编 号:CSC/G 2107-2006 版本号:B 修改号:0
中国质量认证中心
公 开 文 件
湿式烟气脱硫除尘净化塔 环保产品认证实施规则
20xx年2月25日发布 20xx年2月25日实施
中国质量认证中心 发布

第1页 共8页 1 适用范围
本实施规则适用的产品范围:适用于以喷淋、冲激、水膜、填料、筛板、文丘里等及其组合为原理,配用在锅炉、炉窑上的湿式烟气脱硫除尘装置(以下简称脱硫除尘装置)。本技术条件不适用于花岗岩脱硫除尘装置。
本规则适用的认证标准是:CSC/T2107-2006湿式烟气脱硫除尘净化塔环保产品认证技术要求. 2 认证模式
产品检验+初始工厂检查+获证后监督
注:为方便委托人,认证模式也可以采用初始工厂审查+产品抽样检测+获证后的监督
3 认证实施的基本要求
3.1 认证申请
3.1.1 认证单元划分
原则上湿式烟气脱硫除尘净化塔只有一个认证单元。同一制造商、同一产品,但生产厂(场所)不同时,应作为不同的认证单元。
3.1.2 受控部件/材料
受控部件/材料是指对产品性能产生重大影响的关键部件或材料。申请认证企业必须使用与申报《湿式脱硫除尘净化塔受控部件/材料备案清单》相匹配的受控部件/材料,如果更改使用,须向认证中心重新备案登记,并接受监督检查。
湿式脱硫除尘净化塔的受控部件是塔体材料、防腐材料、喷嘴。
3.1.3 申请文件
申请认证应提交正式申请书,并按申请书中的要求填写《湿式脱硫除尘净化塔受控部件/材料备案清单》及提交相关资料和文件(详见《中国环保产品认证申请书》中“三、企业须提交的文件资料清单” ——其中的产品检测报告可放宽至4年以内)。
3.1.4 受理
认证中心在收到申请方认证资料后,对基本符合要求的,向申请方下发受理认证申请通知书,并签订认证合同书;对不符合规定要求的,及时通知申请方补充或修改。
3.2 产品检验
产品的性能检验由认证中心指定的检测机构在使用现场进行检测,并由检测机构出具相应的检测报告。如企业申请认证的产品有符合如下条件的检验报告,则本产品可免检:
a、检测单位为具有资质的地市级以上的产品质量监督检验机构或在行业内具有影响力的权威机构;
b、此报告必须是自申请之日前3年之内的检验报告(如中间停产超过半年,则需提供1年以内的报告);
c、此报告必须涵盖本规则中要求的检测项目。
3.2.1 抽样要求
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第2页 共8页 由认证中心委托检测机构在申请方所提供的用户中抽取一台设备,原则上抽取处理烟气量较大的一台设备进行检测。 3.2.2 产品检验项目和要求
产品性能检验项目及要求见表1。
表1 产品性能检验项目和要求
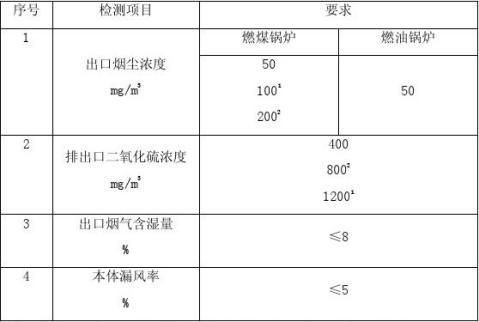
注:1到基硫分小于0.5%)的坑口电厂锅炉执行该限值。
2、以煤矸石等为主要燃料(入炉燃料收到基低位发热量小于等于12550KJ/Kg)的资源综合利用火力发电锅炉执行该限值。
3、出口烟尘和二氧化硫的测定分别依据GB/T16157重量法和HJ/T56碘量法进行。
3.2.3 判定
所有检验项目均符合中国环保产品认证技术要求时,则判定为合格,如果有1项检验结果不符合要求时,应抽样复检(不合格项目),复检结果全部符合标准要求,则判定为合格,若仍有1项,则判定为不合格。
3.2.4 受控部件/材料管理要求
为确保获证产品能够持续符合环保认证技术要求,获得认证的产品,当匹配新的受控部件/材料时,申请方应及时向认证中心备案,提交包含3.2.2规定检验项目的检验报告,经认证中心批准后方可使用。 3.3 初始工厂检查
3.3.1 审查内容、范围和原则
工厂审查内容为工厂产品质量保证能力审查,工厂审查应按《工厂产品质量保证能力要求》进行。
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第3页 共8页
工厂审查范围应覆盖申请认证的所有产品的所有加工场所。
工厂审查的基本原则是:以产品认证指标为核心,对产品设计策划和开发、原材料采购、进货检验的控制;产品生产工艺、关键/特殊生产过程和关键检验环节的控制;以及对最终成品检验控制为重点,并对工厂的试验室条件以及资源配置情况进行现场确认。
现场检查时重点关注设计和制造质量的检查。
1)设计达标检查包括:
产品设计符合 HG 20580《钢制化工容器设计基础规定》中有关设计压力、设计温度、设计载荷、厚度附加量和最小厚度的规定。
