PP木塑报告
摘要:采用双螺杆挤出制备PP木塑复合材料,通过注塑成型试样研究各组分及配比对复合材料性能的影响。根据木粉特性,试验结果猜想,当木粉含量逐渐增加时一定程度,复合材料的弯曲强度弹性模量上升,韧性、拉伸强度和冲击强度有一定下降,通过加入助剂进行改善。
引言
木塑复合材料(WPC)是以木材和塑料为原料,加入偶联剂等改性助剂,经过热压复合、熔融挤出等不同加工方式制成的一种新型材料。
本课题旨在配方中其他助剂定量情况下,研究改变木粉含量以及目数的条件下,PP木塑复合材料的性能变化。
1.材料与方法
1.1 材料
聚丙烯(PP),型号 H110MA;木粉 100目;PP-g-MAH;氨基类硅烷;铝酸酯;硬脂酸;EPDM;
配方:
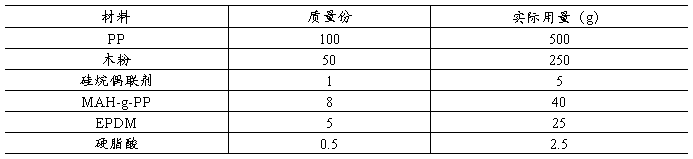
1.2设备及仪器
同向平衡双螺杆挤出机,型号SHJ—35(广州市华新科机械有限公司);电热恒温鼓风干燥箱,型号101—4—BS(上海跃进医疗器械厂);高速混合机,型号CN—10(北京塑料机械厂);电子万能测试机, 型号CMT4204(深圳市新三思材料检测有限公司);海天注塑机;立式混色机。
1.3木塑复合材料的制备
1.3.1木粉干燥 将100目的木粉放入电热恒温鼓风干燥箱中以140°C干燥4h密闭处理。
木粉表面处理 把干燥后的木粉添加高速混合机中进行搅拌,温度控制在90至100°C,分两次加入计量好的铝酸酯偶联剂,两次加入的时间间隔3min,然后再处理5min。铝酸酯的用量为木粉质量的2%,经过处理,木粉表面活化度达到50%以上。(原理:采用铝酸酯处理后,木纤维中含氧量降低,含碳量增加,木粉表面的羟基和羧基等亲水性基团与铝酸酯中的烷氧基发生化学反应,形成C—O—Al化学键,这样就在木粉表面形成一层铝酸酯分子层,从而改善木粉与聚合物基体的相容性。)
1.3.2物料混合
加料顺序:(PP→氨基类硅烷)→木粉(已处理)→EPDM、MAH-g-PP、硬脂酸
按比例称量物料,依次加入高速混合机中以110°C混合3min,使各组分均匀分散。
1.4 挤出成型
采用双螺杆挤出成型工艺制备木塑复合材料。先将混合好的物料倒入喂料斗,进入双螺杆挤出机料筒,物料在螺杆的剪切、分散和挤压作用下完成塑化并挤出木塑料。经过前期的探索性实验,挤出工艺参数按表1进行设定。
表1 挤出工艺参数

1.5注塑试样条
1.6测试方法
1.6.1 力学性能测试 木塑复合材料弯曲性能的测试参照ASTM标准中塑料弯曲试验标准方法,跨距64mm,加压速度为2mm/min;无缺口冲击强度测试,采用塑料测试标准(GB/T1043-1993)进行简支梁摆锤冲击试验,跨距为60mm,冲击强度为2.9m/s,摆锤能量为2J.每组试件为5个测样。
2 结果与讨论
2.1 木塑复合材料的力学性能
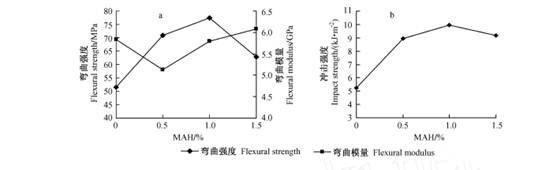
2.1.1 MAH 对弯曲性能的影响
如图1a所示,塑料基体经过改性后,复合材料的弯曲强度得到显著提高,并且在MAH用量为1.0%时达到最大值,与基体未改性的复合材料相比提高了50.4%。然而,随着MAH用量的继续增大,复合材料的弯曲强度又开始下降。当木纤维与未改性的塑料直接复合时,由于两者的相容性较差,木纤维在基体中不能很好地分散,在成型加工中木纤维没有被塑料基体充分润滑,因而界面结合较差,木纤维没有起到增强作用。而经过接枝改性的PP引入极性的酸酐基团,与木纤维表面上的羧基发生酯化反应而通过共价键连接,降低了木纤维表面能,并提高了木粉的分散性,因而改善了木粉与基体之间的界面结合。
2.1.2 MAH 对冲击强度的影响
从图 1b可以看出 ,复合材料冲击强度的变化趋势与弯曲强度的变化趋势大致相同 ,同样在 MAH用量为 1%时达到最大值 ,与塑料基体未改性的复合材料相比提高了90.8 %。对于基体未改性的复合材料 ,木纤维和基体树脂之间仅靠微弱的物理作用结合 ,当材料受到外力作用时 ,应力无法从木纤维传递到基体 ,会在这些微弱的界面结合处形成应力集中 ,从而导致材料在相对较小的外力作用下就发生断裂。基体经过改性后 ,在聚烯烃分子链上引入了极性酸酐基团 ,它与木纤维中的羟基将以共价键或氢键结合 ,两者之间形成了一定厚度的界面层 ,进而提高了界面结合强度。
2.1.3 木粉含量对拉伸性能的影响
图中a为20份木粉,b为40份含量的木粉,两者的最大拉伸屈服应力都是在36-38MPa之间,相差不大,出现最大屈服应力也是在10-11mm之间的位移,a线在位移18时断裂,b线在位移21时断裂 ;在助剂没有变化的情况下,b线木粉含量为a线的两倍,但是性能上是没有多大差异的。
2.1.4 木粉含量对冲击性能的影响
20份木粉:

40份木粉:

50份木粉:

以上三个表格可以看出,木粉份数增加时,试样的韧性降低,也就意味着材料更脆,因此需要加入EPDM对复合材料进行增韧。
2.1.5 通过表面硬度测试,木粉加入后,PP木塑复合材料的表面硬度与纯PP试样是有很大提高的。
3结论
(1) MAH的用量以及加入可以提高木粉与PP之间的分散性,相容性更好,改变了木粉与PP之间的界面结合强度。
(2) 木粉份数从20份增至40份增加后,复合材料的韧性、冲击强度下降,拉伸强度相差不大。
4问题与建议
(1) 木粉表面处理时,加入铝酸酯没有达到相应效果,无明显变化。
(2) 配混中木粉与其他物料粘连性差,有分层现象,在加入挤出机料筒中,下料后存有部分木粉存在料筒中。
(3) 挤出过程中,牵引较困难,后期流动性差,表面木粉粗糙,性能也较差。
(4) 注塑中试样条性能不一,部分内部存在气泡。
原因:(1)木粉表面处理时,高速混合机温度不够
(2) 木粉与PP之间相容性差,混合后很干燥,无法粘连
(3) 木粉与PP等原料在机筒中分散性差,相容性差
(4)注塑时压力不够,注塑温度低,没有均匀塑化,也应适当提高冷却时间。
解决方法:(1)木粉表面处理,高速混合机温度控制在110°C,提高活化度
(2) 加入液体石蜡,改变木粉与PP的粘连性,但是过量的话润滑大,摩擦力太小,在螺杆塑化时难以塑化完成;(相当于硬脂酸,虽然提高木粉与物料的分散性,但是过量会影响木粉与物料在机筒中的塑化。)
(3)在挤出前,可以对混料进行塑化,避免加料时出现木粉存留现象。
第二篇:PP-R出厂检验报告
编号:QB/HC-D-010-26
云南亨财PP-R出厂检验报告
产品类别 冷热水用聚丙烯管材 检验依据 GB/T18742.2-2002
产品名称 检验类别 出厂检验
规格型号 抽 样 数
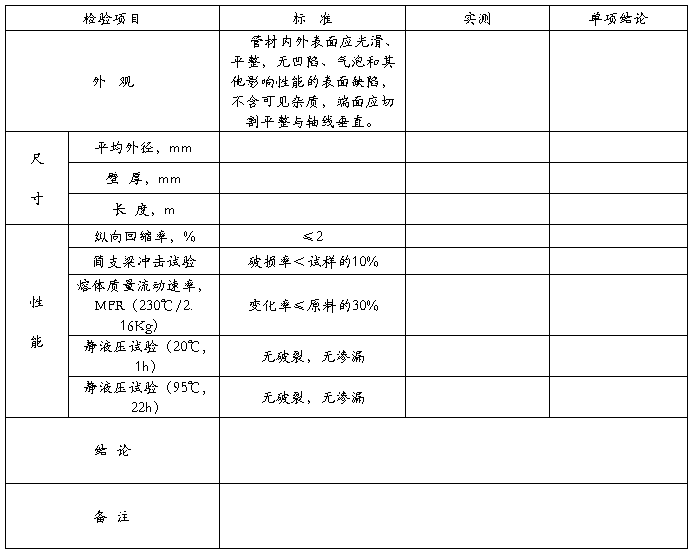
检验员: 检测员: 检测日期: 审 核: