中 国 海 洋 大 学
本 科 实 习 报 告
实 习 名 称______________认识实习______________ 学院(系、中心) 食品科学与工程学院 专业年级 海洋资源开发技术2013级 学生姓名 厉刚刚 学 号 130xxxxxxxx
教务处制表
二Ο一五 年 月 日
填写说明
一、此报告请用黑色签字笔填写或打印。
二、此报告中内容请在实习结束后如实填写。
三、实习教学基本概况中的实习类型指教学实习、专业实习、认知实习、生产实习、毕业实习、社会调查(实践)等;修课要求指必修、限选、任选;实习总结形式指论文、设计、调查报告等。
四、实习总结字数根据形式作如下要求:论文、设计不少于3000字;调查报告不少于5000字。
五、此报告填写完毕(一式两份),经实习指导教师和院(系、中心)有关领导审阅后,一份作为学生成绩由院(系、中心)保存,一份由学生本人保存。
1
一、 实习教学基本概况

二、实习教学内容
2
三、 实习总结(可另附纸)
3
4
5
6
7
8

四、 实习鉴定
9

10
第二篇:实习报告

本科生实习报告
实习类型 生产实习
题 目 东风汽车生产实习
学院名称 核技术与自动化工程
专业名称 机械工程及其自动化
学生姓名
学生学号
指导教师
实习地点 湖北十堰东风二汽
实习成绩
 二〇 15 年 6 月 二〇 15 年 6 月
二〇 15 年 6 月 二〇 15 年 6 月
填写说明
1、 实习类型填写为:认识实习、生产实习、教学实习、综合实习等与专业培养方案一致的实习类型;
2、 专业填写为专业全称,有专业方向的用小括号标明;
3、 封面底下日期请填写实习日期,应与培养方案的实习时间吻合;
4、格式要求:
① 用A4纸双面打印(封面双面打印)或在A4大小纸上用蓝黑色水笔书写。
② 打印排版:正文用宋体小四号,1.5倍行距,页边距采取默认形式(上下2.54cm,左右2.54cm,页眉1.5cm,页脚1.75cm)。字符间距为默认值(缩放100%,间距:标准);页码用小五号字底端居中。
③ 具体要求:
题目(二号黑体居中);
摘要(“摘要”二字用小二号黑体居中,隔行书写摘要的文字部分,小4号宋体);
关键词(隔行顶格书写“关键词”三字,提炼3-5个关键词,用分号隔开,小4号黑体);
正文部分采用三级标题;
第1章 ××(小二号黑体居中,段前0.5行)
1.1 ×××××小三号黑体×××××(段前、段后0.5行)
1.1.1小四号黑体(段前、段后0.5行)
参考文献(黑体小二号居中,段前0.5行),参考文献用五号宋体,参照《参考文献著录规则(GB/T 7714-2005)》。
目录
第一章 实习公司简介. 5
1.1东风公司概况. 5
1.2公司发展概况. 5
1.3公司架构. 6
第二章 参观实习. 6
2.1 公司产品介绍. 6
2.1.1 实习作业部及工段. 6
2.1.2 实习内容. 6
2.2 发动机再造. 7
2.2.1 实习作业部及工段. 7
2.2.2 实习内容. 7
2.3 DCi11发动机大马力装配. 8
2.3.1 实习作业部及工段. 8
2.3.2 实习内容. 8
2.4 凸轮轴生产. 9
2.4.1 实习作业部及工段. 9
2.4.2 实习内容. 9
2.5 EQ4h曲轴生产. 11
2.5.1 实习作业部及工段. 11
