项目合同类型:
合同登记号码:
江西理工大学横向科技项目
结 题 报 告
 项目名称:
项目名称:
委托单位: 
所属学科:
项目负责人:
所在 部门:
部门:
填报日期:
江西理工大学科学技术处
二○##年制
一、结题简表

二、项目研究成果简介(600字左右)
三、项目委托单位结题或验收证明
四、项目负责人所在部门及科学技术处意见
五、相关附件材料
(包括:项目合同书、项目研究报告、主要研究成果复印件等)
第二篇:科研项目结题报告
科研项目
结题报告
项目名称:
项目编号:
项目承担单位(盖章): 项目负责人(签字): 审核(签字):
目 录
一、摘 要 ......................................................................................... 3
二、研究计划要点及执行情况 ........................................................ 3
三、研究工作主要进展和取得的成果 ............................................ 4
四、形成的创新点............................................................................. 6
五、经费使用情况说明 .................................................................... 7
六、存在的问题、建议 .................................................................... 7
一、摘 要
1.1 铝镁合金具有高强度、低密度、耐低温的优点,同时具有低熔点、膨胀系数大等焊接特点。
1.1.1 铝镁合金熔点较低(熔点455℃~602℃),与氧气的亲和力强,在高温下很容易氧化,形成高熔点的氧化膜(熔点约2050℃)将熔池覆盖,严重妨碍母材与焊材的熔合,从而在焊缝中易产生氧化物夹杂、未熔合、气孔等缺陷。
1.1.2 铝镁合金膨胀系数大,在焊接过程中易产生较大热应力。
1.1.3 铝镁合金在高温下的强度和塑性变低,易产生塌陷,且从固态到液态转变过程中颜色无明显变化,不利于焊接温度的掌控。
1.2 目前,林德、APCI、中冶南方、杭氧等公司设计的空分装置内管道大多采用铝镁合金管道,其坡口加工、焊口组对的效率和焊接一次合格率问题已经成为影响工程进度和质量的瓶颈。
1.3 我公司对铝镁合金管道坡口加工、厚壁管道组对、小直径管道坡口形式、固定口和150mm<DN<500mm的活动口的焊接方法等方面进行了研究,旨在加快施工速度,降低施工成本,提高焊口一次合格率。
关键词:铝镁合金 专用铣刀头 对口焊接顶具 U型破口 加衬焊
二、研究计划要点及执行情况
2.1 研究计划要点
2.1.1 充分调研、试验,利用现有的电动、风动工具,设计专用铣刀头。
2.1.2 制作不同形式的铝镁合金管道对口夹具,进行焊口组对试验,最终确定夹具的形式。
2.1.3 对于小直径铝镁合金管道,对不同形式的坡口进行研究、试验,选择合适的坡口工艺。
2.1.4 对固定口及150<DN<500mm管道,选择加衬焊工艺,对衬环的安装顺序、方法、焊接参数进行试验,确定最终加衬焊工艺。
2.2 执行情况
2.2.1 人员分工
2.2.2 执行进度
1)20xx年12月,项目组成员进行调研,收集以往工程资料,对项目的可行性进行探讨,形成可行性研究报告;
2)20xx年1月,进行专用铣刀头、组对顶具、U型坡口、加衬焊的试制、试验,确定最终实施方案;
3)20xx年2月-20xx年6月,方案实施,进行铝镁合金管道的预制、安装、无损检测,并对过程中形成的资料进行收集;
4)20xx年7月,现场收尾,对收集的过程资料进行汇总、分析;
5)20xx年8月,总结、分析,形成结题报告,圆满完成此次技术研究。
三、研究工作主要进展和取得的成果
3.1 在管道坡口加工过程中,利用原有的电动、风动工具,加装我们设计的专用铣刀头,对管道坡口进行铣切,大大提高了坡口加工速度及焊口一次合格率。
根据铝镁合金的特性,经反复研究试验设计出一款铝镁合金管道坡口专用铣刀头。铣刀头参数为:齿数14,角度30°,宽度18mm。
具体结构形式如图3.1所示。
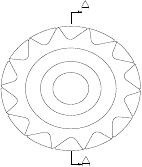
剖面
销轴
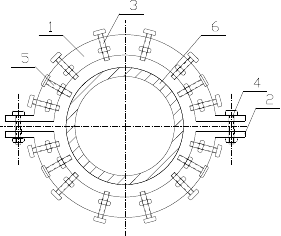
图3.1 铣刀头结构
3.2 在铝镁合金管道的组对施工中,通过研究并制作了铝镁合金管道对口焊接的顶具。
采用两个径向设有若干调整螺
栓的半圆环,将半圆环套接于管口
处,拧紧紧固螺栓,通过旋动调整螺
栓顶推铝镁合金管道的管壁,达到调
整管口椭圆度的目的,实现快速准确
对口,减少错边量,提高工作效率和
焊接质量。
铝镁合金管道对口焊接的顶具

