1相关文件
JG/T180-2005 《未增塑聚氯乙烯(PVC-U)塑料门》
JG/T140-2005 《未增塑聚氯乙烯(PVC-U)塑料窗》
YTQP8.3-2001 《不合格品控制程序》
YTQP4.2.4-2001《记录控制程序》
2 塑钢门窗原辅材料进货检验
2.1门窗配件验收指标按《门窗配件验收规程》进行,抽样方案按GB 2828,取一般检查水平1级,合格质量水平AQL6.5。
2.2仓管填写[检验通知单]送达质管部,质管部指定相关人员在36小时内对门窗配件进行抽检,检验后填写[原辅材料检验报告]。
2.3候选供方提供门窗配件,工艺以[试生产工艺技术表]形式通知检验员,现场品检跟踪检验其使用功能,并填写结果,交还工艺,检验的记录作为配件检验的依据。
2.4门窗配件检验合格,仓管员根据质管部提供的[原辅材料检验报告]做好转序手续,并标明状态标识。
2.5检验不合格,按《不合格品控制程序》中相应条款处置。
3 塑钢门窗生产过程检验
3.1工序自检、互检
3.1.1各工序操作人员对所生产的制品按《塑钢门窗组装工艺技术规程》相应条款内容进行自检,自检完毕按产品类别如实填写自检结果。
3.1.2制品流入下一道工序,下道工序操作人员针对上道工序制品进行相应的检查,合格品进入本道工序操作,不合格品退回上道工序进行返修或隔离堆放。
3.2工序抽检
3.2.1当班品检员根据[亚通牌塑钢门窗生产通知单]了解各种生产资讯,按照图纸及《塑钢门窗组装工艺技术规程》规定要求进行首检和巡检,每个工序巡检频率不小于二小时每次,抽检完毕在各单元工序单中如实填写抽检结论,当抽检合格时,在抽检结论栏注明合格,抽检不合格在抽检结论栏中注明不合格,并在备注栏中注明原因,责令操作员作好标识,并查明原因及数量,纠正后方可转序。
3.2.2品检员在检验过程中对焊角强度进行检测,每一工程的批量的主要系列框扇产品首件检测一次,每次抽样不少于5个,做好[塑钢门窗出厂检验记录表]。


3.2.3合格制品流入下道工序,工序生产的不合格品按《不合格品控制程序》中的相应条款处理。
4 塑钢门窗最终检验
4.1品管员对当天生产出来的产品须按《PVC塑料门》或《PVC塑料窗》等标准所规定指标检验,属于异型门窗产品按附录B规定的要求和项目对其进行检验,检验对象按框、扇、固定框、纱扇分类,按GB2828抽样方案正常检查一次抽样,取一般检查水平1级,合格质量水平AQL6.5的标准抽样,检验完毕填写[塑钢门窗产品抽检报告]。
4.2对每个工程每一系列的首批须按《PVC塑料门》或《PVC塑料窗》标准所规定的指标,本文规定的项目对其进行首检(细详项目见附录A,对于未能检测的项目待到安装施工时检测),如实填写检验数据,并根据[塑钢门窗检验出厂记录表]的数据出具[塑钢门窗出厂检验报告]。
4.3生产过程中有以下情况的时候可不出具检验报告,填写抽检报表即可:
a生产的同一工程中某一个规格的产品,只有3个(含3个)以下的批量时;
b同一工程追加的订单;
c制作异型窗时;
4.4过程和最终检验中发现问题,品检应填写[纠正措施通知单]发放生产班,做好质量记录交接单,监督相关人员立即对不合格品进行标识隔离,并按《不合格品控制程序》中相关条款进行处理。
4.5报告的编制:品检员根据原始记录的实际数据,详细填写检验报告,填写检验报 告时一般项目结果取公差最大值- 最小值,物理机械性能结果取平均值,无公差项目用合格或不合格表示,确认、校核无误后,由质管部负责人批准后生效,所有的检验原始记录、检验报告,要求清晰、原始,不能随意涂改。
4.6根据以上所出检验报告结果,对检验报告作如下处理:
合格:质管留底,送一份成品仓。
不合格:质管留底,送一份成品仓,产品作好标识,并做好隔离追溯处理。
4.7新产品试生产检验按《型材检验规程》中4.9条款的程序进行。
5 相关记录
QL8.2.4-08[塑料门窗产品抽检报告]
QL8.2.4-09[塑料门窗出厂检验报告]
QL8.2.4-11[塑料门窗出厂检验记录表]
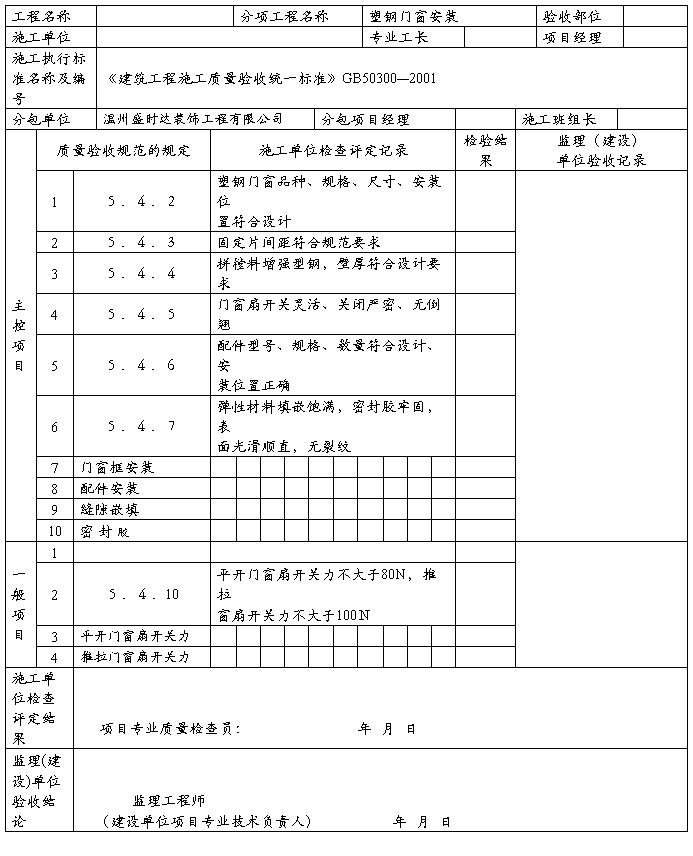
第二篇:塑钢门窗检验批质量验收记录
检验批质量验收记录