恒压过滤实验
一、 实验目的
1、熟悉板框压滤的构造和操作方法;
2、测定恒压过滤方程中的常数。
二、 实验原理
板框压滤是间歇操作。一个循环包括装机、压滤、饼洗涤、卸饼和清洗五个工序。板框机由多个单元组合而成,其中一个单元由滤板、滤框、洗板和滤布组成,板框外形是方形,板面有内槽以便滤液和洗液畅流,每个板框均有四个圆孔,其中两对角的一组为过滤通道,另一组为洗涤通道。滤板和洗板又各自有专设的小通道。图中实线箭头为滤液流动线路,虚线箭头则为洗液流动路线。框的两面包以滤布作为滤面,滤浆由泵加压后从下面通道送入框内,滤液通过滤布集于对角上通道而排出,滤饼被截留在滤框内,如图1—1所示。过滤完毕若对滤饼进行洗涤则从另一通道通入洗液,另一对角通道排出洗液,如图2-2-4-2b)所示。

图1—1 过滤和洗涤时液体流动路线示意图
在过滤操作后期,滤饼即将充满滤框,滤液是通过滤饼厚度的一半及一层滤布而排出,洗涤时洗液是通过两层滤布和整个滤饼层而排出,若以单位时间、单位面积获得的液体量定义为过滤速率或洗涤速率,则可得洗涤速率约为最后过滤速率的四分之一。
恒压过滤时滤液体积与过滤时间、过滤面积之间的关系可用下式表示:
 (1)
(1)
式中:V——时间θ内所得滤液量[m3]
Ve——形成相当于滤布阻力的一层滤饼时获得的滤液量,又称虚拟滤液量[m3]
θ——过滤时间[s]
θe——获过滤液量Ve所需时间[s]
A——过滤面积[m2]
K——过滤常数[m2/s]
若令:q=V/A及qe=Ve/A,代入式(1)整理得:
 (2)
(2)
式中:q——θ时间内单位面积上所得滤液量[m3/m2]
qe——虚拟滤液量[m3/m2]
K、qe和θe统称为过滤常数。
式(2)为待测的过滤方程,因是一个抛物线方程,不便于测定过滤常数。为此将式(2)微分整理得:

上式以增量代替微分:
 (3)
(3)
式(3)为一直线方程,直线的斜率为 ,截距为
,截距为 ,式中△θ,△q和q均可测定。以
,式中△θ,△q和q均可测定。以 为纵坐标,q为横坐标作图如图1—2所示,由图中直线的斜率和截距便可求得K和qe值。常数θe可在图上取一组数据代入式(3)求取,也可用下式计算:
为纵坐标,q为横坐标作图如图1—2所示,由图中直线的斜率和截距便可求得K和qe值。常数θe可在图上取一组数据代入式(3)求取,也可用下式计算:
 (4)
(4)
最后就可写出过滤方程式(2)的型式。

图1—2 方程(3)图解
板框压滤是间歇式操作,始点和终点数据误差较大,作图时应舍去。又因式(3)中与q为阶梯型函数关系,故作图时先作阶梯线,后经各阶梯水平线中点联直线以求取过滤操作线。
三、 实验流程
实验流程由贮槽、齿轮泵和板框机等组成。滤液量用容量法或重量法测定,如图1—3所示。请注意:齿轮泵是正位移泵,泵出口必须设回流管路进行流量调节。

1—滤浆槽 2—齿轮泵 3—电动机 4—回流阀 5—调节阀
6—压力表 7—板框机 8—压紧螺旋 9—容器 10—磅称
图1—3 板框过滤实验流程图
四、实验步骤
1、熟悉实验流程、板框结构、排列方法。
2、浸湿滤布,拉平后装机,框数宜取两个,螺旋压紧,要保证进滤浆及出滤液的路线畅通,并且板框之间逢隙不漏液。
3、在滤浆槽1内配制10%左右的碳酸钙水溶液50公斤,先人工搅拌均匀,后关调节阀5,开回流阀4,启动齿轮泵2(先转动靠背轮是否灵活后合电开关),进行回流搅拌。
4、作好滤液流量测定准备(用定容量计时法,即滤液每流出1升,计时1次,时间单位为秒)。
5、打开调节阀5,关小回流阀4,把滤浆送进压滤机7,压力表6读数要稳定在0.1MPa左右,过程中若压力指示有波动,可用阀4和阀5调节使之稳定。
6、当滤液出口处滤液呈滴状慢慢滴出时可停止操作,结束实验,先停齿轮泵,后松开机头,取出滤饼放置盘上,清洗滤布和全机。
7、取框1块测量面积,并计算总过滤面积。
8、记下操作压力和滤液温度。
9、归还所借秒表,清理现场。
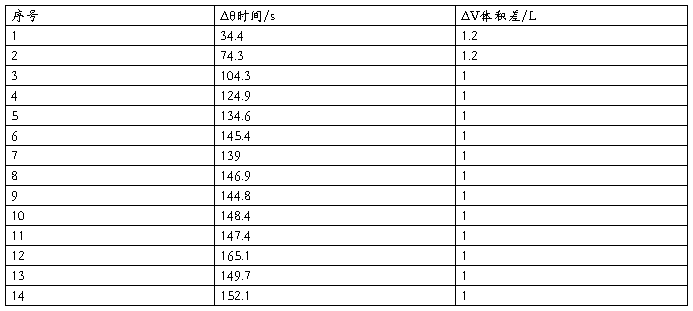
五、原始数据
过滤面积A=边长×边长-πd²/4
=0.12×0.12-3.141592653×0.0275×0.275/4
=0.013806m²
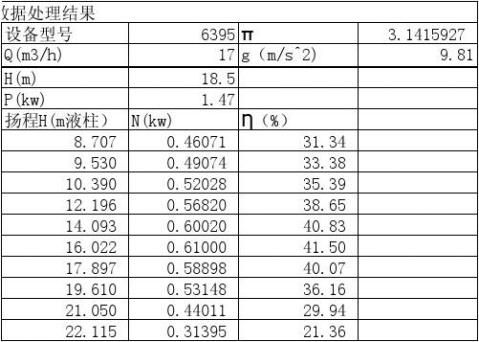
六、数据处理