2.5.2 实习内容. 11
2.6 大马力缸体和缸盖. 14
2.6.1 实习作业部及工段. 14
2.6.2 实习内容. 14
2.7 4H缸体加工. 17
2.7.1 实习作业部及工段. 17
2.7.2 实习内容. 18
2.8 轴瓦加工. 18
2.8.1 实习作业部及工段. 18
2.8.2 实习内容. 18
2.9 备件加工. 19
2.9.1 实习作业部及工段. 19
2.9.2 实习内容. 19
2.10 刀具磨锋. 20
2.10.1 实习作业部及工段. 20
2.10.2 实习内容. 20
2.11 连杆. 21
2.11.1 实习作业部及工段. 21
2.11.2 实习内容. 21
2.12 整车装配. 23
2.13板簧加工. 23
2.13.1 实习作业部及工段. 23
2.13.2 实习内容. 24
第三章 讲座内容. 25
3.1 dci11发动机构造及技术特点介绍. 25
3.2 发动机装试工艺. 25
第四章 实习总结和致谢. 26
4.1实习总结. 26
4.2致谢. 26
参考文献. 27
实习报告
摘要
本文简述了十堰东风二汽实习时的所见及所得,报告的记录顺序即是实习时的参观顺序。通过这次实习,我对传统的机械加工有了一个基本的认识,常见的机械加工包括车削、钻削、镗削、刨削、铣削和磨削等,不同的加工方法可以得到不同的加工精度和表面质量。而各种不同的加工方式适用不同的场合,又结合刀具的结构特点,这样我们可以完成各种复杂零件的加工。
关键词:实习,机械,制造业
第一章 实习公司简介
1.1东风公司概况
东风汽车公司是中国四大汽车集团之一,其前身是1969年始建于湖北十堰的"第二汽车制造厂",经过四十多年的建设,已陆续建成了十堰(主要以中、重型商用车、零部件、汽车装备事业为主)、襄阳(以轻型商用车、乘用车为主)、武汉(以乘用车为主)、广州(以乘用车为主)四大基地。除此之外,还在上海、广西柳州、江苏盐城、四川南充、河南郑州、新疆乌鲁木齐、辽宁朝阳、浙江杭州、云南昆明等地设有分支企业
1.2公司发展概况
瞻望前程,东风公司已经确立了“建设一个永续发展的百年东风,一个面向世界的国际化东风,一个在开放中自主发展的东风”的发展定位。公司将紧紧抓住中国全面建设小康社会和国内汽车市场持续走强的历史性机遇,力争通过五年的奋斗,实现产销规模、经营效益和员工收入三个翻番,企业综合实力稳居行业领先,东风品牌跻身国际。把东风建设成为自主、开放、可持续发展,并具有国际竞争力的汽车集团公司。
1.3公司架构
东风汽车集团股份有限公司拥有14家附属公司、共同控制实体及其它拥有直接股本权益的公司,包括与日本日产汽车公司合资的东风汽车有限公司(包括东风商用车公司、东风日产乘用车公司、东风汽车股份有限公司等子公司)、与法国PSA合资的神龙汽车有限公司(包括东风雪铁龙、东风标致双品牌)、与日本本田合资的东风本田汽车有限公司等
第二章 参观实习
2.1 公司产品介绍
2.1.1 实习作业部及工段
6月1日上午 产品开发科 试验站1
2.1.2 实习内容
实习开头,师傅为我们介绍了两种公司在造发动机,即东风天龙使用的DCi11发动机以及东风天锦发动机,同时也介绍了一些被淘汰的或即将被淘汰的发动机型号:EQD6105,EQ6100,EQD6102T,EQ491i。
