介绍了注塑模具制造特点和新兴注射成型技术对模具制造的新要求,阐述了注塑模具的快速成型技术、高速切削加工、精密制造技术和新兴模具材料,对以上四者的发展现状进行了综合评述,分析了注塑模具制造技术中的几个关键问题。
关键词:先进制造;注塑模具;精密制造;高速切削技术
Key Technology Problems in Injecting Mould Advanced Making
Abstract: This text introduced the injecting plastics mould making characteristic and new injecting demand to the mould of new shaping technology,
expanded mould plastics rapid shaping technique of mould , cut process,
accurate manufacturing technology and new developing mould material,
surveyed the current situation of the development of four,
analyzed mould plastics several key problems of mould manufacturing technology. Key words: advanced making; injecting mould; make accurately; high-speed cutting technology
前言
模具行业是制造业的重要组成部分,具有广阔的市场前景。目前全世界的模具年产值在650亿美元左右,我国的模具年产值为40亿美元左右,据估计到20xx年我国模具产值将达到460亿人民币。目前我国一般模具的30%,中高档模具的一半以上还依赖进口(其中注塑模占有很大的比例)。由此可见,模具(特别是注塑模具)制造业的落后在某种程度上已经成为阻滞我国制造业发展的瓶颈所在。开发和引进先进制造技术是改变我国注塑模具制造业相对落后和市场需求快速增长的重要途径。
先进制造技术是制造业不断吸收信息技术和现代管理技术的成果,并将其应用于产品的设计、加工、检测、管理、销售、使用、服务乃至回收的制造全过程,以实现优质、高效、低耗、清洁、灵活生产,提高对动态多变的市场的适应能力和竞争力的制造技术的总称。先进制造业正在急剧地改变着传统制造业的产品结构和生产模式,注塑模具制造业也不例外。 1 注塑模具制造的特点
⑴型腔及型芯呈立体型面。塑件的外部和内部形状是由型腔和型芯直接成型的,这些复杂的立体型面加工难度比较大,特别是型腔的盲孔型内成型表面加工,如果采用传统的加工方法,不仅要求工人技术水平高、辅助工夹具多、刀具多,而且加工的周期长。
⑵精度和表面质量要求高,使用寿命要求长。目前一般塑件的尺寸精度要求为IT6~7,表面粗糙度Ra0.2~0.1μm,相应的注塑模具零件的尺寸精度要求达到IT5~6,表面粗糙度Ra0.1μm以下。激光盘记录面的粗糙度要达到镜面加工的水平的0.02~0.01μm这就要求模具的表面粗糙度达到0.01μm以下。长寿命注塑模具对于提高高效率和降低成本是很必要的,目前注塑模具的使用寿命一般要求100万次以上。精密注塑模要用刚度大的模架,增加模板的厚度,增加支承柱或锥形定位元件以防止模具受压力后产生变形,有时内压可以达到100MPa。顶出装置是影响制品变形和尺寸精度的重要因素,因此应该选择最佳的顶出点,
以使各处脱模均匀。高精度注塑模具在结构上多数采用镶拼或全拼结构,这要求模具零部件的加工精度、互换性均大为提高。
