家俱验货程序
为了更好的控制我们的品质,使品质问题能够提前发现,我们将从白身——涂装——包装全面的品质进行控制。特对验货程序作新的调整。具体操作方法如下:
一.了解产品:
1.QC被分派到工厂后,首先须了解本公司的产品,掌握以下状况:
(1)新产品须先核对样品的有关记录。
(2)老产品应参照以前的验货标准,警惕重大的错误,不许重犯。
2.按订单数量上的产品与工厂先行沟通,提示品质重点。
二.追踪工厂出货进度及验货时间。
三.线上检验:针对半成品先行检验。
白身部分:
1. QC在先了解产品的外观,结构及功能后,应对照LEAD SHEET检验生产中的产品的材质、水份、材料规格、组立结构、使用的胶水、五金配件等。
2.当工厂的白身完成后,QC应马上与工厂的相关人员试组,要求工厂将产品的各配件全部按要求组立,QC应检验产品的结构:
(1)房间组:
A.床组检验是:
a.测量床内径:
美式皇帝床(东岸):76〞×80〞;
美式皇后床:60〞×80〞;
美式皇帝床(西岸)也叫加州(加里福利亚州)大床:72〞×84〞。
b.检验床侧板的位置与床头、床尾的连接是否顺畅。
c.摇晃床头、床尾(QC应自已控制好力度),然后检验有无松动、缝隙,挂钩(螺杆)有无变形。
B.柜子产品的检验:
a.抽屉、门的缝隙(公司标准是±2mm)。开关灵活。
b.搁板的孔位。(要保证插销扣能轻松地插入每个孔,孔位的高度误差不能超过2mm,但必须保证
搁板平整。)
c.组立的强度:用手握住面板将产品直接提起;(若力不够,可请工厂员工帮忙)。将抽屉拉出后往
下按;对自已认为存在安全隐患的地方进行加压测试(如用手掰抽头板)。
(2)餐厅组:
A.餐桌的检验是:
a.组立脚的过程中检验孔位,掌握孔位的偏差程度及组立五金的长度。
b.测量产品的外观尺寸。
c.测试餐桌的强度:在平地上用手握住短立水将餐桌前后晃动(力度要适中),检验三角木有无松
动、爆裂等;然后用手按压中板处,检验餐桌滑轨的强度,经过按压餐桌不能下垂。
B.餐椅:
a.检验孔位与五金的搭配是否正确。
b.组立是否容易。
c.产品的外观尺寸。
d.测试水平性,不能有“三只脚”。
e.测试结构强度:跪在座框上,用手扶住靠背用力地摇晃(或者将餐椅反放在平地上,然后用脚踩
在后横档处,用自身体重往下压)检验三角木有无松动、爆裂,五金有无松动等。
C.碗碟柜(服务桌):检验的方法同房间组的柜子,另外注意:
a.门玻的安装,必须留有2mm的间隙,压条(玻璃夹扣)不能有松动。
b.层玻放置平稳,须留有2mm的间隙。
c.灯具的孔位要居中。
(3)茶几组:
a.检验面板的拼花是否符合要求。
b.检验孔位与五金的搭配是否正确。
c.组立是否容易。
d.产品的外观尺寸。
e.测试水平性。
f.测试结构强度:在平地上将组立好的产品水平推拉(或左右拖动),检验三角木有无松动、爆裂等。
涂装部分:
1. 检验产品白身的不良,如砂光不良、胶印等。特别注意在白身过程当中所发现的不良工厂是否完全处理好,是否能在涂装过程处理,否则不能进行涂装。
2. 对涂装中易出现的问题进行重点提示。
3. 检验涂装是否按照色板的流程进行操作,各段的颜色是否同色板,有仿古效果的一定要注意对照效果,每隔1小时从线上抬1PCS到外面光线好的的地方对色。
4. 注意涂装表面的填充性、平整性、密着性、亮度、附着力等。
5. 涂装完成后应进行整体对色。
包装部分:
1. 确认涂装的颜色是否符合公司要求。
2. 检查在白身、涂装过程中的不良品原因是否还存在。
3. 对包装中出现的问题进行重点提示。
4. 检验纸箱唛头、说明书、五金及配件、包装方式是否正确。
以上的检验以便提早发现问题,防止重大错误。并将检验缺失记录在每日工作报告中。
四. 最终验货(抽检):
1.无验货不得装柜,若有特殊情况请立即回报上司处理。
2.验货员携带资料(LEAD SHEET、AI、验货重点、验货报告、色板、订单数量、卷尺、水份表、相机)。
3.由工厂通知我司业务,再由业务通知QC验货时间,如验货时间有误超过一天,必须再另行通知。
4.明确产品存入的位置,核对PO#、ITEM、并且清点数量是否正确,按公司比例在待检外箱上盖QC印章。抽检产品必须是小单号码。
5.每个ITEM#都要拆箱检验。
a.复查线上检验之缺失。
b.数量须按规定进行抽检:房间组1SET,餐厅组1SET,茶几组2STES。
c.抽检品应能分别代表生产前、中、后期。
6.开箱检验:
a.先确定外箱的正唛、侧唛印刷是否正确,并拍好照片。
b.测量外箱尺寸,核对材积,写在验货报告上。
c.摇晃产品,检验包装箱内是否有松动、异响。
d.核对说明书、五金包是否正确。是否放在打开纸箱就能看到的位置,五金包是否固定好。试组须按
说明书上的程序以消费者的立场去组立,切勿以专家的身份去做,才能发现问题,有问题应立即修
正或通知公司处理(若自已一人组立不过来,也可请工厂帮助一起组立,QC在此时应注意察颜观
色,以便发现问题)。
e.若发现重大问题,如无法组立、材质不对、涂装不对,验货不通过时,应立即通知主管以便寻求
改善方案。
f.若发现小缺陷,请继续抽检,若缺失比例过高,应要求厂家拆箱重修待复查后才能出货,此点最
需要QC人员的专业能力及决断力,该拆就拆,绝不可犹豫不决。
g.产品组立好后,应附上纸卡显示PO#、ITEM#及QC姓名、日期,拍好组立相片,另AI、HS印、
MADE IN CHINA印、CS贴纸、对色检验、水份检验也要拍好照片留查,如有CSA标签、UL标
签、夹缝标签、布料标签、公司金属名牌及客人在纸箱要求贴上的胶纸都须拍照。
h.验货完毕,详细填写验货报告并交由工厂经理签字,若不通过则须详细写明原因交由工厂经理签
字并注明处理意见及复查时间。
I.完成检验通过的产品,不得再有任何的改变。(如挪用到其它PO#)
五.包装上柜方式测试:
1.邮寄包装按邮寄标准进行测试。
2.说明书放在一打开纸箱就能看到的地方,且须用钉针钉在一起,不可随意丢入箱内,五金包须用钉
枪固定在产品上。
3.一般包装方式测试:
a.测试纸箱包装:上下左右摇晃产品是否有异响,外箱封箱最少用2.5”宽的封箱胶带。
b.测试滚动来回各三次。
c.测试1’高四个角六个面各试摔一次。
d.经以上测试若有损坏:五金包散装,内盒、桌脚松散,须重新改善直到OK为止。
e.新改动包装方式测试OK须拍照,并详细记录下来。
第二篇:实木家具质量检验标准
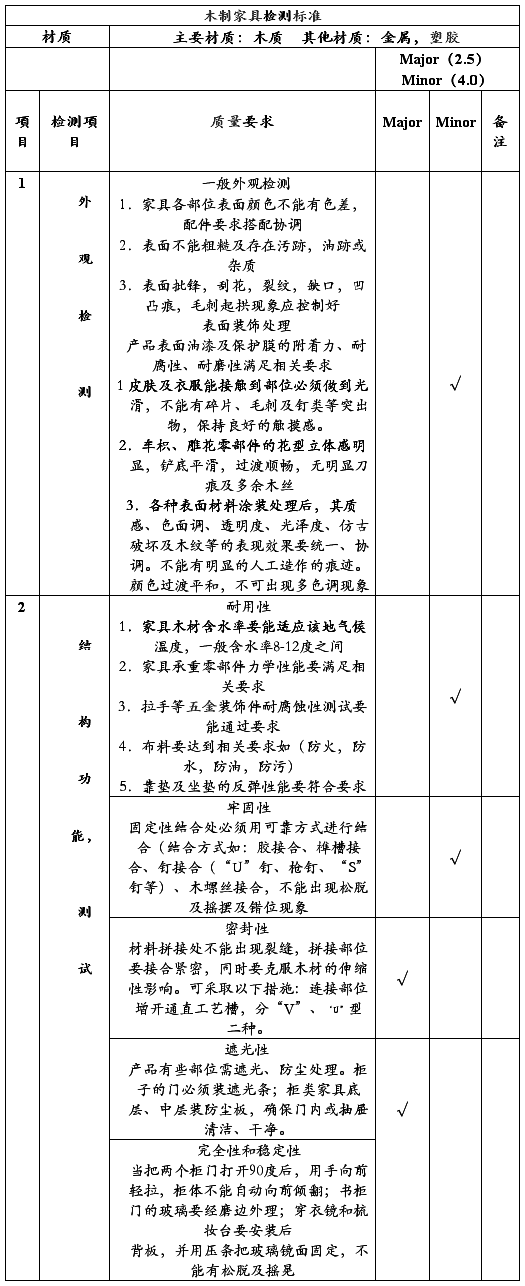
实木家具质量检验标准
◆硬木家具 ★以紫檀、黄花梨、鸡翅木、酸枝木为主红木家具就是最典型的硬木家具。
★生产工艺尽管不可避免的用到胶水含甲醛、木器漆和其它化学填补剂但是整个生产过程是环保的、严格的甲醛含量不会高于1.5毫克/100克。
★表面饰材采用的是优质特硬木器漆苯和甲苯的含量都严格控制在国家强制标准类。家具主要污染指标为甲醛、笨、甲苯但含量极小购买这种家具时不用担心它的环保问题。
★真正的硬木家具产品是没有任何味道的更不可能有松香味。
★名贵的硬木木家具使用木材生产周期非常长一般生产周期50、60年有的甚至100年多为原始森林一般来说名贵的硬木多数来源于东南亚热带雨林地区一部分来源于寒温带地区上百年一旦砍伐不可修复所以硬木家具价格昂贵。
★国内由于仿明清红木家具的大量兴起使得国内作为红木家具用材的名贵硬木几乎砍伐殆尽国内现有的由于生长期长而树的直径太小不能作为家具用材 ★硬杂木替代的红木家具在运输、使用的过程中由于受温差、湿度的影响很容易出现木材开裂、榫头松动、油漆脱落等质量问题从而得不偿失。
◆软木家具 ★以松木为主生长地在寒带或亚寒带地区产量很小也很名贵要能够成材至少也要50年以上的生产周期价格也不会便宜。
★多数打作进口旗号的家具其实使用的是中国东北红松10001500元/立方米并不贵与中纤板价格相当 ★松木家具密度较大所以沉重纹路细而且紧密不容易变形所以不会大面积采用碎板拼接技术。很多假冒北欧松木的家具其书台面板和衣柜门板都是用30CM×10CM或者60CM×10CM甚至更小的小块松木一块块拼接起来的为了防止松动和变形还会有锯齿形状的花纹痕迹但是如果生产厂家在松木家具表面加盖一层24MM厚的松木集成木皮你就不能发现它里面的材料问题了所以看不见锯齿花纹痕迹的松木家具质量有可能更差相当于建材市场上常见的木工板质量。
★与硬木家具一样软木家具的生产工艺也必不可避免的用到强力木胶含甲醛、木器漆和其它化学填补剂但是整个生产过程是环保的、严格的甲醛含量不会高于10毫克/100克。但如果为了提高材料利用率大面积采用碎板拼接技术家具甲醛含量就会成倍增长。值得一提的是软木家具表面喷涂的是NC硝基油漆这是一种软质油漆软漆甲醛含量高他的环保程度远远低于硬质油漆。
★国产软木家具一般通称为松木家具科学的称呼叫做集成材家具生产工艺是最简单的但家具质量问题是最多的。从现代意义上讲其实软木家具也是板式家具的另外一种形式它使用的是集成材需要将木材切成小块再反复的拼接板式家具是将木材粉碎后再成型主要材质有榉木、樟木、松木和杉木。集成材产地一般在热带、亚热带、温带地区生产周期在1020年之间。集成材是由除去木材缺陷节子树脂腐朽等的短小方木或木材的切削余料指接成一定长度后比如30CM×10CM或者60CM×10CM其长度、宽度、厚度根据材料而定国家没有明确规范最薄的只有23MM厚板材加工方法接近三合板和木工板再横向拼宽或拼厚胶合而成的一种材料这个过程必然要大量用到强力木胶含甲醛木胶强度越高甲醛含量越高家具的物理性能越好。因其未改变木材本身的结构特性仍是一种天然木材不仅具有天然木材的质感且外表美观材质均匀还克服了天然木材易翘曲变形开裂的缺陷松木等天然软木因为成材期短木质疏松不能直接用来做家具其物理性质优于天然木材是一种不可替代的新型板材。更重要的是充分利用了工厂加工剩
余废料和速生小径级木材提高了木材的综合利用率和附加值可有效的缓解木材资源的供需矛盾是一种绿色环保用材甲醛含量也受到国家的严格控制。
★国产松木家具质量的确比北欧松木家具差为了防止松动和变形还会有锯齿形状的花纹痕迹但是如果生产厂家在松木家具表面加盖一层24MM厚的松木集成木皮你就不能发现它里面的材料问题了所以看不见锯齿花纹痕迹的松木家具质量有可能更差。有经验的消费者会仔细留意松木家具的书台面板松木家具由于木质过软连钥匙链、陶瓷茶杯放上去都会将书台表面压得凹凸不平的为什么在销售过程中商家要在大大小小的书台面板上先垫上水晶板呢那是因为松木家具的油漆很薄很容易脱落引起松木黑变木质又软容易破损用指甲轻轻划一下也会有很深的痕迹。仔细看看松木家具的书台面板底部你会很吃惊的发现原来全是用碎板或者质地很软的速生材拼接的只相当于市场上常见的木工板质量和加工工艺。当然衣柜的柜身、柜门、床的床头使用的松木板材质量还会更差在购买松木家具前一定要检查了再检查特别要检查板件的背面松木家具的质量悬殊是最大的多数都达不到国家规定的木质密度要求你一定要记得用指甲或则钥匙去划一下看看会不会有材料凹陷。
★国家允许生产企业在集成材里填加芳香剂使得集成材充满了松木的芳香也就闻不到甲醛的味道家具在使用半年时间以后甲醛也就挥发待尽了。集成材家具的甲醛含量国家控制在1030毫克/100克不会对人体构成危害。当然质量低劣价格便宜的集成材家具就千万别把它往家里搬了。需要说明的是集成材也是软木家具它表面喷涂的是一种叫尿醛胶的NC硝基油漆含甲醛、苯、甲苯这是一种软质油漆因为透明度高也叫做清漆使用寿命通常只有12年清漆一般在使用三个月左右开始脱落脱落后松木基材暴露在空气中是比较容易变色发黑的要注意保护。松木用清漆的环保程度远远低于PE、PU硬质油漆苯和甲苯的含量也很高不过你也不用特别担心甲醛、苯和甲苯是很容易挥发的使用三个月后就没有了只要注意了房间的通风对人体是不会有危害的。