2014—2015(2)模具CAE大作业
基于Moldflow果冻外壳注塑成型过程分析
王若辰
(机模121 1204040108)
摘要:提出了一个分析浇口位置、流动、翘曲和冷却的分析方法。通过三维软件建模,然后调用Moldflow进行注塑模拟,最后提取模拟分析的相关结果,再进行结果的分析。通过对Moldflow结果的分析,确定了最佳浇口位置、分型方案等,从而为确定产品模具设计提供有益的参考。
关键词:网格划分 最佳浇口位置 流道设计 冷却系统 翘曲分析
1.2
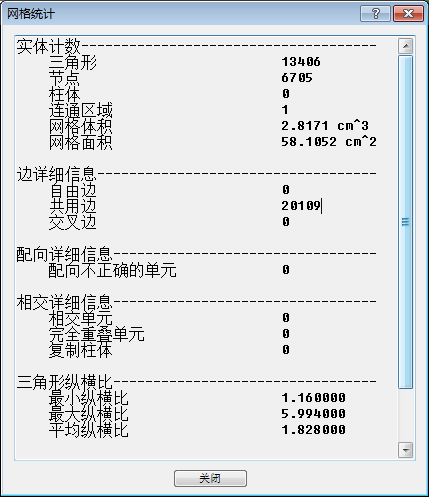
网格统计
0 前言
Moldflow技术无论在提高生产率、保证产品质
量,还是在降低成本、减轻劳动强度等方面,都具有很大的优越性。利用Moldflow技术可以在模具加工前,使用计算机对整个注射成型过程进行模拟分析,准确预测熔体的填充、保压、气穴、熔接痕、流动前沿温度和翘曲变形等情况。从改进制件产品设计、注塑模具设计、模具结构分析、注塑成型工艺参数四大主要方面,以产品实例进行了分析,从了论述了CAE对塑料模具设计的重要。
为了了解网格划分的优劣程度,需要对网格进行统计,从而知道网格划分存在的错误,也能知道如何对网格进行修改。
1 网格划分
1.1 划分网格
Moldflow中网格的划分起到了至关重要的作用。网格划分的好坏,决定了分析过程能否顺利的进行。也决定了分析结果的准确性。
图1网格划分
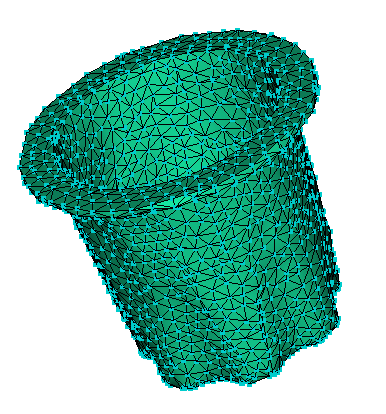
图2 网格统计
2 最佳浇口的选定
通过Moldflow可以进行最佳浇口位置的分析,知道了最佳浇口的所在位置,可以进行更好的型腔
布局,分模设计。由图看出最佳浇口选在中间深蓝色部分或侧边天蓝色部分,可信度较高,确定用点浇口方案。
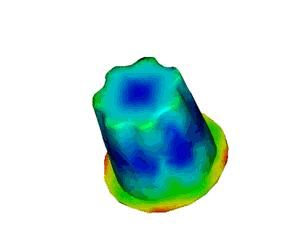