接着,师傅介绍了发动机所运用的相关机构,包括曲柄连杆机构以及配气机构(气门组)。
1.曲柄连杆机构

2.配气机构



2.2 发动机再造
2.2.1 实习作业部及工段
6月1日下午 再造车间 再造1
2.2.2 实习内容
一.发动机再制造工艺:解剖→清洗→组装→外观处理→密封实验→油漆喷涂→性能实验
二.再造工艺过程及所用机床(按参观顺序介绍):
1.高热分解炉:使老油漆炭化;
2.喷丸机:喷丸处理油漆;
3.清洗机:清理钢丸;
4.超声波清洗机:对精密零件进行清洗;
5.通过式清洗机:初洗;
6.发动机拆解台:拆解发动机;
7.试漏机:发动机试漏;
8.清洗间:拆解前的清洗;
9.便携式清洗间:高压水枪清洗;
10.化学清洗机:用化学溶液清洗;
11.压床:端盖进排气阀;
12.蒸汽清洗机:用电把水加热成蒸汽进行清洗;
13.拧紧机:装配时拧紧;
14.装配台架;
15.总成试漏机:把所有口堵住,向发动机体内充气观察漏气情况。
2.3 DCi11发动机大马力装配
2.3.1 实习作业部及工段
6月2日上午 装试车间 大马力装配1
2.3.2 实习内容
我们参观了DCI11作业部的大马力生产线参观。。听过师傅介绍,我知道了dci11大马力是从德国引进的生产技术,目前国内的技术还没有达到这么高,高性能的发动机还要引用外国的技术。
整个装配过程采用柔性化生产线,且将生产线分为了3/4内装生产线和1/4外装生产线,降低了废品率并提高了生产效率。
通过师傅的介绍,我知道了dci11发动机有以下特点:
1、高技术:24气门,4气门缸;采用全权电子控制——遍布发动机全身的传感器不断将各种信息传送到发动机电子控制模块ECU,随时调整发动机供油和正时,以得到最佳性能和最佳燃油效率;同时检修人员可以很容易地访问ECU并下载一些重要的发动机/行驶信息。
2、高动力:动力高达420马力。雷诺Dci11发动机,排量11.1升动力覆盖340、375、420马力,最大扭矩1870牛米。
3、高可靠性:发动机寿命达到100万公里以上。
4、低油耗:外特性最低比油耗<190g/kWh。
5、低噪声 :采用气缸体底部加强板、全隔离油底壳、全隔离气缸盖罩减低整机噪声。通过电控燃油系统组织多次喷射来降低燃烧噪声。
6、低排放:目前,Dci11发动机排放达到欧3,具有满足欧4的潜力。
7、良好的低温起动性能:不带任何预热装置可保证在-18℃起动,带有进气预热塞后,可保证在-35°C起动。在高寒地区,选装冷却水预热塞可保证在-40℃起动。
2.4 凸轮轴生产
2.4.1 实习作业部及工段
6月2日下午 轴类车间 凸轮轴1
2.4.2 实习内容
(1)凸轮轴介绍
我们参观了康明斯轴类作业部——凸轮轴的生产。

凸轮轴是控制气门开闭时刻和运动规律的主要零件。凸轮轴上各凸轮的相互位置按照发动机规定的点火顺序排列。因此,根据各凸轮轴的相对位置和凸轮轴的旋转方向,可以判断发动机的点火顺序。
凸轮轴的结构特点:汽油机的典型凸轮轴,如下图所示,轴的前端装有正时齿轮,轴上除了进、排气凸轮及轴颈外,还有驱动部分电器和机油泵的齿轮及驱动汽油泵的偏心轮。柴油机的凸轮轴没有驱动部分电器的齿轮和驱动汽油泵的偏心轮,除此之外,和汽油机的凸轮轴相似。
