材料热处理组织和硬度综合实验简介
第一章 概述
热处理在改善钢材性能,提高工件使用寿命方面起着重要的作用。例如汽车后桥半轴,经热处理后其使用寿命大为提高,达数年之久。这是因为经过热处理后,钢的内部组织发生了质的变化,从而引起了机械性能的改变,最后表现出使用寿命的延长。
钢的热处理是利用钢在固态范围内的加热、保温和冷却,以改变其内部组织,从而获得所需要的物理、化学、机械和工艺性能的一种操作。钢的热处理基本操作有退火、正火、淬火、回火等。
热处理操作中,加热温度、保温时间和冷却方式是最重要的三个关键工序,也称热处理三要素。正确选择这三种工艺参数,是热处理成功的基本保证。Fe—Fe3C相图(图1)和C—曲线是制定碳钢热处理工艺的重要依据。
(1)加热温度的选择 钢的退火、正火、淬火加热温度根据Fe—Fe3C相图确定。
①退火加热温度 一般亚共析钢加热至Ac3+(20-30)℃;共析钢和过共析钢加热至Ac1十(20-30)℃(球化退火),目的是得到球状渗碳体,降低硬度,改善高碳钢的切削性能。退火和正火加热温度范围选择见图2。
②正火加热温度 一般亚共析钢加热至Ac3+(30-50)℃;过共析钢加热至Accm+(30-50)℃,即加热到奥氏体单相区。
③淬火加热温度 一般亚共析钢加热至Ac3+(30-50)℃,淬火后的组织为均匀细小的马氏体。如果加热温度不足(低于Ac3),则淬火组织中将出现铁素体,造成淬火后硬度不足;共析钢和过共析钢加热至Ac1+(30-50)℃,淬火后的组织为隐晶马氏体与粒状二次渗碳体。未溶的粒状二次渗碳体可以提高钢的硬度和耐磨性。过高的加热温度(高于Accm,),会因得到粗大的马氏体,过多的残余A而导致硬度和耐磨性的下降,脆性增加。淬火加热温度范围选择见图3。

图1 Fe—Fe3C相图
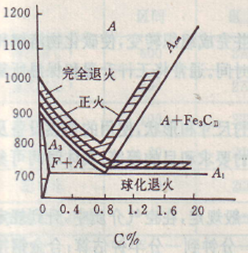
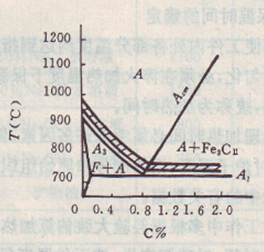
图2 退火和正火的加热温度范围 图3 淬火的加热温度范围
在各种热处理手册或材料手册中,都可查到各种钢的热处理温度。各种成分碳钢的临界温度列于表l中。
表1 碳钢的临界点

④回火温度 钢淬火后都要回火、回火温度决定于最终所要求的组织和性能(工厂中常常是根据硬度的要求)。按加热温度不同,回火可分为三类:
低温回火 在150-250℃回火,所得组织为回火马氏体,硬度约为HRC57—60,其目的是降低淬火应力,减少钢的脆性并保持钢的高硬度。一般用于高碳钢的切削刀具、量具、滚动轴承、渗碳件。
中温回火 在350-500℃回火,所得组织为回火屈氏体,硬度约为HRC40—48,其目的是获得高的弹性极限,同时有高的韧性。主要用于含碳0.5%一0.8%的弹簧钢。
高温回火 在500-650℃回火,所得组织为回火索氏体,硬度约为HRC25—35。其目的是获得既有一定强度、硬度,又有良好的冲击韧性的综合机械性能。常把淬火后经高温回火的处理称为调质处理,用于中碳的结构钢,如柴油机连杆螺栓、汽车半轴以及机床主轴等重要零件。
(2)保温时间的确定 为了使钢件内外各部分温度均达到指定温度,并完成组织转变,使碳化物溶解和奥氏体成分均匀化,必须在淬火加热温度下保温一定时间。通常将钢件升温和保温所需时间算在一起,统称为加热时间。
热处理加热时间必须考虑许多因素,例如工件的尺寸和形状,使用的加热设备及装炉量,装炉时炉子温度,钢的成分和原始组织,热处理的要求和目的等等。具体时间可参考热处理手册中的有关数据。
保温时间(min)的经验公式(式1-1)
τ=KD (1-1)
式中:K为加热系数,一般K=1.5-2.0min/mm,若装炉量大,则可延长保温时间;D为工件有效厚度(mm)。碳钢在电炉中加热时间的计算列于表2。
表2 碳钢在箱式炉中加热时间的确定
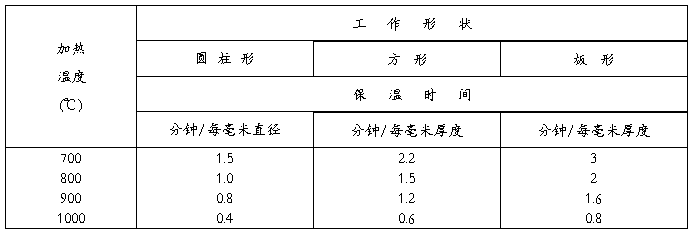
实际生产中多根据经验大致估算加热时间。一般规定,在空气介质中,升到规定温度后的保温时间,对碳钢来说,按工件厚度每毫米需一分钟到一分半钟估算;合金钢按每毫米二分钟估算。在盐浴炉中,保温时间则可缩短l-2倍。
回火时的加热、保温时间,应与回火温度结合起来考虑。一般来说,低温回火为了稳定组织,清除内应力,回火时间要长一些,一般不少于1.5—2小时。高温回火时间不宜过长,一般为0.5—1小时。
(3)冷却方法 热处理时的冷却方式要适当,才能获得所要求的组织和性能。
退火一般采用随炉冷却。正火采用空气冷却,大件可采用吹风冷却。
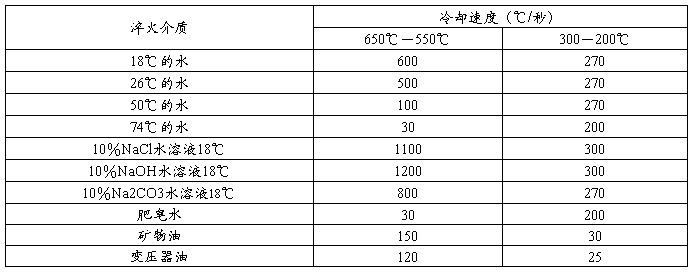
淬火冷却方法非常重要,一方面冷却速度要大于临界冷却速度,以保证全部得到马氏体组织;另一方面冷却应尽量缓慢,以减少内应力,避免变形和开裂。为了解决上述矛盾,可以采用不同的冷却介质和方法,使淬火工件在奥氏体最不稳定的温度范围内(650-550℃)快冷,超过临界冷却速度,而在Ms(300-200℃)点以下温度尽可能慢冷,以减少内应力。常用淬火方法有单液淬火、双液淬火(先水冷后油冷)、分级淬火,等温淬火。
表3中列出了几种常用淬火介质的冷却能力。
表3 常用淬火介质的冷却能力
热处理操作注意事项:
①取放试样时,炉子要断电,装取试样后炉门要及时关好,立即通电。
②当试样颜色和炉膛颜色一致时,开始计算保温时间,注意温度控制仪表是否正常。
③淬火冷却时,试样要用钳子夹住,将试样迅速入油或入水,并不停地移动试样,且不要露出液面。
材料热处理组织和硬度综合实验
1、实验设备及材料
(1)箱式电阻炉和控温仪表;
(2)洛氏硬度汁和布氏硬度计;
(3)预磨机,抛光机,金相显微镜;
(4)淬火水槽、油槽;
(5)钳子、铁丝;
(6)水砂纸、棉花、滤纸、硝酸、酒精、抛光布、竹镊子、吹风机等;
(6)工业纯铁,20钢,45钢。
2、实验内容
按表4所列材料及工艺进行热处理操作,然后制备金相标样,观察组织并拍照。测定热处理后试样的硬度(退火、正火试样测HB,其余试样测HRC)。
表4 热处理工艺参数

注意事项
(1)对照老师给出的标准显微组织图像,观察时采用对比的方式进行分析研究,弄清楚各显微图像的特征形貌;
(2)对各类不同热处理工艺的组织,观察时也可采用对比方式进行分析研究,例如水淬与油淬,淬火马氏体和回火马氏体等。
(3)对各种不同温度回火后的组织,可采用高倍放大进行观察。
同学们可以结合实验结果,并查阅相关资料,对类似上面所列的一些问题尝试作出分析。
第二章 材料硬度测试方法
硬度是金属材料力学性能指标中最常用的指标之一,表征金属材料在局部体积内抵抗变形或破裂的能力。金属材料的的硬度虽然没有确切的物理意义,但是它不仅与材料的静强度、疲劳强度存在近似的经验关系,还与其冷成形性、切削性、焊接性等工艺性能间也存在某些关系。因此硬度值对于控制材料冷加工工艺质量也有一定的参考意义。对于玻陶瓷等脆性材料,硬度还于材料的断裂韧度存在一定的经验关系。此外,表面硬度和显微硬度试验反映了金属表面及局部范围内的力学行为,因此可以用于检验材料表面或鉴别微区组织。
硬度测试方法很多,使用最广泛的是压入法,压入法就是把一个很硬的压头以一定的压力压入试样的表面,使金属产生压痕,然后根据压痕的大小来确定硬度值。压痕越大,则材料越软;反之,则材料越硬。根据压头类型和几何尺寸条件的不同,常用硬度指标有布氏硬度、洛氏硬度、维氏硬度。
(一) 布氏硬度实验
将具有一定直径的钢球或者硬质合金球,以相应的试验力压入试样表面,经规定保持t间后.除去试验力,测量试样表面的压痕直径。如图2-1所示。
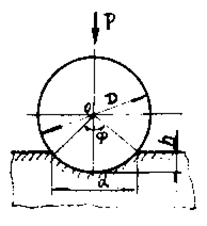

图2-1 布氏硬度示意图 图2-2 HB-3000型布氏硬度计
计算公式为HB=P/F(公斤/毫米2)或写成以下形式:
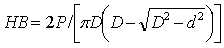
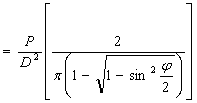
式中P:负荷(公斤);F:压痕球面面积(F=πDh);h:压痕球面深度;d:压痕直径(毫米);D:钢球直径(毫米);ψ:压入角。
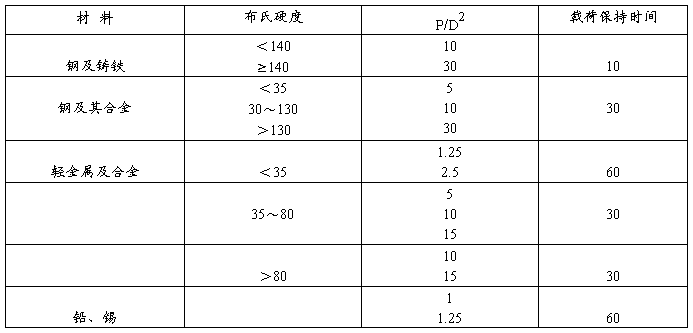
国家标准GB231-84中规定,布氏硬度试验用的球体直径有10、5、2.5、2和1mm五种;P/D2的比值30、15、10、5、2.5、1.25和1七种。根据金属材料的种类及布氏硬度范围,按照表1选定P/D2值。
当压头为淬火钢球时,其符号为HBS(适用于布氏硬度值在450以下的材料),当压头为硬度合金球时,其符号为HBW(适用于布氏硬度值为450~650的材料)。符号HBS或HBW之前为硬度值,符号后面的数值依次表示球体直径、载荷大小及载荷保持时间,用以表示试验条件(保持时间10~15S的,可不标注)。例如,当用10mm 淬火钢球在9.81KN(1000kgf)载荷作用下保持30S 测得的布氏硬度为150时,可写成150HBS10/100030。
表2-1 布氏硬度试验的P/D2值的选择
(1)试件要求及注意事项:
1、试件上下平面要平行,光洁度要好;
2、实验前了解试件的材料和硬度值范围,布氏硬度仅适宜于测定HB≤450的较软材料的硬度,如铸铁件,退火、正火、调质状态的钢件;
3、按表I选择好负荷P,钢球直径D及载荷保持时间;
4、试件上两压痕距离应大于2D。压痕至试件边缘距离应大于D;
5、试验后的压痕直径d应在0.25D<d<0.6D范围内,否则试验结果无效;
6、用直径为10毫米或5毫米的钢球进行试验时,压痕直径的测量,精确到0.02毫米,用2.5毫米钢球则精确到0.01毫米。
7、应测压痕两个垂直方向的d,取平均值,压痕两直径之差不超过较小直径的2%。
8、HB值大于100的取整数,10~100的取一位小数,小于10的取两位小数。
(2)布氏硬度计及操作:
本试验所用的是HB-3000B的结构如图2-3所示,其操作步骤如下所述。
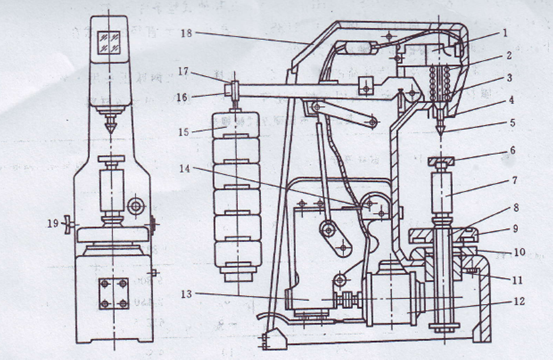
图2-3 HB-3000B型布氏硬度计结构
1-小杠杆 2-弹簧;3-压轴;4-主轴衬套;5-压头;6-可更换工作台;7-工作台立柱8-螺杆;9-升降手轮;10-螺母;11-套筒;12-电动机;13-减速器;14-换向器;15-砝码;16-大杠杆;17-吊环;18-机体;19电源开关
1安装压头与工作台。
按规定选择压头,用无酸汽油清洗其钢球沾附的防锈油,用棉花或质地较软的纱布擦拭干净后装入主轴衬套内,放置紧定螺钉使其轻轻压于压头固定杆之扁平处,然后将工作台安装在丝杠上,再将试样平稳地、密合地安装在工作台上。此时转动手轮,使工作台缓慢上升,试样与压头接触直至手轮与螺母产生相对滑动
最后将压头紧定螺钉压紧于固定杆之扁平处。
2选择负荷
按规定选择负荷,选用的负荷为187.5kgf时,将砝码吊架挂在大杠杆尾部刀刃上即可,若加上62.5kgf的砝码,就形成了250kgf的负荷,再加上500kgf的砝码,便形成了750kgf的负荷…….以次类推。
3选择负荷时间
负荷保持时间长短按规定选择好,然后将压紧螺钉松开,把圆盘内的弹簧定位器旋转到所需的时间位置上(圆盘红标志与铭牌上的时间标志10s、30s或60s相对应)。压紧螺钉松开的程度应能保证圆盘做回转调整。
4正式开始试验
以上准备工作就绪后,首先打开电源开关,接通电源,此时电源指示灯亮,然后启动按钮开关,立即作好拧紧压紧螺钉的准备,在加荷指示灯亮的同时迅速拧紧,使圆盘随区柄一起回转直至自动反向和停止转动为止。从家荷指示灯亮到熄灭为负荷保持时间。
5检验并确定试验结果
试验结束后,转动手轮,取下试样,用读数显微镜测量表面的压痕直径,将测得结果查表确定试样硬度值。
(二)洛氏硬度试验
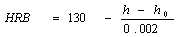
洛氏硬度试验原理如图2所示,是用顶面角为120°的金刚石圆锥体或直径为1/16寸的钢球做压头,根据压痕深度来表示其硬度的高低的一种硬度试验,试验时先后两次加负荷,初负荷P0=98.1N(10kgf),总负荷P见下表规定:
表2-2 常用HRC、HRB、HRA试验规范

在预载荷P0与主载荷P1的作用下,压头压入试件,总载荷为P=P0 +P1,总载荷作用终了后即卸除主载荷P1, 保留预载荷下的压入深度h,h与预载荷作用下的压入深度h0之差就可以表示洛氏硬度,公式如下:
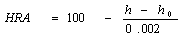 ;
;
 ;
;
 ;
;
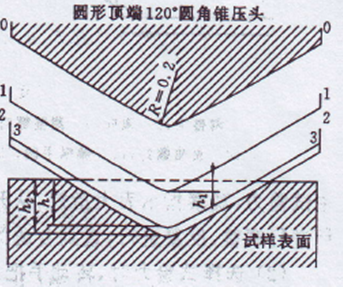
图2-4 洛氏硬度试验原理图(R的单位为mm)
(1)试件要求及注意事项:
1、试件要求光洁;
2、了解试件的材料及硬度范围,按表2选择合适的硬度标度;
3、安装和卸下金刚石时要小心,防止丢落。试件接触金刚石时要缓慢,以免损坏或脆断金刚石。
(2)洛氏硬度计及操作:
本试验所用的是HR150A型洛氏硬度计,它也是利用杠杆加荷的,如图2-5所示,操作步骤如下:
1试验前的准备工作
1)调整主试验力的加荷速度,将手柄置于卸荷位置,手把转到1471N的位置,再将35~55HRC的标准硬块放在工作台上,旋转手轮使硬度块顶起主轴,加上初试验力,拉动手柄加主试力,观察指示表大指针,从开始转动到停止的时间应在4~8s范围内;如不符,可转动油针进行调整,反复进行,直到合适为止。
2)选择试验力时,转动手把使所选用的试验力对准红点。必须注意的是,变换试验力时,手柄必须置于卸荷状态(即后极限位置)。
3)安装压头时,应注意消除压头与主轴端面的间隙。消除方法是:装上压头,并用螺钉轻轻固定,然后将标准块或试件放置于工作台上,旋转手轮加上初试验力,拉动手柄使主试验力加于压头上,再将螺钉拧紧即可消除压头与主轴端面间的间隙。
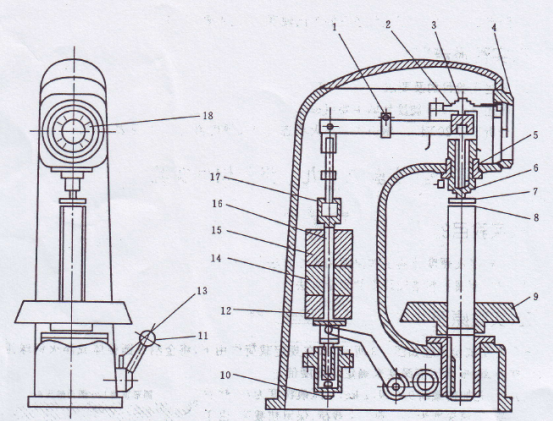
图2-5 HR-150A型洛氏硬度计
1-调整块;2-顶杆;3-调整螺钉;4-调整盘;5-按钮;6-紧固螺母;7-试样;8-工作台;9-手轮;10-放油螺钉;11-操纵手柄;12-砝码座;13-油杆;14、15-砝码;16-杆;17-吊套;18-指示器

图2-6 HR-150A硬度计
2试验程序
1)将丝枉顶面及被选用的工作台上、下端面擦干净,将工作台置于丝杠上。
2)将试件放置于工作台上,旋转手轮使工作台缓慢上升,并顶起压头,直到小指针指着红点,大指针旋转三圈垂直向上为止(允许相差±5个刻度;若超过5个刻度,此点应作废,重新试验)。
3)旋转提示器外壳,使C、B之间长刻线与大指针对正(顺时针或逆时针旋转均可)。
4)拉动加荷手柄,施加主试验力,这时指示器的大指针按逆时针方向转动。
5)当指示器指针的转动显著停顿下来后,即可将卸荷手柄推回,卸除主试验力。
6)从指示器上渎取相应的标尺读数。采用金刚石压头试验时,按表盘外圈的黑字渎取;
(7)转动手轮使试件下降,再移动试件,按以上(2)~(6)步骤进行新的试验,并将有关数据记人表3-4中。
(8)丝杠保护套是为了保护丝杠不受灰尘侵袭而设计的。硬度计不使用时或试件高度小于100 mm时,应将其套在丝杠外面。当试件高度大于100 mm时,必须将其拿掉,以免工作台顶起,使试验无效。
第二篇:金相及热处理实验室简介
金相及热处理实验室
通过实验使学生进一步加深对《金属工艺学》、《机械工程材料》所学课程的理解,基本掌握实验仪器设备的使用,认识不同成分的铁碳合金在平衡状态下的组织形态、了解和鉴别常用的碳钢的显微组织及成分—组织—性能三者之间的关系、学会正确使用显微镜、了解和鉴别各种铸铁在室温时的显微组织、理解组织形态对机械性能的影响。实验室主要配置卧式金相显微镜、台式显微镜、洛氏硬度计、布氏硬度计、金相预磨机、金相切割机、金相试样镶嵌机、金相抛光机等。可进行金属材料的高低倍组织检验、金属显微组织检验、非金属夹杂物显微检验、金属晶粒度测定、化学热处理渗层显微组织检验、脱碳层深度和渗层深度测定等。



金相试样镶嵌机 金相切割机 金相试样抛光机
金相及热处理实验室主要项目
1.金属材料的硬度;
2.金相显微分析基础知识;
3.铁碳合金平衡组织观察;
4.钢的热处理实验;
5.碳钢热处理后的显微组织观察;
6.钢的淬透性实验;
7.工业用钢、铸铁、有色金属的金相组织观察;
面向专业
机械设计制造及其自动化、材料成型与控制工程
金相及热处理实验室管理制度
一、实验课不得迟到、早退、无故缺席。
二、进入实验室不准喧哗、吵闹、开玩笑。
三、进入实验室前应认真阅读实验指导书,弄清实验目的,明确实验要求。
四、实验课要认真听讲,听从指挥,与指导教师密切配合,搞好教与学的关系。
五、在没有掌握好仪器、设备等使用方法之前,不得擅自乱动仪器、设备。否则仪器、设备损坏要追究责任,并按损坏情况,酌情赔偿。
六、为保证实验安全,应在教师的指导帮助下,正确使用仪器、设备。
七、在实验过程中,仪器、设备发生故障,应立即停止实验,并报告指导教师。
八、未经指导教师许可,不得乱动实验室仪器和设备。
九、应保持实验室清洁,不随地吐痰、丢纸屑。
十、课后要及时做好实验报告。在该次实验后三天内,统一由班学习委员收交实验教师外。实验报告迟交或缺交者,下次实验不得参加。