图3 最佳浇口位置
通过了对最佳浇口位置的判定,从而确定了该成型件的型腔布局,该制件一模两腔布局,采用点
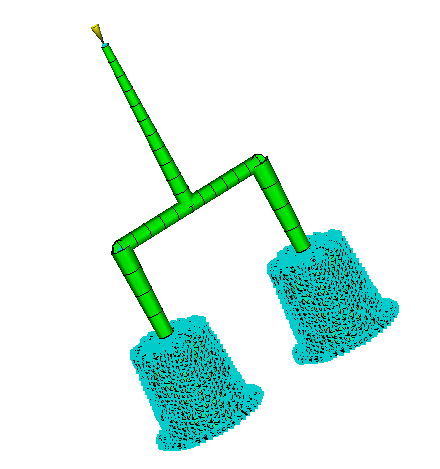
浇口进料。如下图布局
图4 浇口形式及布局
3流动分析
3.1 填充时间
通过对充填情况的观察,可以知道是否充填完全,充填时间,有无缺料,迟滞现象。图中从蓝色到红色表示填充的先后次序。中间喷嘴先注射,其余顺序注射,填充较平衡。整个填充过程总时间为0.5024S。
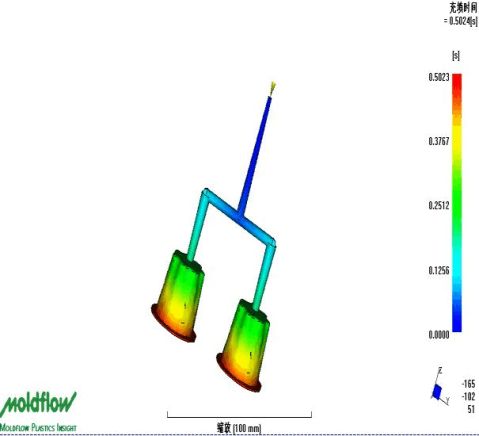
图5 填充时间 3.2 速度/压力切换时间的压力 如图,该制件95%可以通过速度来填充,只有图中灰色部分需要用41.72(MPa)压力来填充。
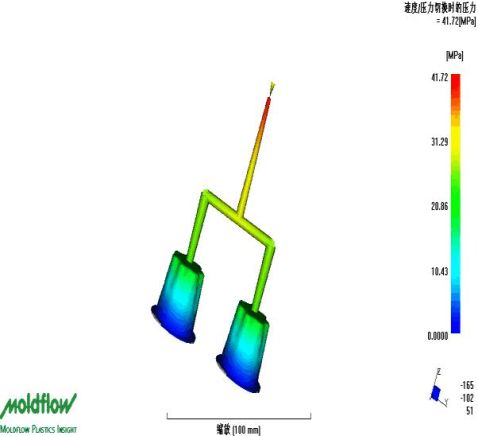
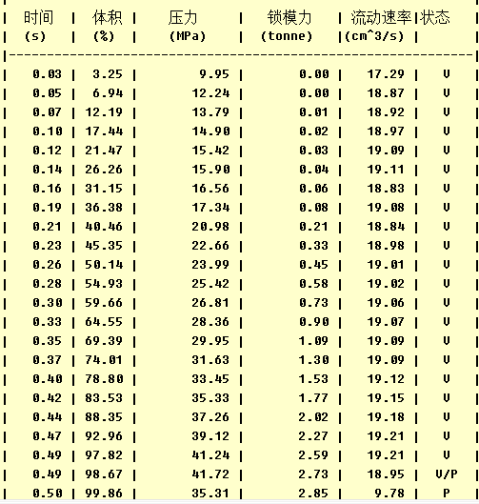

图6 速度/压力切换时间的压力 3.3 流动前沿温度
流动前沿温度如果过高,熔体流动将更为顺畅,熔接痕形成是熔体温度高,则熔接痕的强度就较强。图中温度分布比较均匀,只有不到3度的温差,此方案温度分布比较理想。当制件的流动前沿温度过低时,造成该结果的可能是制件的壁厚较薄或流程过长等。可以通过增加制件的壁厚,增加浇口的数目,以及改变浇口的位置进行改善。
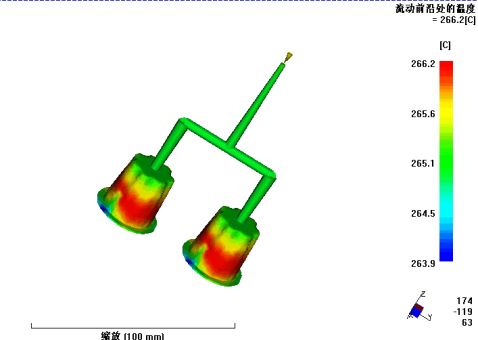
图7 流动前沿温度
3.4 剪切速率,体积
如图得知,在填充过程中浇口处剪切速率较高,最高为21068[1/s]左右小于制件最大剪切速率40000[1/s]。
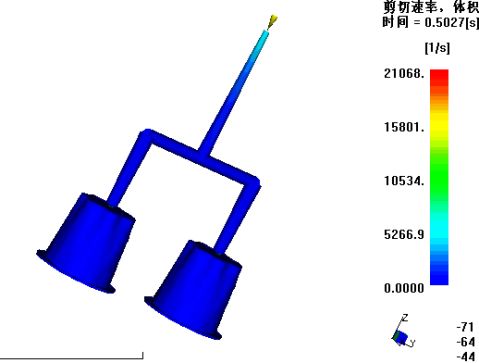
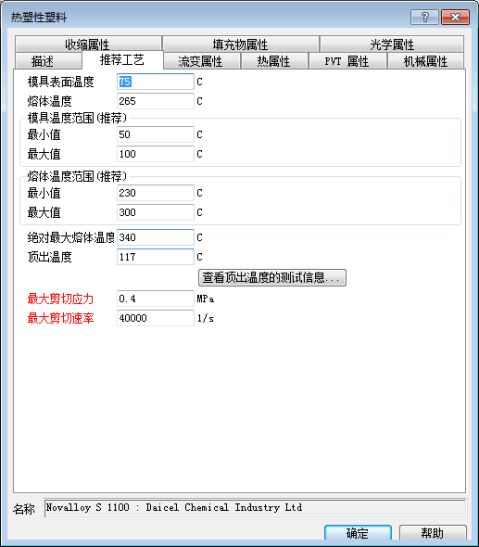
图8 剪切速率,体积
3.5 气穴
