望这些都是有应用价值并且可行的。