凸轮轴的工艺特点:为减少凸轮轴的弯曲变形,多缸凸轮轴常采用多轴颈支撑;为使凸轮轴安装时能直接从轴承孔里穿进去,凸轮轴上的轴颈直径必须大于凸轮外廓的最大尺寸;为保证柴油发动机准确的配气时间,凸轮轴上装有定时齿轮,通过中间齿轮曲轴上的定时齿轮驱动运转。
(2)凸轮轴工艺分析
凸轮轴材料为45钢、50钢(需热处理)或球墨铸铁(无需热处理)。为了提高耐磨性,各个轴颈和凸轮表面需经渗碳或高频淬火。
工艺加工过程为:
1. 铣端面,钻中心孔(轴向定位基准)
2. 车中心轴颈外圆、去毛刺(支撑)
3. 打标记
4. 粗,精车全部轴颈,台肩,清根槽并倒角
5. 钻两端孔、工艺孔
6. 精磨第四主轴颈
7. 精磨所有支撑轴颈
8. 精磨凸轮斜面,台阶前端面
9. 铣键槽
10. 粗精磨全部凸轮
11. 轴颈矫直(手动压缩机,保证同轴度)
12. 表面探伤(荧光磁粉)
13. 去毛刺
14. 抛光
15. 最终检查
16. 清洗烘干
17. 防锈包装
2.5 EQ4h曲轴生产
2.5.1 实习作业部及工段
6月3日上午 轴类车间 曲轴1
2.5.2 实习内容
(1)曲轴介绍
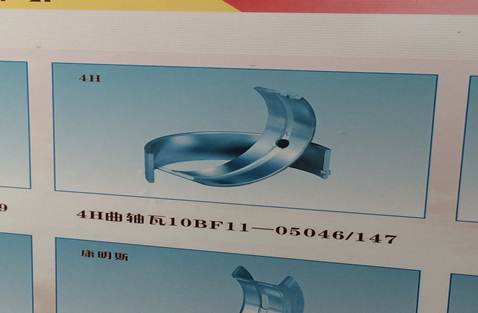
我们参观了东风公司的康明斯作业部的EQ4H曲轴加工。

曲轴是发动机的主要零件之一,用于将活塞的往复运动变为回转运动,即把燃料燃烧的爆发力通过活塞、连杆转变为扭矩输送出去做功,以输出发动机的功率。曲轴工作时要承受很大的转矩及大小和方向都发生变化的弯矩,因此曲轴应有足够的强度、刚度和耐磨性。曲轴的质量分布要平衡,防止产生离心力,增加附加载荷。主轴颈和连杆轴颈不在同一轴颈上。它具有七个主轴颈和六个连杆轴颈,连杆轴颈分别位于三个互成120°角的平面之内。曲轴结构复杂刚性差,尺寸、形状、位置精度和表面质量要求高。曲轴一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式发动机);V型发动机曲轴的曲拐数等于气缸数的一半。根据发动机的工作状况,曲轴常用材料有:球墨铸铁、调质钢、非调质钢。
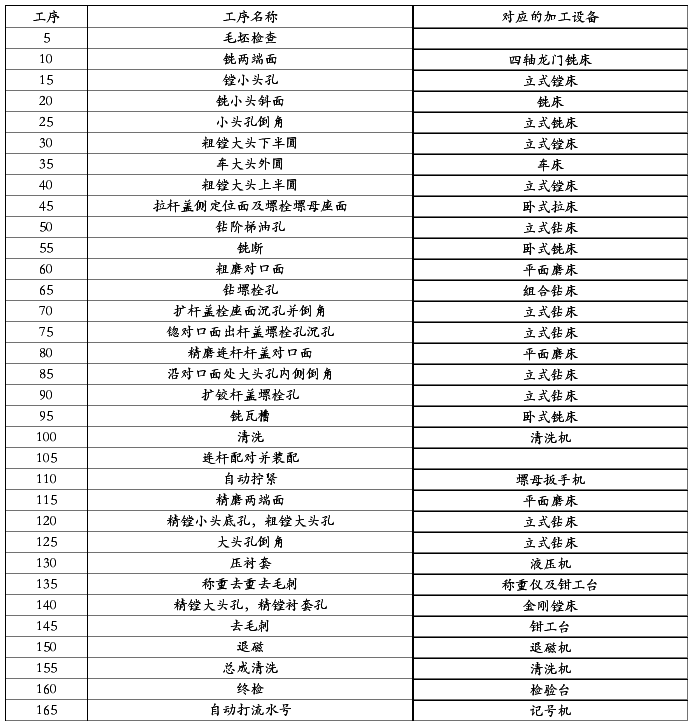
(2)曲轴工艺分析
汽车曲轴是比较难加工的,它的机械加工的特点为:刚性差、形状复杂、技术要求高。曲轴毛坯制造方法有锻造和铸造两种,采用的材料为45钢、40Cr和48MnV等。
一、定位基准的选择:
1、粗基准的选择 曲轴加工第一工序铣端面、钻中心孔。通常以两端主轴颈的外圆表面和中间主轴颈的轴肩为粗基准,这样钻出的中心孔可保证曲轴加工时轴向和径向余量均匀。
2、精基准的选择 曲轴加工的轴向定位主要以中心线为精基准,还可以两端主轴颈外圆等为精基准。轴向定位用曲轴一段的断面或轴肩。角度定位一般用法兰端面上的定位销孔或曲柄臂上铣出的定位平台。
二、曲轴工艺路线的拟定:
5J 毛坯检查
15 车削1,4,5主轴颈,粗精车小头端 数控车床
20 粗精车后端头及精车1,4,5主轴颈 数控车床
25 打流水号 打标机
30 内铣所以的连杆颈及2,3主轴颈 内铣设备
40 钻所以油孔及孔口倒角 油孔钻
60 去毛刺
70 中间清洗 清洗机
80 轴颈及圆角淬火 淬火机
90 回火并热校直 回火炉
100 抛丸清理 抛丸机
110 修整中心孔 卧式加工中心
120 半精磨1,5主轴颈 主轴颈磨床
130 精磨后端头外圆 斜头架磨床
