数车加工实训 任务书
一、目的与要求
通过本门课程的学习培养学生对加工零件进行工艺分析、编排工艺加工路线及完成加工程序编制的能力,并通过VNUC软件的学习和应用对数控加工过程有初步的了解,为接下来的数控加工基础实训做好准备。此外通过本次课程设计,能使学生初步了解课程设计的一般过程,撰写设计说明书并制作答辩演讲稿,为后续课程设计及毕业设计打下一个良好的基础。
二、要求完成的主要任务:
1.外轮廓加工
2.外圆粗车循环
3.槽类零件加工
4.普通三角螺纹的加工
5.撰写实训报告书
6.答辩
三、 课题加工
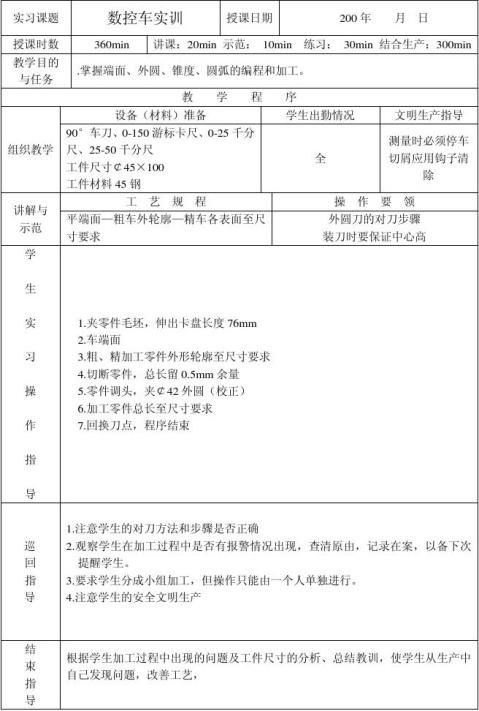
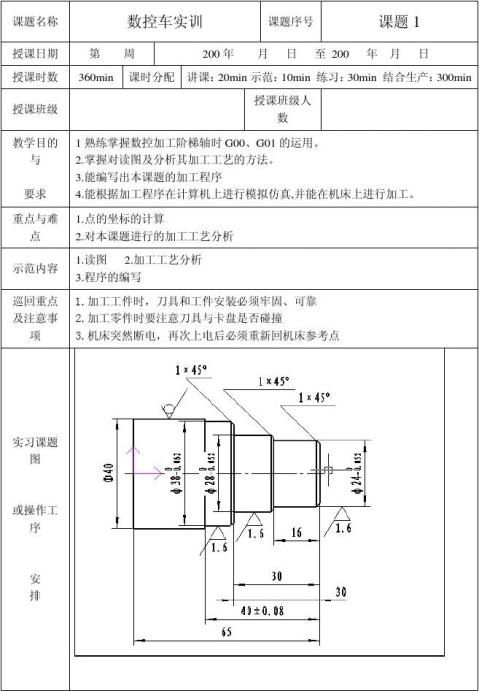
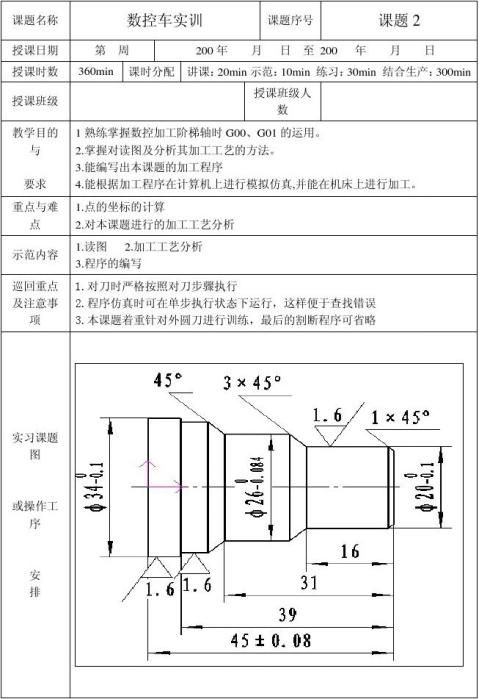
1.外轮廓手动分刀粗加工
1、工作任务描述 学生独立完成图1-1所示工件的手动分刀粗加工,要求先粗后精。
2、工作程序
(1)分析零件,确定刀具轨迹,编制加工程序单。
(2)仿真 通过仿真软件加工课题工件,加工后进行观察和测量,如果加工结果与课题要求不一致,检查并修改程序,直至仿真加工出与图纸吻合的课题工件为止。
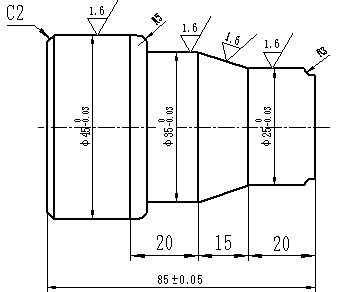
图1-2 手动分刀粗加工考核图
2. 外圆粗车循环
1、工作任务描述
采用G71、 G70,完成图2-1 所示工件的粗加工和精加工。

图2-1 G71、G70加工课题
2、工作程序
(1)工艺分析
(2)编程
(3)仿真
3.槽类零件加工
1、工作任务描述
应用G75指令完成图3-1所示工件3个槽的加工。
