电气电子工艺实习报告
学 院 信息科学与工程学院
年 级 专 业 20##自动化
班 级 1001
学 生 姓 名 刘文杰
学 号 201004134032
日 期 2012.6.23
电气电子工艺实习报告
一、实习时间:2012.6.21
二、任务:焊接万用表
三、实习目的:
1.熟悉手工焊锡的常用工具的使用及其维护与修理。
2.基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。熟悉电子产品的安装工艺的生产流程。
3.熟悉印制电路板设计的步骤和方法,熟悉手工制作印制电板的工艺流程,能够根据电路原理图,元器件实物设计并制作印制电路板。
4.熟悉常用电子器件的类别、型号、规格、性能及其使用范围,能查阅有关的电子器件图书。
5.能够正确识别和选用常用的电子器件,并且能够熟练使用普通万用表和数字万用表。
6.了解电子产品的焊接、调试与维修方法。
四、实习过程
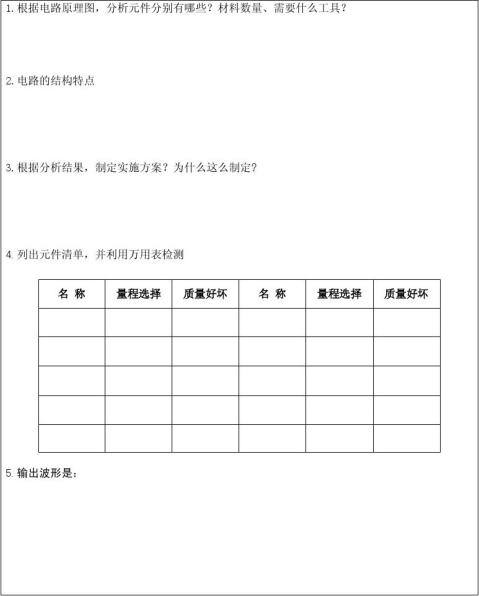
1.参悟电路图,弄清楚电路的工作原理以及元器件的种类、规格。
2.读取色环电阻的阻值,并做记录。
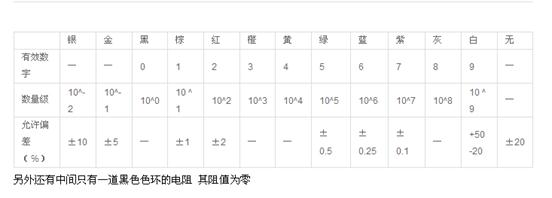
色环标示主要应用圆柱型的电阻器上,如:碳膜电阻、金属膜电阻、金属氧化膜电阻、保险丝电阻、绕线电阻。在早期,一般当电阻的表面不足以用数字表示法时,就会用色环标示法来表示电阻的阻值、公差、规格。主要分两部分。第一部分的每一条色环都是等距,自成一组,容易和第二部分的色环区分。四个色环电阻的识别:第一、二环分别代表两位有效数的阻值;第三环代表倍率;第四环代表误差。五个色环电阻的识别:第一、二、三环分别代表三位有效数的阻值;第四环代表倍率;第五环代表误差。 如果第五条色环为黑色,一般用来表示为绕线电阻器,第五条色环如为白色,一般用来表示为保险丝电阻器。如果电阻体只有中间一条黑色的色环,则代表此电阻为零欧姆电阻。
3.认真焊接电路板,注意记住其中导线的焊接。
(1):预热 预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
(2):焊接
新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。电烙铁要用220V交流电源,使用时要特别注意安全。应认真做到以下几点:
a.电烙铁插头最好使用三极插头。要使外壳妥善接地。
b.使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。
c.电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。
d.焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。
e.使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。
焊接时,还需要焊锡和助焊剂。
(1)焊锡:焊接电子元件,一般采用有松香芯的焊锡丝。这种焊锡丝,熔点较低,而且内含松香助焊剂,使用极为方便。
(2)助焊剂:常用的助焊剂是松香或松香水(将松香溶于酒精中)。使用助焊剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但它有一定腐蚀性,焊接后应及时清除残留物。为了方便焊接操作常采用尖嘴钳、偏口钳、镊子和小刀等做为辅助工具。应学会正确使用这些工具。
A.焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。
(1)、清除焊接部位的氧化层
可用断锯条制成小刀。刮去金属引线表面的氧化层,使引脚露出金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。
(2)、元件镀锡
在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。刮去氧化层 均匀镀上一层锡
B.做好焊前处理之后,就可正式进行焊接。
1、焊接方法。
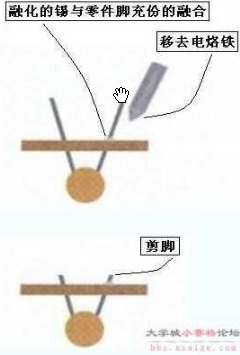
焊接 检查 剪短
(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。
(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
(3)抬开烙铁头。左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。
(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。
2、焊接质量
焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量。
(A)所示应是锡点光亮,圆滑而无毛刺,锡量适中。


锡和被焊物融合牢固。不应有虚焊和假焊。虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。这两种情况将给电子制作的调试和检修带来极大的困难。只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。焊接时候助焊剂(松香和焊油)是关键,新鲜的松香和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂。焊接技巧也是关键。维修制作过程中,焊接工作是必不可少的。它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接技术的好坏直接影响到电子制作的成功与否,因此焊接技术是每一个电子制作爱好者必须掌握的基本功,现在将焊接的要点介绍一下:
(1). 电烙铁的选择
电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。一般电烙铁的功率有20W 25W 30W 35W 50W 等等。选用30W左右的功率比较合适。
电烙铁经过长时间使用后,烙铁头部会生成一层氧化物,这时它就不容易吃锡,这时可以用锉刀锉掉氧化层,将烙铁通电后等烙铁头部微热时插入松香,涂上焊锡即可继续使用,新买来的电烙铁也必须先上锡然后才能使用。
(2) 焊锡和助焊剂
选用低熔点的焊锡丝和没有腐蚀性的助焊剂,比如松香,不宜采用工业焊锡和有腐蚀性的酸性焊油,最好采用含有松香的焊锡丝,使用起来非常方便。
(3). 焊接方法
元件必须清洁和镀锡,电子元件在保存中,由于空气氧化的作用,元件引脚上附有一层氧化膜,同时还有其它污垢,焊接前可用小刀刮掉氧化膜,并且立即涂上一层焊锡(俗称搪锡),然后再进行焊接。经过上述处理后元件容易焊牢,不容易出现虚焊现象。 焊接的温度和焊接的时间 焊接时应使电烙铁的温度高于焊锡的温度,但也不能太高,以烙铁头接触松香刚刚冒烟为好。焊接时间太短,焊点的温度过低,焊点融化不充分,焊点粗糙容易造成虚焊,反之焊接时间过长,焊锡容易流淌,并且容易使元件过热损坏元件。
焊接点的上锡数量 焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。 注意烙铁和焊接点的位置 初学者在焊接时,一般将电烙铁在焊接处来回移动或者用力挤压,这种方法是错误的。正确的方法是用电烙铁的搪锡面去接触焊接点,这样传热面积大,焊接速度快。
(4).焊接后的检查
焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。虚焊较难发现,可用镊子夹住元件引脚轻轻拉动,如发现摇动应立即补焊
电烙铁的基本使用方法
电烙铁是电子焊接中最常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。一般的晶体管、集成电路电子元器件焊接选用20W的内热式电烙铁足够了,功率过大容易烧坏元件,因为二极管、三极管结点温度超过 200℃就会烧坏。但以搭棚焊为主的胆机制作中,电烙铁功率要大些,可在35W-45W中选择,甚至可以更大。
值得注意的是,线路焊接时,时间不能太长也不能太短,时间过长也容易损坏,而时间太短焊锡则不能充分融化,造成焊点不光滑不牢固,还可能产生虚焊,一般来说最恰当的时间必须在1.5s~4s内完成。
焊锡是一种易熔金属,最常用的一般是焊锡丝。焊锡的作用是使元件引脚与印刷电路板的连接点连接在一起,焊锡的选择对焊接质量有很大的影响。现在最常用的一般是含松香焊锡丝,但细分起来也颇有讲究,其中真正不掺水份的含银焊锡丝当然是上等品了。
另外值得一提的是吸锡器,其对于新手来说十分实用,初次使用电烙铁总是容易将焊锡弄得到处都是,吸锡器则可以帮你把电路板上多余的焊锡处理掉。另外,吸锡器在拆除多脚集成电路器件时十分奏效有用,它能将焊点全部吸掉,而对于能熟练使用烙铁的人来说就完全没有必要了,用烙铁完全可以代替其功能,将焊点熔掉就可以很容易的将元件取出。
焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。
清除焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚露出金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。
元件镀锡----在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
做好焊前处理之后,就可正式进行焊接∶
(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。
(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
(3)抬开烙铁头。左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。
(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。
焊接质量-----焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量,其典型特征是锡点光亮,圆滑而无毛刺,锡量适中。锡和被焊物融合牢固,不应有虚焊和假焊。
虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。
焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。
如何拆换元件------其实拆换元件再简单不过了,用吸焊器很容易就能完成,将元件管脚上的焊锡全部吸掉,这里告诉大家一个小诀窍,现在的电路板大多做工精细,焊锡使用很少,很难熔掉,那么我们可以加点焊锡在管脚上再去利用吸焊器就容易多了。
另一个方法就是前面提到的,直接使用电烙铁熔掉焊锡,但这样就存在不小的危险性,既要小心焊点没完全被熔掉,又怕接触的太久烧坏元件。常用的方法是在加温的时候就用镊子夹住元件外拉,当温度达到时,元件就会被拉出,但切记不要太用力了,否则管脚断在焊锡中就麻烦了。
当然,为保险起见,两种方法结合起来使用是再好不过了,因为有时由于元件插孔太小,吸焊很难被吸干净,此时撤走吸焊器就会粘住,故可以用电烙铁加热取掉。