140 加工正时销孔 立式钻床
150 装正时销孔,加热压装正时齿轮及法兰 专用热压装机
160 精车止推面及后油封倒角 数控车床
165 粗抛光油孔口 风动砂轮机
170 加工定位销孔及两端孔系 两端孔专机
180 精磨所有主轴颈(2台) 主轴颈磨床
190 精磨所以的连杆颈(3台) 连杆颈磨床
195 打标机 打标机 200 抛光油孔口 风动砂轮机
210 精磨齿轮,前油封,皮带轮轴颈及端面 斜头架磨床
215 精磨连接法兰轴颈 主轴颈磨床
220 探伤 探伤机
230 动平衡 动平衡机
240 去除去重孔边缘毛刺
250 曲轴抛光 抛光机
255 清理全部油孔 抛光机
260 清洗曲轴油孔及外表 清洗机
265 吹风并清除白斑
270 加热压装油泵齿轮 加热装配设备
280J 终检
2.6 大马力缸体和缸盖
2.6.1 实习作业部及工段
6月3日下午 箱体车间 大马力缸盖1
2.6.2 实习内容
参观了缸体、缸盖加工生产线

(1)缸体
缸体材料:灰铸铁,硬度为200HBS-250HBS。
缸体加工工艺流程:
1.铣定位凸台、发动机支架凸台、机冷器面、工艺导向面
2.粗铣底面、龙门面、对口面、顶平面
3.精铣底平面
4.钻铰工艺销孔
5.镗主轴承孔半圆
6.粗镗缸套底孔
7.粗、精铣前后端面
8.气缸体打流水号
9.铣主轴承支座两侧面、油封凹坑、主轴承孔瓦片槽
10.扩第1、2、4、5凸轮轴底孔
11.扩第3凸轮轴底孔
12.枪钻前后端主油道孔及油泵座内油道孔,枪钻两个横油道孔两个深油孔
13.钻5个横油道孔及顶面12个推杆孔
14.钻主轴承孔7个斜油孔,钻12个挺杆孔,钻6个回油孔
15.人工清理主油道、并清理各油道孔及螺孔内铁屑,人工清洗横油道
16.粗镗缸套底孔,半精镗缸套底孔
17.镗缸套下止口
18.两侧凸台面及导向以及孔系加工
19.前销、后环、出砂孔及凸轮轴凹座孔及部分螺孔加工
20.顶面水孔、缸套螺栓孔、定位环孔以及瓦盖定位环加工
21.底面油底壳螺孔、瓦盖螺栓孔、深油孔喷油嘴孔加工
22.精镗缸套底孔
23.精拉瓦盖结合面
24.水压试验
25.中间清洗
26.人工清洗窗口面12个螺孔和主油道
27.缸孔分组
28.压缸套
29.人工清洗缸体内腔和瓦盖螺栓孔
30.装瓦盖、螺栓,拧紧螺栓
31.粗镗主轴孔、凸轮轴衬套底孔
32.半精镗主轴孔,精镗凸轮轴衬套底孔
33.铰凸轮轴衬套底孔
34.清洗8个油道孔、4个底面深油孔、主油道孔和机油泵深油孔、中间清洗
35.压凸轮轴衬套
36.粗车第四轴承止推面
37.精镗主凸轮孔、凸轮轴孔前销、油泵座销孔、后环孔
38.精车第四止推面
39.清理喷油嘴孔毛刺
40.铰主轴承孔
41.第一次扩挺杆孔
42.第二次扩挺杆孔
43.精镗挺杆孔
44.铰挺杆孔
45.第1、7横油孔、增压器回油、出砂孔加工
46.6个7度横油孔及机油标尺孔
47.粗镗缸套孔
48.缸孔倒角,粗镗缸孔
49.粗精、珩磨缸孔
50.缸套孔返修
51.精铣顶平面
52.吹缸盖定位环孔、26个缸盖螺栓孔
53.总成清洗
54.压装前后堵盖、凸轮轴孔后堵盖、侧面出砂孔堵盖
55.气压试验
56.吹横油道孔、顶面15个孔和2个深油孔、2个机油标尺孔
57.装镗油泵托架
58.总成检查
59.总成迂回清洗
60.翻转倒水,吹前后端面、挺杆面、顶平面、底面孔系
61.防锈
(2)缸盖
缸盖材料:灰铸铁、合金铸铁、铝合金、镁合金。
缸盖工艺过程:
2.7 4H缸体加工
2.7.1 实习作业部及工段
6月4日上午 箱体车间 4H缸体1
2.7.2 实习内容
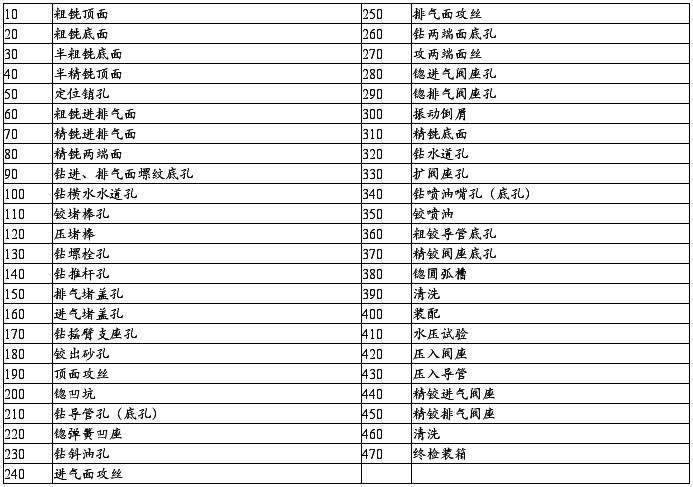
4H缸体加工工艺:
1粗铣底面、前后端面、瓦盖结合面、瓦座侧面,镗曲轴半圆孔
2底平面及主副油道孔加工
3铣顶面,钻缸盖螺栓孔、推杆孔、挺 杆孔、水孔
4底面孔系及前后端面部分孔系加工
5粗镗缸孔粗镗床
6半精铣前后端面卧式加工中心
7机冷器面孔系及斜油孔加工
8挺杆侧及顶面部分孔系加工
9瓦盖拧紧、打瓦盖标记
10主凸孔、前后端面及孔加工
11打标记(打标机、清洗机)
12缸体吸铁屑、刷油道
13中间清洗
14终清洗
15人工吸铁屑
16人工压装砂孔堵盖及油孔堵盖
17压凸轮轴衬套衬套压床
18水套试漏总成试漏机
19终检下线
20 防锈
2.8 轴瓦加工
2.8.1 实习作业部及工段
6月4日下午 东风佳华 轴瓦
2.8.2 实习内容
参观了轴瓦的加工过程。
轴瓦即是滑动轴承的一种,起轴承作用,制作时可采用合金材料:巴氏合金,鋰基合金,铜基合金。所使用的加工方法包括拉、铣、车、磨。
加工过程分为精加工过程和粗加工过程。
粗加工过程:①冲床;②热处理,镀锡。
精加工过程:①拉端口上端面(拉床);
②去毛刺;
③拉内圆;
④镗内圆;
⑤轴瓦倒角机。
2.9 备件加工
2.9.1 实习作业部及工段
6月5日下午 机修车间 机械加工1
2.9.2 实习内容
机修车间的主要工作:机械的维护和修理,后勤服务,生产上的辅助小零件。
生产辅助小零件:①汽车小零件的生产(57种)②机床上易损坏的备件加工
③工装夹具定位基准夹具。
与此同时,车间还要承担一部分新产品的试制于研发工作。
2.10 刀具磨锋
2.10.1 实习作业部及工段
6月8日 机修车间 磨锋1
2.10.2 实习内容
一、车间概况介绍
各种磨床,主要做刀具的修磨加工
二、刀具说明
1.刀具修磨的意义:刀具磨损会影响表面加工质量,需要通过修磨来恢复。
2.刀具材料应具备的性能:
①足够的硬度和耐磨性;
②足够的强度和韧性;
③足够的热应力;
④良好的工艺性;
⑤经济性。
3、刀具分类(按表面加工形式)
①加工各种工件外表面
②孔加工刀具
③螺纹加工刀具(丝锥、板牙、螺纹车刀、螺纹铣刀)
④齿轮加工刀具(滚齿刀、插齿刀、花键拉刀)
⑤用于工件切断刀具(切断车刀、切断铣刀、锯子)
4.刀具的结构形式
①整体式
②焊接式
③镶齿式
④可转位式刀具
2.11 连杆
2.11.1 实习作业部及工段
6月9日 轴类车间 连杆
2.11.2 实习内容

一、连杆的作用及工作原理
连杆是发动机的重要零件。它的作用是连接曲轴和活塞,把作用在活塞顶面的膨胀气体所作的功传给曲轴,推动曲轴旋转,从而将活塞的往复直线运动转变为曲轴的旋转运动,又受曲轴的驱动而带动活塞压缩气缸中的气体。
二、连杆加工工艺过程
连杆加工工艺
2.12 整车装配
6月10日
整车装配过程:
1. 车架上线,线束、阀类装配
2. 车桥合件装配
3. 传动轴总成
4. 底盘覆盖件
5. 底盘转向,翻转尾灯装配
6. 管路,减震器,拖钩装配
7. 管道,支架,消声器
