XXX无损检测有限公司
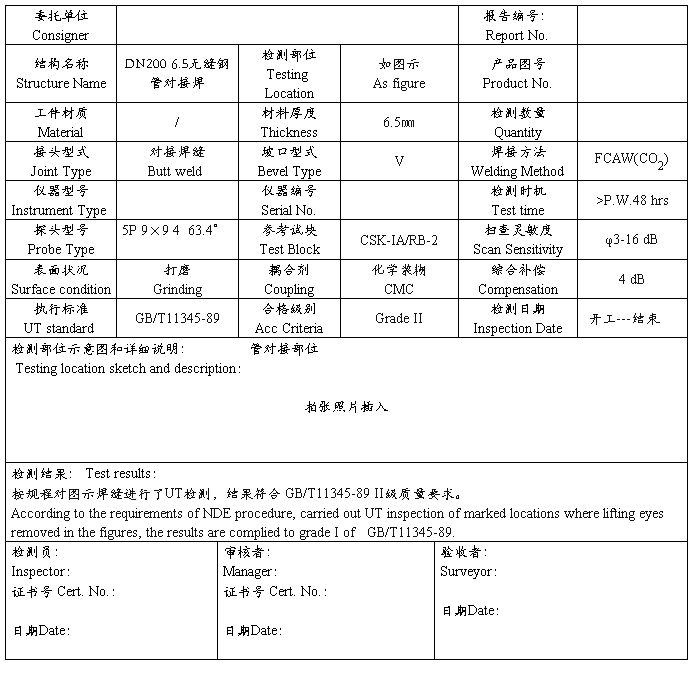
超声波探伤检测报告
Non-destructive Test Co.Ltd. UT Repor
第二篇:焊缝无损检测规定
无损检测规定
《海上高速船入级与建造规范》(1996)

第124页第8章船体结构建造工艺第6节质量检验
8.6.2焊缝检验
8.6.2.1. 所有完工焊缝均应经外观检查。外观检查可用眼或5倍放大镜检查。焊缝的尺寸应符合图纸或有关标准的要求,表面平顺,成形良好。
8.6.2.2. 焊缝表面不允许有裂纹、夹渣、未填满、气孔、焊穿、过烧和焊瘤等缺陷。板厚小于或等于3mm者,不允许存在咬边;板厚大于3mm者咬边深度应不大于0.5mm,其累积长度不得超过单条焊缝长度的10%,且不得大于100mm。
8.6.2.3. 船体主要结构的焊缝应经无损检测,检测范围由工厂与验船师商定。建议射线检查范围应不少于主船体对接焊缝的5%。重要结构的角焊缝应经超声波检查。缺陷的评定标准应经本社同意。
《内河小型船舶建造检验规程》(1987)
适用范围:
钢质船舶:船长不超过30m;主柴油机额定功率不超过220KW(300马力),或双机不超过440KW(600马力);发电机单机容量不超过15KW。如船舶某部分超过规定,超过部分的 1
技术监督检验应按本局的《船舶建造检验规程》实施。
第258页第3章船体装配及焊接的检验
3.4焊缝无损探伤的检验
3.4.1. 船体焊缝的无损探伤检验应在焊缝表面质量检验合格后进行。
无损探伤检验可采用射线透视,超声波探伤或其它有效的方法进行。
3.4.2. 射线透视的底片质量和焊缝无损探伤质量的评级,应按验船部门同意的评定标准。
3.4.3. 无损探伤的检查范围和位置,应经验船师同意,验船师可根据实际情况适当增加或减少检查范围或指定检查位置。
探测位置应重点选在船中部0.4L区域内的强力甲板、舷侧外板、船底板等纵横焊缝交叉点和分段大合拢的环形焊缝。
探测长度与船舶主体焊缝总长的比例,应不少于0.5%~1%,具体拍片数量应征得验船师同意。
对非机动船和船长小于20米以下的机动船,验船师可根据实际情况少探或免探。
3.4.4. 经无损探伤后发现有不允许存在内在缺陷的焊缝时,应对该段焊缝中认为缺陷有可能延伸的一端或两端进行延伸探伤。不合格的焊缝应批清重焊,返修后应再次进行无损探伤。如仍不合格,须查明原因后才准进行第二次批清重焊。
3.4.5. 验船师如对超声波探伤的检查结果有疑问时,可对有疑问的焊缝部位要求用射线透视复查。
《船舶建造检验规程》(1984)
1.2适用范围:
本规程适用于悬挂中华人民共和国国旗的下列钢质船舶:
总吨位为150及以上的海船;
2
船长30m及以上的内河船;或主机单机大于等于220KW(300马力),或双机大于等于440KW(600马力)的船舶。
第6页第4章船体装配及焊接检验
4.3焊缝无损探伤的检验
4.3..1. 射线透视的底片质量及焊缝质量等级的评定应符合验船部门同意的标准
4.3..2. 焊缝射线透视的检查范围和位置应经验船师审查批准,验船师可根据实际情况适当增加或减少检查范围及指定检查位置。下列主要构件部位的焊缝应作重点检查:
1) 船中部0.4L区域内的强力甲板、舷顶列板、舷侧外板、船底板等纵横焊缝交叉点和船体分段大合拢的环形焊缝,以及平板龙骨对接缝和圆弧形舷顶列板的对接缝; 2)
3)
4)
5)
6) 强力甲板舱口角隅板; 船中部0.4L区域内的纵向骨架和纵舱壁扶强材的对接接头; 起重桅(柱)的对接缝,包括焊缝上的每个交叉点; 机舱内底板与机座面板的边接缝; 其它各层甲板、平台板、内底板的纵横舱壁的对接焊缝。
焊缝透视的长度与各焊缝总长的比例应征得验船部门同意。
4.3..3. 如用超声波探伤来代替射线透视检查,则其替代部位和数量应事先征得验船师同意。
如对超声波探伤的检查结果有疑问时,则应对有疑问的焊缝部位用射线透视查验。
《内河高速船入级与建造规范》(2002)
3
第144页第9章船体建造工艺第6节质量检验
4.3焊缝检验
9.6.2.1. 所有完工焊缝均应经外观检查。外观检查可用眼或5倍放大镜检查。焊缝的尺寸应符合图纸或有关标准的要求,表面平顺,成形良好。
9.6.2.2. 焊缝表面不允许有裂纹、夹渣、未填满、气孔、焊穿、过烧和焊瘤等缺陷。板厚小于或等于3mm者,不允许存在咬边;板厚大于3mm者咬边深度应不大于0.5mm,其累积长度不得超过单条焊缝长度的10%,且不得大于100mm。
9.6.2.3. 船体主要结构的焊缝应经无损检测,检测范围由工厂与验船师商定。建议射线检查范围应不少于主船体对接焊缝的5%。重要结构的角焊缝应经超声波检查。缺陷的评定标准应经本社同意。
9.6.2.4. 当船体结构需要进行无损探测时,工厂应制定详细的检测工艺规程,并提交验船师认可,规程中至少应包括拟采用的检测方法,检测范围以及检测点的布置内容。

4