⑶工艺流程长,制造时间紧。对于注塑件而言,大多是与其它零部件配套组成完整的产品,而且在很多的情况下都是在其它部件已经完成,急切等待注塑件的配套上市。因为对制品的形状或尺寸精度要求很高,加之由于树脂材料的特性各异,模具制造完成后,还需要反复地试模与修正,使开发和交货的时间非常紧张。
⑷异地设计、异地制造。模具制造不是最终目的,而是由用户提出最终制品设计,模具制造厂家根据用户的要求,设计制造模具而且在大多数情况下,制品的注射生产也在别的厂家。这样就造成了产品的设计、模具设计制造和制品的生产异地进行的情况。
⑸专业分工,动态组合。模具生产批量小,一般属于单件的生产,但是模具需要很多的标准件,大到模架,小到顶针,这些不能也不可能只由一个厂家单独完成,且制造工艺复杂,普通设备和数控设备使用极不均衡。
2 模具制造技术的发展方向
基于以上模具制造的五个特点,对现代模具制造业提出了相应的要求。当前模具制造的发展方向主要表现为以下五个方面:
2.1从一般的机加工方法,发展至采用光机电相结合的数控电火花成形、数控电火花线切割以及各种特殊加工相结合,例如电铸成形、粉末冶金成形、精密铸造成形、激光加工等。从而可以加工出复杂的型腔和型芯,以及保证较高的加工精度要求。目前慢走丝线切割和电火花放电加工精度要求。目前慢走丝线切割和电火花放电加工精度可达到±1.5μm,加工表面粗糙度可达到Ra0.004μm,基本上达到了精面要求。
2.2先进的技术支持条件。模具的服务对象主要是电器、汽车厂家,产品的更新换代快,而且模具的设计已经从二维发展为三维,实现了可视化设计,不但可以立体、直观地再现尚未加工出的模具体,真正实现了CAD/CAM一体化,而且三维设计解决了二维设计难于解决的一些问题,诸如:干涉检查、模拟装配等。
2.3模具快速制造技术。当前快速制造有三个发展方向:分别是基于并行工程的注塑模具快速制造、基于快速原型技术的注塑模具快速制造和高速切削技术。
2.3.1 基于并行工程的注塑模具快速制造这种生产方式。是以注塑模具的标准化设计为基础的,它主要体现为经营管理、模具设计为基础的,它主要体现为经营管理、模具设计和模具制造的三个体系的标准化。为了实现标准化,需要解决三项关键技术:一是统一数据库和文件传输格式;二是充分利用和开发Internet和Intranet,实现信息的集成和数据资源的共享;三是解决生产的组织、协调和专业分工,确定各个部门和层次的项目分解和利益分配的基准和算法。
2.3.2 基于快速原型技术的注塑模具快速制造。直接从CAD模型生产工模具被认为是一种可以减少新产品成本和开发周期的重要的方法,近些年来,这种将CAD技术、快速成型(RP)和快速工模具制造(RT)等高新技术相结合,已经对传统的注塑模具的制造产生了重大的冲击。CAD技术的应用在很大程度上代替了实物的评估和试验,减少了新产品研制
过程中的迭代次数,从而加快了新产品的开发速度。
2.3.3 高速切削技术(High Speed Machining)的应用。高速切削技术制造模具,具有切削效率高,可明显缩短机动加工时间,加工精度高,表面质量好,因此可大大缩短机械后加工、人工后加工和取样检验辅助工时等许多优点。
在某注塑模的高速铣削中,材料硬度为56~58HRC,原来采用电火花加工(EDM),每个零件需时90min,采用直径为12mm球头铣刀,主轴转速1500r/ min、工作台进给1500r/ min进行高速加工,加工每个零件只需5min,工效提高了18倍。
今后,电火花成形加工应该主要针对一些尖角、窄槽、深小孔和过于复杂的型腔表面的精密加工。高速成切削加工在发达国家的模具制造业中已经处于主流地位,据统计,目前有85%左右的模具电火花形加工工序已被高速加工所取代。但是由于高速切削的一次性设备投资比较大,在国内,高速成切削与电火花加工还会在较长时间内并存。