焊接其实并没那么可怕,或许对新手来说,初试比较难以掌握,然而练得多也就自然熟练了。总之,对于喜爱动手的发烧友来说,只要你多多实践那么掌握其中的窍门是早晚的事。
(3):焊后热处理 焊后最好对焊件立即进行消除应力热处理
4、安装精密器件——电刷。
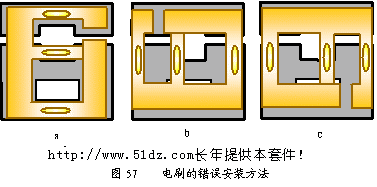
要注意电刷的方向,如果不会,询问同学或者按照包装盒上的说明,千万不要安装反了。万一安反了,一定要仔细慢慢的拔出来。
5、检查电路是否有误,是否焊接牢固。这是对成品的一次全身体检,如果焊接牢固即可进行下一步。
6.装上电池,测量电阻、电压,测试精度,并做标注。注意电池的正负方向,两节电池连好。
7.如果,效果不理想不满意,则需要对其进行调试。
五、对焊接实习的感受:
在一周的实习过程中最挑战我动手能力的一项训练就是焊接。焊接是金属加工的基本方法之一。其基本操作“五步法”——准备施焊,加热焊件,熔化焊料,移开焊锡,移开烙铁(又“三步法”)——看似容易,实则需要长时间练习才能掌握。刚开始的焊点只能用“丑不忍睹”这四个字来形容,但焊接考核逼迫我们用仅仅一天的时间完成考核目标,可以说是必须要有质的飞跃。于是我耐下心思,戒骄戒躁,慢慢来。在不断挑战自我的过程中,我拿着烙铁的手不抖了,送焊锡的手基本能掌握用量了,焊接技术日趋成熟。当我终于能用最短时间完成一个合格焊点时,对焊接的恐惧早已消散,取而代之的是对自己动手能力的信心。在这一过程当中深深的感觉到,看似简单的,实际上可能并非如此。在对焊接实习的过程中我学到了许多以前我不知道的东西,比如,像实习前我只知道有电烙铁,不知道它还有好多种类,有单用式、两用式、调温式、恒温式、直热式、感应式、内热式和外热式,种类这么多。还有就是在挂锡以前不能用松香去擦拭电烙铁,这样会加快它的腐蚀并且减少空气污染,等等。
六、总结
总的来说,我对这门课是热情高涨的。第一,我从小就对这种小制作很感兴趣,那时不懂焊接,却喜欢把东西给拆来装去,但这样一来,这东西就给废了。现在电工电子实习课正是学习如何把东西“装回去”。每次完成一个步骤,我都像孩子那样高兴,并且很有“成就感”。第二,电工电子实习,是以学生自己动手,掌握一定操作技能并亲手设计、制作、组装与调试为特色的。它将基本技能训练,基本工艺知识和创新启蒙有机结合,培养我们的实践能力和创新精神,。作为信息时代的大学生,作为国家重点培育的高技能人才,仅会操作鼠标是不够的,基本的动手能力是一切工作和创造的基础和必要条件。
通过一个星期的学习,我觉得自己在以下几个方面与有收获:
一、对电子工艺的理论有了初步的系统了解。我们了解到了焊普通元件与电路元件的技巧、印制电路板图的设计制作与工艺流程、收音机的工作原理与组成元件的作用等。这些知识不仅在课堂上有效,对以后的电子工艺课的学习有很大的指导意义,在日常生活中更是有着现实意义。
二、对自己的动手能力是个很大的锻炼。实践出真知,纵观古今,所有发明创造无一不是在实践中得到检验的。没有足够的动手能力,就奢谈在未来的科研尤其是实验研究中有所成就。在实习中,我锻炼了自己动手技巧,提高了自己解决问题的能力。比如做收音机组装与调试时,好几个焊盘的间距特别小,稍不留神,就焊在一起了,但是我还是完成了任务。
第二篇:万用表的焊接与调试
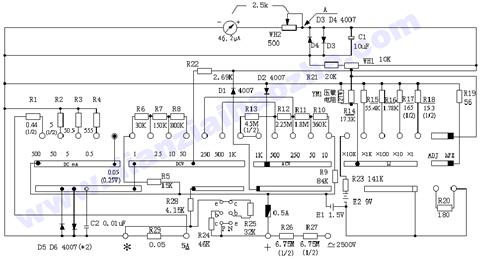
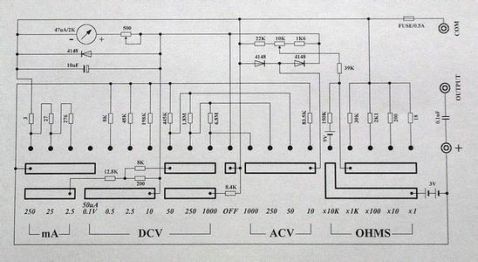
附图1:万用表电路图:
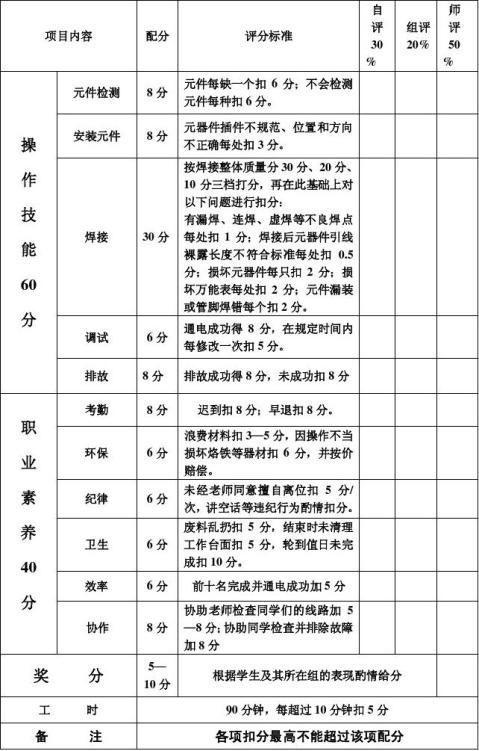
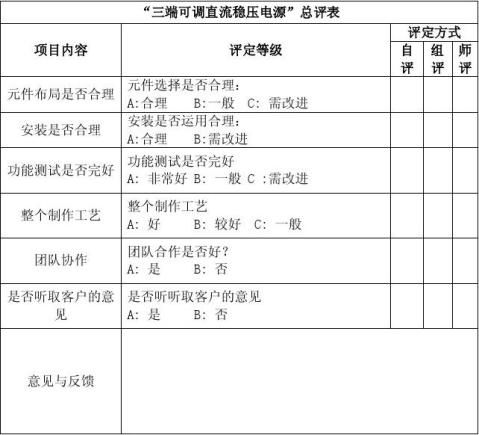
表五 “万用表的制作与调试”总评表
学生签名: 参评人员签名:
教师签名:
年 月 日