2、工作程序
(1)程序编制
工艺分析:先加工左边外圆,车削长度大于60mm,然后夹紧左面装卡部位,车削右面外圆,控制长度尺寸,最后车空刀槽螺纹。
工件材料45号钢, 槽刀YT15硬质合金刀,槽刀宽度4mm。
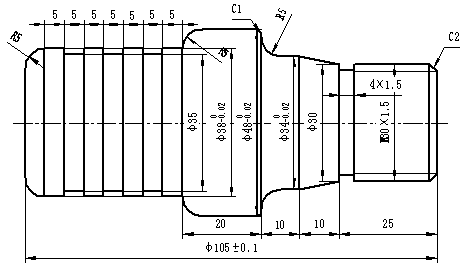
图3-1 直槽加工课题图
(2)仿真
4. 普通三角螺纹的加工
1、工作任务描述 先完成图4-1所示工件的粗、精加工,然后切槽再应用G92指令加工螺纹。
2、工作程序
(1)程序编制
工艺分析:先加工左边装卡部位,车削长度大于60mm,便于左右衔接
然后夹紧左面装卡部位,车削右面,控制长度尺寸。
工件材料45号钢 刀具YT15硬质合金刀片
左面程序编制(FANUC Series 0i Mate-TC )
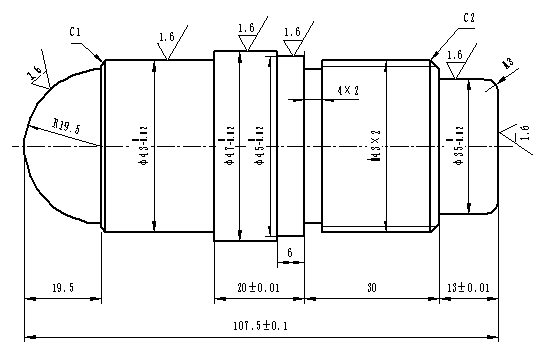 图4-1 螺纹加工
图4-1 螺纹加工
(2)仿真
在加工时,刀补中OFS/SET磨耗补偿中留精加工后的补偿值,以便控制尺寸。课题右侧加工时首先控制长度尺寸,把总长控制到107.5mm。装卡左侧直径φ43mm圆,靠到端面上,卡紧,保证同轴度。对刀只需对Z轴,X轴没变可以不对。如果刀具耐用度好,材质好可以不用修改刀具磨耗补偿。槽刀、螺纹刀可以粗加工之前对好也可以精加工以后再对刀。先用复合循环车外圆,然后车槽,最后车螺纹,用通止规检测。
第二篇:数车实训教案
实习课日安排(分课题操作教学安排)
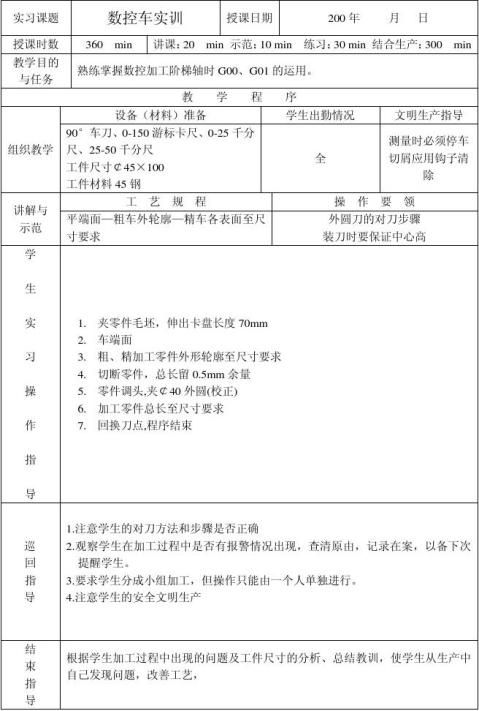
实习课日安排(分课题操作教学安排)
实习课日安排(分课题操作教学安排)