模具的高速切削中对高速切削机床有下列技术要求:①主轴转速高,功率大;②机床的刚度好;③主轴转动和工作台直线运动都要有极高的加速度。由于高速切削时产生的切削热和刀具的磨损比普通速度切削高很多,因此,高速刀具的配置十分重要,主要表现为:①刀具材料应硬度高、强度高、耐磨性好,韧度高、抗冲击能力强,热稳定和化学稳定性好;②必须精心选择刀具结构和精度、切削刃的几何参数,刀具与机床的连接方式广泛采用锥部与主轴端面同时接触的HSK空心刀柄,锥度为1:10,以确保高速运转刀具的安全和轴向加工精度。③型腔的粗加工、半精加工和精加工一般采用球头铣刀,其直径应小于模具型腔曲面的最小曲率半径;而模具零件的平面的粗、精加工则可采用带转位刀片的端铣刀。
2.4 发展新的塑料模具材料及模具表面技术。主要是发展易加工、抛光性好的材料,预硬易切削钢(一般28~35HRC之间)、耐蚀钢、硬质合金钢以及时效硬化型钢、冷挤压成型钢。表面工程可以弥补模具材料的不足,降低模具材料的研发及加工的费用。近年来迅速发展起来的激光表面强化技术、物理气相沉淀技术(PVD)、化学气相沉淀技术(CVD)、热喷涂技术等新的表面技术,而传统的表面技术(如热扩散、电镀)也有很大的完善与发展,如电镀技术已经发展到复合电镀技术。
2.5 基于信息注塑模具的制造新模式。与注塑模具制造活动有关的信息包括产品的信息和制造信息。现代制造过程可以看作是原材料或毛坯所含的信息量的增值过程,信息流驱动将成为制造业的主流。它包括两个层面:一是通过企业内部的局域网,完成模具报价、人员的安排、制品原始数据、模具加工工艺、质量检测、试模具与交付等任务;二是通过企业外部的互联网完成企业与用户、与外协企业之间的信息交换,这种制造方式必须通过动态联盟(Virtual Organization)这种新的生产模式来实现的。动态联盟分三层:紧密层、合作关系层和松散层。
3 新兴特殊注射成型技术对模具制造的发展要求
注射成型技术作为塑料加工成型方法中最重要的方法之一,已经得到相当广泛的应用。据统计,注塑制品约占整个塑料制品的20%~30%,而在工程塑料中有80%以上的制品是采用注塑成型加工的。但随着塑料制品应用的日益广泛,不同的领域对塑料制品的开头精度、
功能成本等方面提出了很多更高的要求,因此在传统注塑成型技术的基础上,又发展了许多特殊的新兴注塑成型技术,如低压注射成型、熔芯射击成型、装配注射成型、磁场定向注射成型、单色多模注射成型、气体辅助注射成型、薄壳注射成型技术等。因些必须改变注塑模具的设计和制造体系,才能够满足成型要求。
另外,随着微机电系统的产业生命线的进展,微细型注塑模具设计与制造技术的研究近年来得到了人们的重视,随着MEMS产业化的进程,微注塑成型技术有着巨大的潜力和发展空间。微型注塑成型通常用于医疗、电信、计算机、电气等领域,医疗和电子器械越来越小型化,因此对人们希望制件可以做得越来越小。微型注塑成型有许多优点,如工模具的成本可以更低,而且原料的成本也大大的降低,研究适合微型注塑模具和微型注塑机的成型理论和制造方法,寻找和研制适合微型塑料制件生产的塑料原料,以及开发相应的检测仪器设备,已经成为目前国内外的研究热点。
4 结论
先进制造技术对注塑模具制造产生了重大的影响,反过来,注塑成型新技术的产生与发展也对制造技术不断提出了新的要求。将信息技术与现代管理技术应用于制造全过程,未来注塑模制造将是以计算机辅助技术为主导技术,以信息流畅作为首要备件的有极强应变能力与竞争力的技术。
第二篇:注塑模具设计资料荟萃-注塑模冷却分析系统的研究与开发
第13卷第4期19xx年4月