图3.2-1铝镁合金管道对口焊接的顶具
结构形式如图3.2-1、3.2-2所示。
5
1 3 6
1—半圆环2—连接臂3—调整螺栓
图3.2-2 铝镁合金管道对口焊接的顶具应用
4—紧固螺栓5—固定螺栓6—管道
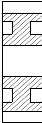
3.3目前国产铝镁合金管道多为厚壁管道(8-20mm)。由于铝镁合金吸热快,如采用传统的V型坡口,其钝边间距小,钨极探不到V型坡口底端,待钝边顶端母材的温度达到熔点,传热到钝边底端时,顶端已温度过高,焊缝形成内凹。
对于厚壁铝镁合金管道,可采用X型坡口,但须采用对称焊的焊接方法,每道焊缝需要两名焊工密切配合、焊速同步,且公称直径DN≤150mm管道无法采用对称焊,X型坡口工艺不适应于小直径管道。
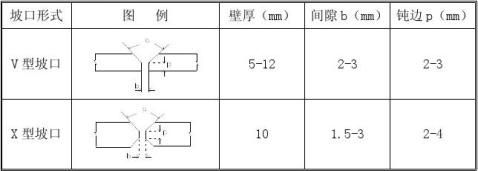
经反复研究、试验,对于公称直径DN≤150mm的铝镁合金管道,采用U型坡口工艺焊接,可使钨极探到钝边底部的焊接端口,焊机电流控制120-130A之间,钝边端口迅速受热,缩短加热时间,形成单面焊双面成型的效果,提高了焊口一次合格率,减少了返修次数。坡口形式如表3.3所示。
焊口形式对照表 表3.3

3.4 部分焊口采用加衬焊工艺,较易保证焊口质量。
对于150≤DN<500mm的活动口及冷箱内固定口焊接操作空间受限无法采用对称焊,且V型坡口单面焊双面成型质量难以保证的情况下,采用加复合衬环焊接(加衬焊)。
由于铝镁合金材质导热快、熔池结晶快,采用加衬焊组对时,衬环与管道内壁自然贴合不留间隙,衬环不得强行加入,以避免焊接后产生较大的残余应力。衬环加入后,与一侧管道先进行点焊,点焊长度10-15mm为宜,焊点一般不少于6点,再进行管道组对。
加衬焊焊口组对简单,操作方便,坡口可不留钝边,焊接速度快,温度容易控制,减少了因仰焊等形成的内凹和塌陷等缺陷,避免了不加衬环焊形成的焊缝熔合线造成拍片误判,对焊工的技能水平没单面焊双面成型要求高。
焊接方法对照表 表3.5

3.5 在公司28000Nm3/h空分装置安装工程中,采用以上系列方法,提高了焊接一次合格和作业效率。共节约人工180工日,工期提前3%,焊口一次合格率提高1.3%,黄石制氧共计11857张片子,节约150吨履带吊台班10个,降低工程成本156930元,取得了较好的经济和社会效益。
3.6 技术人员积极参与各项科研活动,通过不断努力改善个人职业发展路径,达到自我实现的目的。 四、形成的创新点
4.1形成工法
“铝镁合金管道焊接施工工法” 已形成,正在审批过程中。 4.2 技术秘密
形成四项技术秘密:“铝镁合金管道坡口专用铣刀头”、“铝镁合金管道对口焊接的顶具”、“厚壁小直径U型坡口工艺”、“加衬焊工艺”。 五、经费使用情况说明

六、存在的问题、建议 6.1 U型坡口工艺 6.1.1 存在问题
坡口加工要求高,需要熟练打磨操作工,组对时不能有缝隙,否则易形成内凹,焊接操作难度大,容易产生焊接变形、夹杂、裂纹、气孔、背面超高、融合不良等缺陷,对焊工的技术要求高。 6.1.2 改进意见
对打磨操作工进行现场培训,提高操作熟练程度,对焊工进行技能培训、考试、考核,择优选用。 6.2 采用加衬焊 6.2.1 存在问题
1)加衬焊的衬环需用复合带钢加工,衬环的椭圆度要求高,衬环与管道之间存在的微小间隙内易留存细微颗粒。
2)在施焊过程中,对焊丝的移出、送入要求高,易产生焊接缺陷。
3)在点焊和焊接时,不锈钢垫环易过烧,X光检查时易出现阴影。
6.2.2 改进意见
1)加工衬环选用可调模具,标准化作业,加快加工进度,管道切割打磨过程中做好防污染防护,切割打磨后彻底清理。
2)在施焊过程中,焊丝移出熔池时不可脱离气体保护区,送入时不可接触钨极或直接触及熔池,避免产生夹杂、夹钨缺陷。
3)在点焊和焊接引弧时不直接指向衬环,确保衬环不烧焦、不烧穿,避免X光检查时出现阴影而造成评片误判。