气穴是在成型制品内部所形成的空隙,产生的原因可能是由于排气不良造成熔体中的水分或挥发成分被封闭在成型材料中所形成的气泡,也可能是由于熔体冷却固化时体积收缩而产生在制品厚壁或加强筋、凸台等壁厚不均匀处的气泡。可以通过调节料温不要太高,改变模具结构,减少狭长的流道,改善排气情况。
图粉红色园圈表示气穴位置,在这些位置要注意排气,该零件气穴位置刚好处在分型面上,因此没有什么大碍。
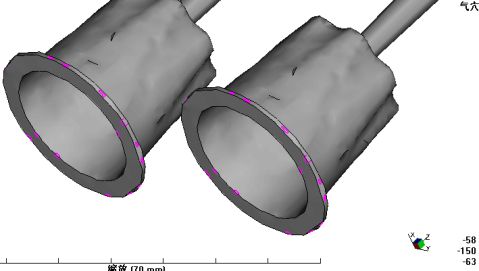
图9 气穴
3.6 熔接痕
图示为熔接痕的分布位置,由于该成型零件为透明件,所以对外观要求比较苛刻。通过分析可知,熔接痕比较少,而且都处在菱角位置。因此外观可以得到较好的保证。
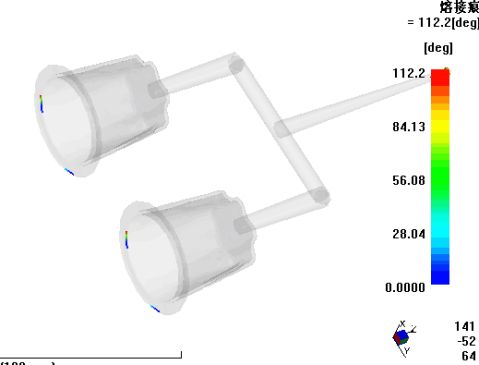
图10 气穴
4冷却分析
4.1 冷却回路设计
为了缩短成型周期,提高塑件质量,
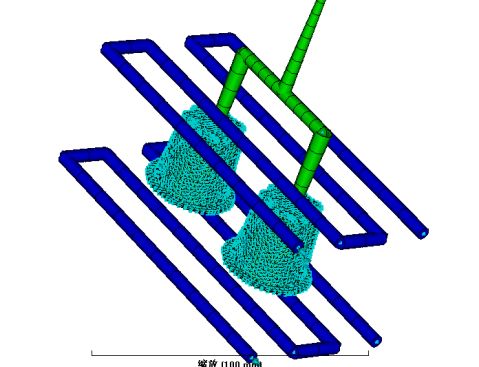
对模具设计冷却回路如下图
图11 冷却回路
4.2 回路冷却介质温度
经moldflow分析,回路冷却介质温度分析,进水口和出水口温差0.28℃小于2℃-3℃。该结果显示了冷却水流经冷却水路是的温度变化,一般情况下,冷却液随温度升高应在
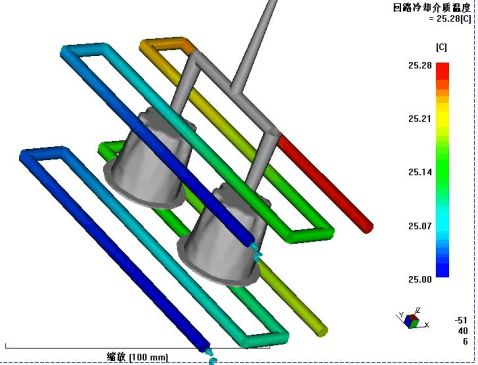
3度以内。
图12 回路冷却介质温度
4.3 回路管壁温度
经分析回路管壁温度在25℃-27℃之内波动,小于5
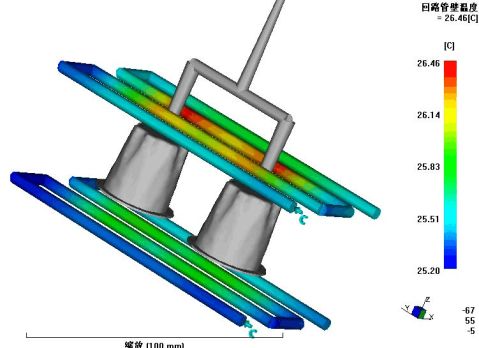
℃温差,主流道边上的回路管壁温度略高一点点。
图13 回路管壁温度
4.4 冻结时间,制品
制件在2.56S冷却到30℃
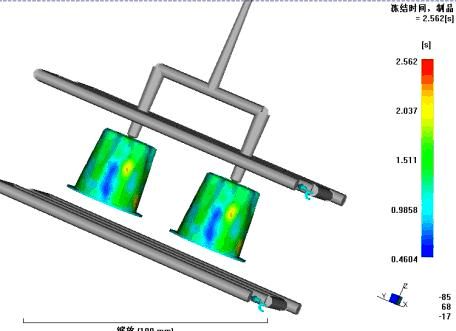
-36℃。
图14 冻结时间,制品
4.5 温度,模具
图中可以反映出模具温度控制在28-32℃之间,大大缩短了制件的成型周期。
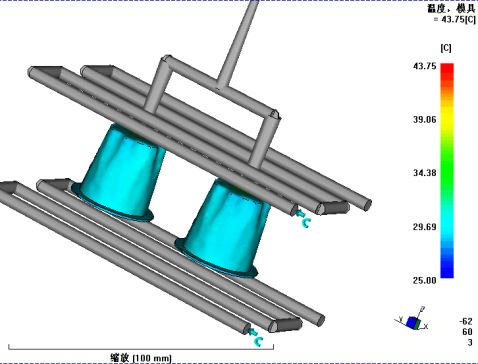
图15 温度,模具
4.6 温度,制品
经moldflow分析,制品温度在20℃-36℃之间波动,温度小于20℃。
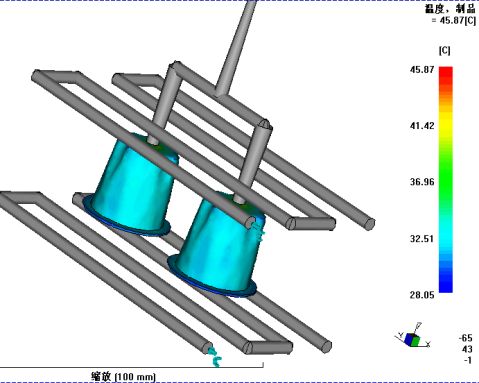
图16 温度,制品
5翘曲分析
5.1 变形,所有因素:变形
翘曲变形指的是注塑制品形状偏离了型腔形状,从而影响了制品的尺寸精度和形状精度的现象。翘曲分析的目的是预测制品成型后的翘曲程度、分析翘曲产生的原因。
变形综合了全部翘曲因素得出的一个总的翘曲变形量。该值能够实际体现制件的翘曲变形有多大。在本方案中,最大的变形量为0.2624mm,在MT5(0.37)范围内。
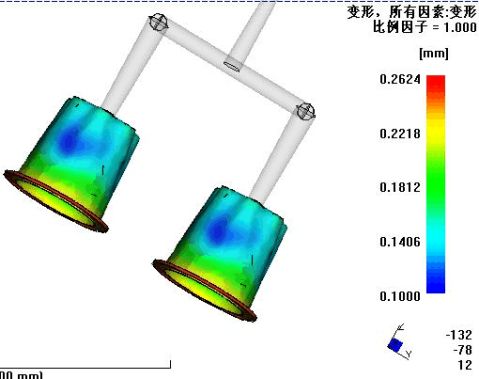
图17 变形,所有因素:变形
参 考 文 献
1 罗超,龙侃,王强. CAE技术在注塑模具上的应用[J]. 煤
矿机械,2011,05:195-197.
2 孙丽娟,邢东仕,黄专,林砺宗. Moldflow在注射模设计中
的应用[J]. 模具工业,2010,03:41-44+62.
3 钟皓东,邓益民. 基于Moldflow的浇口位置分析对熔接
痕的影响[J]. 轻工机械,2007,01:24-26.
4 陶筱梅,杜小清. 基于MoldFlow的注塑模具浇口优化设
计[J]. 模具技术,2007,04:40-43+62.
5 周大路,何柏林,李树桢,黄薇. 基于Moldflow的注射器
翘曲分析[J]. 塑料,2007,02:95-98.
第二篇:moldflow分析报告封面

题目:接触压力的变化在模具的半径板材冲压成型 系别: 机械工程系
专业: 材料成型及其控制工程(2)班
学制: 四年
姓名: 朱建华
学号: 1106032032 导师: 王雪冰