中 国 塑 料
CHINAPLASTICS
Vol113 No4
Apr1999
机械与模具
注塑模冷却分析系统的研究与开发3
陈静波 申长雨 刘春太 王利霞 曹 伟
(郑州工业大学国家橡塑模具工程研究中心,郑州450002)
摘 要
介绍了一个注塑模冷却分析软件系统。该系统将图论思想列入冷却介质的流动分析,利用边界元法求解模具三维温度场,实现了冷却管网的自动分析和模具型腔温
度场的准确高效预测。 关键词:注塑模 冷却系统 计算机辅助工程
量也难以保证。为了确定冷却系统参数对冷却时间及模壁温度的影响,优化冷却系统设计,国内外学者开展了大量的研究工作。80年代以来,由于CAD技术及有限元、边界元等数值计算方法的广泛应用,用有限元法和边界元法分析计算注塑模温度分布和冷却时间等取得了较大进展,并且形成了把数值模拟和图形结合起来,使冷却系统的计算机模拟分析实用化,在国际市场上出现了一些商品化的注塑模冷却分析CAE软件,如美国
1,2〕
ACT公司C2COOL〔,SDRC公司的3〕POLYCOOL22〔和澳大利亚MoldFlow公司
0 前言
注塑模冷却过程指的是从浇口凝固到制品从模具顶出这一阶段,占成型周期的3/4以上。冷却过程中,熔融塑料发生固化,固化过程中放出的热量通过模具由冷却介质带走。该过程中模具型腔温度的高低及均匀性直接影响到注塑件生产效率和质量。注塑模的温度状态受多种因素的影响,但其控制和调节主要靠冷却系统来完成。冷却系统的主要设计参数包括:冷却孔的尺寸、位置及各冷却孔的联接关系等几何参数和冷却介质的流量、温度等物理参数。
长期以来,注塑模冷却系统的设计主要采用传统的方法,冷却回路的布置和冷却参数的确定往往在设计的最后阶段凭设计者的经验和直觉进行,缺乏理论依据和科学的计算方法,往往导致模具成型效率低,塑件的质
“八五”攻关项目 收稿日期:1998204201
的MF2COOL等。利用这些软件,可在计算机上对注塑模冷却过程进行数值分析,为设计者评估设计方案提供依据,并通过交互修改方案,在模具制造之前使设计达到优化,提高塑件质量和成型效率,缩短模具设计制造周期。但国外软件价格昂贵,难以在国内普及。本文在借鉴国内外现有的注塑模冷却系统设计、分析理论的基础上,将注塑模设计、传热学、数值计算方法和CAD技术有机结合
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
94
注塑模冷却分析系统的研究与开发
起来,研究并建立了一套较为系统完善的注塑模冷却介质流动分析和模具三维温度场计算的教学模型,并开发出一套先进实用的注塑模冷却分析软件系统。
式中 K=f
D2gA
2
为阻力系数
1 基本理论及公式
111 冷却介质的流动分析
(2)节点方程
对任一节点(冷却孔的端点)而言,流进流量与流出流量的代数和为零。即:
ΣQij=qi(3)式中 Qij———与i节点相连孔j的流量,流 进为正,流出为负
qi———外界供给i节点的流量,流进
冷却回路中冷却介质的流量分布及流动状态直接影响到冷却系统的冷却效果,模具温度场的计算结果在很大程度上取决于冷却回路中流量分布的计算是否可靠,特别是对
于复杂回路(有多个闭合回路,冷却孔的联接方式既不是串联,也不是并联)更是如此。在此给出确定复杂回路中冷却介质流量和压力分布的一般方法〔4〕。11111 基本假设
为正,流出为负
对于有N个节点M个冷却孔的回路,
共有N-1个独立的流量方程,即i=1,2,…,N-1;写成矩阵形式为:
[B]{Q}={q}
式中 [B]———(N-1)×M的回路基本关
7〕
联矩阵〔
{Q}———M×1的列阵{q}———(N-1)的列阵 (3)回路方程 一个回路内净压头损失的代数和为零,