q1=△q = m3/m2
m3/m2
 =
= s
s
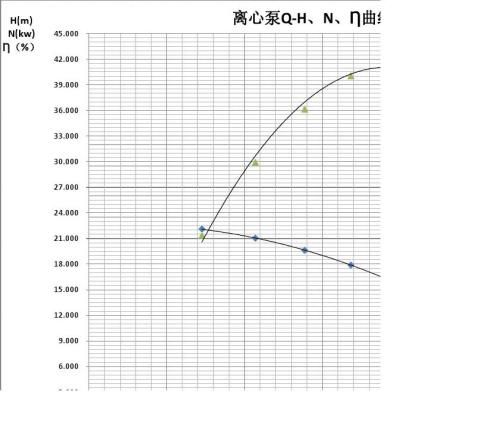
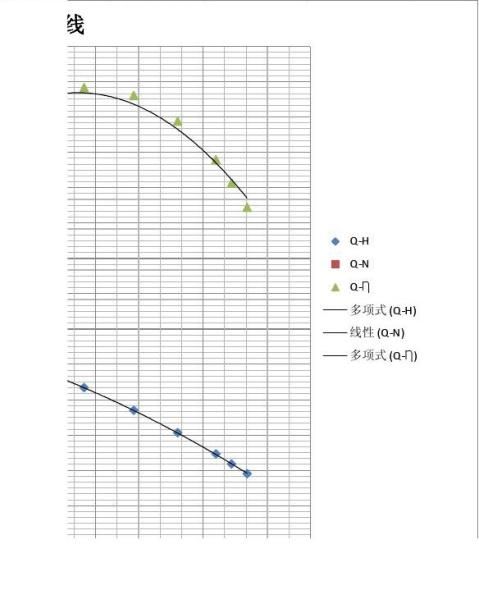
同理可求得其他各组数据,见上表,用计算机画出 与q的线性曲线,如下图所示:
与q的线性曲线,如下图所示:

由直线方程y = 665.52x + 1529.8与方程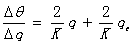 相比较,得:
相比较,得:
2/K=665.52 → K = 0.003005 m²/s
2qe/K =1529.8 → qe = 2.30 m³/m²
= 2.30×2.30/665.52=0.079 s
则过滤方程的具体形式为:
即: (q+2.30) ²=0.003005×(θ+0.079)
七.结果讨论
(Ⅰ)从上面的数据及所作出的图来看,本次实验存在一定误差,可能有几个方面的原因:
从实验数据上来看:虑浆非常的稀,滤液流出的速度比较慢,用定容量计时法,由于人为操作原因,所量取的一升滤液不够精确,也有些流到了地面;以及计时者的反应时间带来实验误差。
本次实验中即使滤布夹得很紧但是还存在着漏水现象,滤液流完时,并不是很澄清,使得实验误差很大。
滤液流出速度慢也是实验产生误差的原因。
(Ⅱ)思考题:
答:在实验中提高板框压滤机的生产能力的方法有:凡是能提高过滤速度、减少过滤洗涤时间和压滤机重装时间的方法都可行,如:
1、提高过滤速度; 增大过滤压差 ;提高滤液温度,减小滤液黏度 ;对于可压缩滤渣可加入助滤剂,提高滤饼刚性,降低滤饼阻力。
2、减少洗涤时间 ,洗涤液的选择上,可进行实验选择。
3、减少重装时间 ,寻找最简单有效地重装过程。
第二篇:化工原理仿真实验报告