轴承磁粉探伤工艺
1. 主题内容与适用范围
本工艺规定了ZPMC外购轴承产品的磁粉检测方法以及验收标准。
本工艺适用于铁磁性材料制ZPMC外购轴承产品成品表面和近表面缺陷的检测。
2. 引用标准
下列文件中的条款通过本标准的引用而成为本标准的条款。
GB/T 5616 常规无损探伤应用导则
GB/T 12604.5 无损检测术语 磁粉检测
JB/T 4730—2005 承压设备无损检测
JB/T 6063—1992 磁粉探伤用磁粉 技术条件
JB/T 6065—2004 无损检测 磁粉检测用试片
JB/T 6066—2004 无损检测 磁粉检测用环形试块
JB/T 8290—1998 磁粉探伤机
3. 磁粉检测程序
磁粉检测程序如下:(参阅附件图片)
a) 预处理: 清除零件表面油脂、铁锈、氧化皮或其它粘附磁粉的物质;
b) 磁化:根据零件大小调整电流大小,用试片验证磁场效果;
c) 施加磁悬液:均匀浇洒磁悬液,同时磁化;
d) 磁痕的观察与记录:仔细观察零件表面,在缺陷处作适当标记;
e) 缺陷评级:根据观察与记录对缺陷的性质和大小作初步评估;
f) 退磁:在探伤机上自动退磁,用毫特斯拉计检验退磁效果,未达要求可反复几次;
g) 后处理:磁粉探伤过的轴承用煤油浸泡10分钟,溶解清洗轴承内残留的磁粉。清洗过的煤油要定期更换。
4. 磁粉、载体及磁悬液
4.1 磁粉:磁粉应使用日本进口LY-50荧光磁粉,或性能更优的其它荧光磁粉。
4.2 载体:应为变压器油与无味煤油的混合液,变压器油与煤油的比例视环境温度宜为1:1~1:3。
4.3 磁悬液:荧光磁悬液浓度范围应符合下表的规定,测定前应对磁悬液进行充分的搅拌:

5. 标准试件
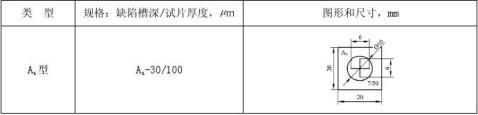
5.1 标准试片:主要用于检验磁粉检测设备、磁粉和磁悬液的综合性能,了解被检工件表面有效磁场强度和方向、有效检测区以及磁化方法是否正确。本标准主要采用A1 -30/100 型试片。其规格、尺寸和图
形见下表。
5.2 标准试片使用方法
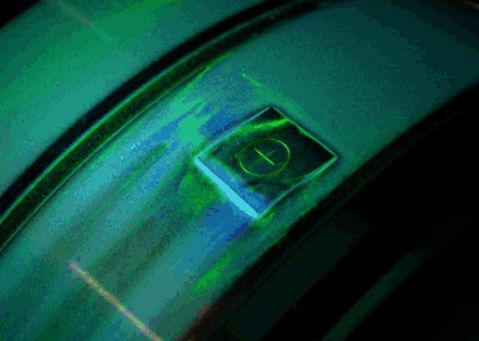
a)标准试片适用于连续磁化法,使用时,应将试片无人工缺陷的面朝外,使试片与被检面 接触良好,试片平放略有倾斜。
b)标准试片表面有锈蚀、褶折或磁特性发生改变时不得继续使用。
6. 磁化
6.1 磁化方向 复合磁化:利用两端线圈和中心穿棒同时进行纵向磁化和周向磁化。
6.2 磁化规范 因两线圈距离相对固定,纵向磁场推荐16000AT-24000AT。
6.2.1 磁场强度 用标准试片(块)来确定磁场强度是否合适。
6.2.2 中心导体法的磁化规范根据工件大小按下表中公式计算。
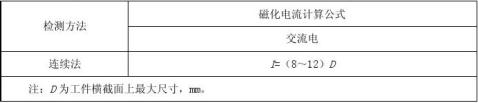
7. 检测方法:湿式连续法
7.1 湿法:在工件表面均匀喷洒磁悬液,不留死角,不应使检测面上磁悬液的流速过快。
7.2 连续法:被检工件的磁化、施加磁粉的工艺以及观察磁痕显示都应在磁化通电时间内完成,通电
时间为1s~3s,停施磁悬液后还须反复磁化两次。
8. 磁痕显示的分类和记录
8.1 磁痕的分类和处理
8.1.1 磁痕显示分为相关显示、非相关显示和伪显示。
8.1.2 长度与宽度之比大于3的缺陷磁痕,按条状磁痕处理,长度与宽度之比不大于3的磁痕,按圆形磁痕处理。
8.1.3 长度小于0.5mm的磁痕不计。
8.1.4 两条或两条以上缺陷磁痕在同一直线上且间距不大于2mm时,按一条磁痕处理,其长度为两条磁痕之和加间距。
8.1.5 缺陷磁痕长轴方向与工件(轴类或管类)轴线或母线的夹角大于或等于30°时,按横向缺陷处理,其他按纵向缺陷处理。
8.2 缺陷磁痕的观察
8.2.1 缺陷磁痕的观察应在磁痕形成后立即进行。
8.2.2 除能确认磁痕是由于工件材料局部磁性不均或操作不当造成的之外,其他磁痕显示均应作为缺陷处理。
8.3 缺陷磁痕显示记录
缺陷磁痕的显示记录可采用照相、录相和可剥性塑料薄膜等方式记录,同时应用草图标示。
9. 退磁
零件探伤完毕后在探伤机上进行自动退磁。若剩磁超过下表规定要求应进行反复退磁。工件的退磁效果用剩磁检查仪测定。剩磁具体规定如下:

10. 磁粉检测验收标准:不允许存在下列缺陷
a) 不允许存在任何裂纹和白点;
b) 不允许非工作面发纹长度大于4mm;
c) 不允许工作面发纹长度大于2mm;
d) 不允许同一零件上发纹总条数超过3条;
e) 不允许距零件倒角边缘2mm以内存在发纹;
11. 磁粉检测报告
磁粉检测报告至少应包括以下内容:
a) 委托单位;b) 被检工件:名称、编号、规格、材质;c) 检测设备:名称、型号;d) 检测规范:磁化方法及磁化规范,磁粉种类及磁悬液浓度和施加磁粉的方法, 检测灵敏度校验及标准试片、标准试块;e)磁痕记录或工件草图(或示意图); f)检测结果及质量分级、检测标准名称和验收等级;g)检测人员和责任人员签字及其技术资格;h)检测日期。
附:磁粉检测程序参考图:


清除表面油污
试片检验磁化效果
观察与记录 调整电流大小
浇洒磁悬液,同时磁化


退磁并检验剩磁

第二篇:轴承荧光磁粉探伤自动识别技术的研究
龙源期刊网 .cn
轴承荧光磁粉探伤自动识别技术的研究 作者:张 强 霍 凯
来源:《现代电子技术》20xx年第07期