冷却介质在冷却回路中的流动为一维不可压稳态流动。11112 基本方程
(1)Darcy2Weisbach方程(压头损失方
程)
hf=f
D2g
2
即:
li=1
Σhij=0 (j=1,2,…,L)
j
(4)
式中 hf———压头损失,hf≡P/ρg
ΔP———冷却孔两端压力差
f———孔壁摩擦系数,f≡f(Re,e/
D)
Re———雷诺数e———孔壁粗糙度D、L———孔的直径和长度
式中 hij———j回路中第i个孔中冷却介质
的压头损失,正负与Qi相同lj———j回路中所包含冷却孔的个数
L———冷却回路的基本回路数,L=
M-(N-1)
由方程(1),方程(4)可写为:
li=1
ΣKiQ2ij=0 (j=1,2,…,L)
[C][K]{Q}={0}
2
j
(5)
ρ—V、——冷却介质的平均速度和密度g———重力加速度
写成矩阵形式为:
7〕
式中 [C]———L×M的基本回路矩阵〔
[K]———M×M的对角阵{Q2}———M×1的列阵11113 基本方程的求解[5]
(1)找出满足(N-1)个流量方程的
若设冷却孔的横截面积为A,冷却介质的体积流速为Q,则有V=Q/A,代入方程(1)得
hf=f
D2gA
2
=KQ
2
(2)
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
19xx年4月中 国 塑 料
95
{Q}0作为初值;
(2){Q}0一般不满足能量方程,将其修
112 模具温度场的计算
冷却分析关心的是模具型腔表面的温度分布。因此,利用边界元法求解模具温度场不仅精度较高,且计算时只需离散模具表面,具有数据准备简单等优点。本系统采用边界元法求解模具温度场。11211 基本假设
正使其满足能量方程,即将L个基本回路的
修正流量作为未知量,用Newton2Raphson法求解非线性方程组:
li=1
j
ΣKi(Qij0+ΔOj)2=0 (j=1,2,…,L)
(6)
ΔQ1,ΔQ2,…,ΔQL,则:求出
Qi=Qif+ΣΔQj
j=1
(1)塑件较薄,只沿厚度方向有热传导;
(2)塑件与模壁完全接触,塑件表面温度与模壁温度相等;
(3)模壁温度的变化与其平均温度相比较小,不计模壁温度的变化。
11212 温度场“计算”的基本边界元公式
L
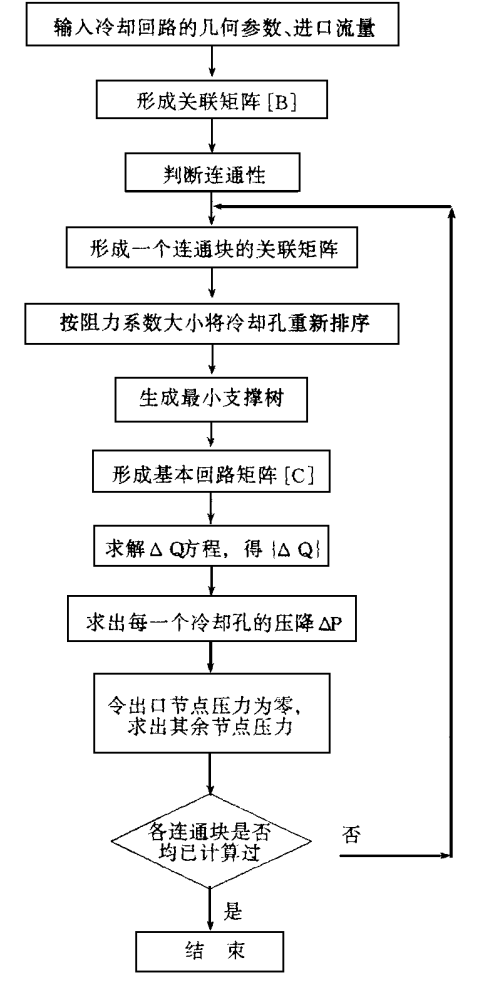
11114 冷却介质流动分析的计算流程
图1为冷却管网计算流程图
。
在上述基本假设下,模具温度场的控制方程可用Laplace方程表示:
222++=0 (x、y、z)∈V9x29y29z2
(7)
其中 V———模具区域(见图2)。 在塑件2模具界面S+和S-上有:
-Km
=q9n
(8)
式中 n———模具界面的外法线
Km———模具的热传导率
q———循环平均热流q=
tp
q(t)dt+q(t)dt
∫∫
1
tc
tp
tc
2
(9)
式中 tc和tp———分别为冷却时间和循环时
间
q1和q2———分别为冷却阶段和开模阶
段的瞬时热流
在冷却孔和模具外廓边界(Sc和Se)上有:
-Km
=h(T-T∞)9n
(10)
式中 h———模具与冷却介质或空气之间的
图1 冷却管网计算流程
换热系数
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
96
注塑模冷却分析系统的研究与开发
T∞———
冷却介质或周围环境的温度格,导致系统方程状态较差或奇异,使求解不收敛甚至无法求解;或需将网格划分得很小,使计算量过大,难以实际应用。因此需对方
程(11)进行修正,以适用于注塑模温度场计算。
11213 基本边界元公式的修正