8. 转向机,蓄电池
9. 发动机,排气管,水箱合件
10. 龙门支架,发动机附件
11. 选择档机构,电器件,空滤器
12. 车轮总成,备胎装配,润滑脂加注
13. 驾驶室总成装配
14. 车身件装配,加注油水
15. 预调下线
下线→调试→登录车辆信息→烟度→车速→前后轴重、制动→头灯检测→侧滑→打印检测记录→终检库
2.13板簧加工
2.13.1 实习作业部及工段
6月11日 东风板簧 板簧
2.13.2 实习内容

一、板簧的作用及工作原理
由多片不等长和不等曲率的钢板叠合而成。安装好后两端自然向上弯曲。当路面对轮子的冲击力传来时,钢板产生变形,起到缓冲、减振的作用,纵向布置时还具有导向传力的作用。非独立悬挂大多采用钢板弹簧做弹性元件,可省去导向装置和减振器,结构简单。
二、板簧的加工工艺过程
5 下料 (剪切机)
10 校直
15 冲中孔、端孔 (冲床)
20 切边
25 折弯、卷耳,包耳 (折弯机)
30 整形
35 加热 高温炉
40 成形
45 淬火(油)
50 回火
55 冷却(水)
60 喷丸 喷完机
65 喷漆
70 组装,烘干
75 入库
第三章 讲座内容
3.1 dci11发动机构造及技术特点介绍
dci11发动机为直列六缸、四气门、电控共轨、直喷、增压中冷柴油机,功率覆盖范围290-420PS。
基本技术特点为:
(1)六缸直列,增压中冷
(2)4气门气缸盖
(3)喷油器垂直中置
(4)电控共轨燃油系统(BOSCH)
(5)铰接式活塞/全铝活塞
(6)外挂式机冷器
(7)湿式气缸套
(8)自动皮带张紧轮
(9)可选装发动机制动+排气制动
(10)可选装PTO
3.2 发动机装试工艺
一、主讲内容:
1、装试工艺概要
2、4H装试工艺介绍
3、典型装试工艺研究
4、装试工艺的发展
二、装试工艺是做什么的:
1、根据产品结构设计建造生产线
2、编制工艺文件指导生产
3、工艺试验,研究优化现有工艺
4、参与质量管理及分析
三、装试工艺具体有哪些:压装,螺旋拧紧,涂胶,试漏,台架试验等。
四、装试工艺与机加工的区别:
1、技术含量广而不深
2、与人交流多于设备
3、发动机厂的必要工艺。
第四章 实习总结和致谢
4.1实习总结
通过实习,我发现自己对发动机的内部结构、工作原理有了一定的了解,对零部件的加工生产有了一定的认识。我们作为机械工程及其自动化专业的学生主要了解的是零部件的工艺加工过程,以及零部件的装配过程。
对于零件的工艺过程,结合书本上的内容可以看出是按照先面后孔,先粗后精,先车后磨的原则来编制的,具体的编制过程涉及到了加工精度的要求,加工定位面的确定,装卡的难易的要求,以及公司现有车床的限制等因素。
在实习的过程中我把在学校学到的知识用到实践的环节,在参观实习中不断加深自己对机械专业的理解,使我对专业有了更新的认识。半个月的实习时间很短,但是收获很大,我将好好珍惜这笔财富。
4.2致谢
感谢带队老师们,包括第一批的刘念聪老师、刘艳华老师、李明辉老师,以及第二批的孙未老师、杨健老师、胡波老师,尤其感谢一路陪伴我们,为我们答疑解惑的刘艳华老师和孙未老师,谢谢!
参考文献
[1] 濮良贵,陈国定,吴立言主编.机械设计.第9版.北京:高等教育出版社,2013
[2] 王先逵主编.机械制造工艺学.第3版.北京:机械工业出版社,2013