为解决型腔狭缝面问题,采用断裂力学中处理裂纹问题的方法,将型腔表面S+和
S用其中心面Г来代替,设Q和Q分别
-+
-
为中面Г上Q点在S+和S-上的对应点,
图2 模具区域示意图
则有:
T3(P,Q)=T3(P,Q+)=T3(P,Q-)
33
(P,Q)=Tμ(P,Q+)=-T3(P,Q-)Tμ
由Green第二恒等式可导出Laplace方
6〕
程(7)的边界积分方程〔。
C(P)T(P)=
3
Tμ
∫
s
3
[T(P,Q)Tμ(Q)-
(13)
当P点在Г上时,将方程(13)代入方程(11)得:=2
[T∫
Г
3
3
(P,Q)ΣTμ(Q)-Tμ(P,
(P,Q)T(Q)]dS(Q)(11)
式中 P、Q———空间的点,Tμ(Q)=
μ9
μ———Q点向外的单位法线矢量3
T———Laplace方程(7)的基本解,
πr(P,Q),T(P,Q)=1/4
Se+S
+
Q)ΔT(Q)]dS(Q)+
∫[T
S-Г
3
(P,Q)Tμ(Q)-(14)
3
3
Tμ
3=
μ,S=9
3
(P,Q)T(Q)]dS(Q)Tμ
+S
-
+Sc
1 P∈V1/2 P∈S0 P∈/V
(12)
ΣT(P)=T(P+)+T(P-)式中
ΣTμ(Q)=Tμ(Q+)+Tμ(Q-)ΔT(P)=T(P+)-T(P-)
在方程(14)中已消除了在狭缝面上积分遇到的麻烦,然而新得到方程的解并不唯一,只能求出温度或温度梯度的和或差,因此,需建立一补充方程。为此对方程(14)两边沿P点的法线ν求导,得:ΔTν(P)=2
C(P)=
对于一般问题(物体边界尺寸变化不大或变化平缓),通过离散边界并将边界条件引入方程(11),可得到一组状态良好的线性方程组,求解方程组即可得到Laplace方程(7)的边界数值解。但由于注塑模结构的特殊性:①模具型腔长,宽比厚度大几个数量级,即型腔为一狭缝面;②冷却孔的长度比直径大几个数量级。若直接用基本边界积分方程(11)求解模具的温度场往往会出现下述问题:离散时若网格尺寸较大,则会产生畸形网
∫
Г3
3
Τ[Tν(P,Q)Σμ(Q)-
Τ(Q)]dS(Q)+Tνμ(P,Q)Δ
∫
3
S-Г
3
[Tν(P,Q)Tμ(Q)-
Tνμ(P,Q)T(Q)]dS(Q)
(15)
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
19xx年4月中 国 塑 料
97
为避免沿冷却管道周向离散,将冷却管
道视为线源,即设冷却管道表面温度和热流沿周向为常数,对基本解T3(P,Q)进行修
正,令P点在冷却孔横截面的中心(即在域外),将冷却孔轴线分成N段,则当P点在第j段上时,由方程(11)可得:
∫∫∫+
∫∫[T
lji=1
Σ
N
2π
li0
33
[T(P,Q)Tμ(Q)-Tμ(P,Q)T(Q)]RidQdl(Q)dl(P)
3
3
(P,Q)Tμ(Q)-Tμ(P,Q)T(Q)]dS(Q)dl(P)=0
liSe+Г
一般情况下,模具外廓边界散热对型腔
表面温度分布影响不大,精确地计算模具外表面温度亦无太大意义,因此,可忽略模具外边界的散热,将模具外边界视为无限大绝热球面。在此基础上,对型腔表面Г和冷却管道进行离散,则由上述积分公式与边界条件可得模具温度场的线性代数方程组:
[A]{T}={C}
(2)材料性能参数:模具材料和塑料材料的密度、比热和热传导率等;
(3)工艺条件参数:塑料熔体的注射温度、脱模温度、冷却介质的进口流量和温度等。 为了使注塑模冷却分析技术实用化,本文把数值计算、数据库和图形结合起来,开发出实用化的注塑模冷却分析系统Z2COOL,由几何造型、网格划分、材料/工艺条件选择、冷却管网分析、模具温度场计算和分析结果显示等模块组成,其构成见图3。

几何造型
求解该方程组,即可得到模具温度场的分布。113 模具温度场的求解
在对模具型腔表面温度场的边界积分方程求解时,需要知道其循环平均热流,该热流可通过对塑件进行一维传热分析得到。但在对塑件进行传热分析时,又需要知道型腔表面的温度,因此需迭代求解,其具体步骤为: (1)假定一个型腔表面温度分布的初值。
(2)对塑件进行一维传热分析,计算循环平均热流。
(3)根据型腔表面平均热流,利用边界元法求解型腔表面温度分布。
(4)如果求得的温度分布与假设值之差小于给定误差,该值便为收敛解;否则将该温
(3)步计算。度分布作为初值继续进行(2)、
图3 Z2COOL总体结构示意图
模块具有点、线、圆弧、样条曲线、参数曲面、流道及各类形式冷却管道的输入功能,利用
该模块可方便地交互生成三维线框和参数曲面混合模型,然后将厚度、形状因子等属性赋给相应的区域形成拓扑区域,最后在拓扑区域上进行网格划分,生成供分析用的边界元网格文件。材料/工艺条件选择模块含有塑
2 系统的实现
对注塑模进行冷却分析需要已知的参数有:
(1)几何参数:即型腔的几何形状及冷却管道的位置、尺寸和联接关系等;
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
98注塑模冷却分析系统的研究与开发料树脂、模具材料、泠却介质和工艺条件数据库,利用它可方便地选择塑料对脂、模具材料、冷却介质和工艺条件,并自动生成分析所用的材料性质文件和工艺条件文件。结果,显示模块的主要功能是以不同的图形方式显示分析结果,帮助用户全面理解分析结果,具有等值线、彩色阴影图及XY图等显示方式。 注塑模冷却分析系统Z2COOL的主要功能是使模具快速、均衡地冷却,Z2COOL可提供的主要信息有:
(1)模具和塑件表面的温度和温度梯度分布;
(2)冷却时间分布及所需的循环时间; (3)每个循环塑件放出的热量; (4)冷却管道的流量、雷诺数及效率分布,冷却介质的进出口压降及温差。 利用Z2COOL可优化冷却管道布置,避免过热点,减少塑件残余应力和翘曲变形,缩短成型周期。图4
塑件及冷却系统几何模型
3 计算实例
如图4所示,一个三腔的蓄电池盒(材料为PP),其底部和侧壁厚度为5mm,中间隔板的厚度为215mm。该产品模具为三板双分型面结构,从产品3个空腔的底部中心进料,模具材料为P20。该模具冷却系统由4条冷却水道组成,型腔上3条(环绕侧壁2条,底部1条),型芯上1条(有3个翻水孔)。冷却分析所需的工艺参数为熔体温度240℃,冷却水温度40℃,流量10L/min,脱模温度110℃。图5和图6为由冷却分析得到的塑件壁厚方向的温差及冷却时间分布。 由图5可看出,该设计方案中型腔与型芯的冷却并不均衡,每个空腔的角上温差最大(该处等值线最密),由此产生的不平衡力矩将可能导致塑件翘曲。可通过在型芯上增
设翻水孔或增大翻水孔直径并使翻水孔顶端图5 温差分布(最大57℃,最小0℃
)图6 冷却时间分布(最大值96s,最小值75s)
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
19xx年4月中 国 塑 料
99
靠近模壁的办法,改善型腔、型芯冷却的不平
衡程度。 从图6可以看出,由于塑件壁厚的差异,中间隔板较四周和底部冷却得快,收缩较小,冷却速率不同产生的收缩应力可能导致隔板的变形。此外,由于要使箱体的底部和四周得到足够冷却,应使冷却时间延长。为了减少和避免隔板的变形,应减小不同部分冷却速率的差异,在此可通过减小箱体四周和底部的厚度来实现。如用加筋的办法在满足塑件刚度要求的前提下减小厚度比,不但可以改善产品质量,还可以明显缩短冷却时间,提高成型效率。
和分析中得到应用,取得良好效果。
参考文献
1 KHimasekhar.NumericalSimulationofMoldHeat
TransferofInfectionMoldedPlasticPartsUsingaModifiedThree2DimensionalBoundargElementMethod.Int.Comm.HeatMassTransfer,1989,(16):55~64
2 KHimasekhar,JLotteyandKKWang.CAEof
MoldCoolinginInjectionMoldingUsingaThree2DimensionalNumericalSimulation.ASMEJournalofEngineeringforIndustry,1992,(114):213~221
3 MRezayatandTEBurton.ABounday2Integral
FormulationforComplexThree2DimensionalGe2ometries.Int.JournalforNumericalMethodsinEngineering.1990,(29):263~273
4 陈静波.注塑模冷却管网分析计算.模具工业,
1993,(12)
5 RWJeppson.AnalysisofFlowinPipeNetworks.ButterworthPublishers,Boston,1976
6 CABrebbia,JCFTellesandLCWrobel.Bound2aryElementTechniques2TheoryandApplicationsinEngineering.Springer2Verlag,NewYark,19847 舒贤林,徐志才.图论基础及其应用,北京邮电学
4 结论
本文开发的注塑模冷却分析系统采用汉
化菜单驱动,实现了塑件和冷却管道几何模型的交互式输入、分析所用边界元网格的自动生成、工艺条件、冷却介质、模具材料和塑料材料的交互选择、冷却介质流动分析和模具温度场预测及分析结果形象直观显示的一体化,为工程人员评估和优化冷却系统设计提供了实用的工具。该系统已在洗衣机双缸连体桶、蓄电池壳和冰箱箱体等模具的设计
院出版社,北京,1988
DevelopmentofCoolingAnalysisSysteminInjectionMolding
ChenJingbo,ShenChangyu,LuiChuntai,WangLixiaandCaoWei
(NERCofPlasticsandRubberMold&Die,
ZhengzhouUniversityofTechnology,Zhengzhou450002)
ABSTRACT
Asoftwareforcoolinganalysisininjectionmoldingisintroduced.Itcananalysetheflowofcoolantbygraphictheorymethodandsimulatetempertureprofileofthemoldbyboundaryelementmethod(BEM).Itcanautomaticallyanalysethepipenetofthecoolingsystemandpredictthetemperturefieldofthemoldaccuratelyandeffec2tively.
Keywords:Injectionmold,Coolingsystem,CAE
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.