产品结构设计符合HG20581 《钢制化工容器材料选用规定》对容器各主要部件的选材规定。 产品设计选材符合HG 20583《钢制化工容器结构设计规定》中有关筒体、封头及其连接、法兰、垫片、螺栓(柱)、支座、内件、吊耳、接地板、焊接接头的坡口尺寸的要求。
并检查下列文件:
1. 封头焊缝射线探伤报告和射线胶片
2. 焊接试板力学性能试验报告
3. 塔体材料质保证书
4. 防腐蚀内衬材料质量保证书
2)主要件检查包括:
筒体、封头、吊耳、支座的焊接、喷漆等制造质量应符合JB/T 5910-1997的相关规定。
3.3.2 审查结论
工厂审查符合要求未发现不符合项时,审查结论为建议推荐认证注册。
工厂审查出现一般不符合项时,审查结论为建议在不符合项整改并经验证合格后,推荐给予认证注册资格。不符合项应当在30天内采取纠正措施,无特殊原因采取纠正措施时限最长不能超过45天。
工厂审查出现严重不符合项时,审查结论为建议推迟给予认证注册资格或不推荐给予认证注册资格,当审查结论为建议推迟给予认证注册资格时,申请方应制定整改计划并实施整改,整改期为3个月,全部整改均已完成后,应提交整改措施报告,认证中心将再次进行现场审核验证,逾期不提交整改措施报告及再次审查仍不符合要求的,则申请方不能获得产品认证资格。
3.3.3 初始工厂审查时间
一般情况下,在产品检验合格后,再进行初始工厂审查。根据需要,产品检验和工厂审查也可以同时进行。
根据工厂的生产规模以及所申请认证产品的数量和产品的复杂程度,确定审查人日数。
3.4 认证结果评价与批准
3.4.1 评价与批准
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第4页 共8页
认证中心负责组织对产品检验、工厂审查结果进行综合评价,评价合格后,由认证中心向申请方颁发产品认证证书,办理标志使用、认证公告等事宜。
3.4.2 认证时限
认证时限是指自受理认证之日起至颁发认证证书时止,实际发生的工作日,包括产品检验时间、工厂审查后提交报告时间、认证结论评定和批准时间以及证书的制作时间。
产品检验时间一般为30个工作日,从收到检验费用起计算(因检验项目不合格,申请方进行整改和复试的时间不计算在内,并从收到检验费用起计算)。
工厂审查后递交报告时间为5个工作日,以审查组完成现场审查、或收到工厂递交的符合要求的不合格项纠正措施报告之日起计算。
认证结论评定、批准时间以及证书制作时间一般不超过5个工作日。
3.5 获证后监督
3.5.1 监督频次
一般情况下,获证6个月后即可以安排年度监督,每次年度监督的间隔时间不超过12个月。若发生以下情况可增加监督频次:
1) 获证产品出现严重质量问题或用户提出严重投诉,并查实为证书持有者责任的;
2) 认证中心有足够理由对获证产品与相关标准要求的符合性提出质疑时;
3) 有足够信息表明生产制造商、生产厂因变更组织机构、生产条件、质量管理体系等,从而可能影响产品一致性时。
如因故不能如期进行监督审核时,工厂须向认证中心提出申请并经批准,否则暂停认证证书的使用。
3.5.2 监督内容
获证后监督包括工厂产品质量保证能力的监督审查及获证产品的抽样检验。
3.5.2.1 工厂产品质量保证能力监督审查
认证中心根据《工厂产品质量保证能力要求》,对工厂进行监督审查。每次监督审查的项目可以进行选择,在证书有效期内应覆盖《工厂产品质量保证能力要求》中的全部项目。
证书有效期满,按《工厂产品质量保证能力要求》的规定对工厂进行一次全面审查(或称复评)。每3年为一个全面审查周期。
监督审查结论为推迟确认时,自确认审查结论之日起5个工作日内,认证中心将收回全部产品认证证书,证书持有者应制定整改计划并实施整改,整改期为3月,且全部整改均已完成后,向认证中心提出再次监督审查申请。监督审查结论为不推荐确认时,在5个工作日内,认证中心将收回全部产品认证证书,予以撤销,并停止证书持有者认证资格。
3.5.2.2 产品的监督检验
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第5页 共8页
对获证产品,认证中心在证书有效期内进行一次产品抽样检验,检验样品应在工厂实际投入销售正在使用的合格品中随机抽取(除去初次认证的检验样品),对抽取样品的检验由认证中心指定的检验机构在规定的日期内按表2内容完成。
监督检验结论为不合格的,认证中心重新制定抽样方案,如果样品检验结果仍不符合产品认证要求,则判定证书持有者所有获证型号不符合产品认证要求。
如果企业能够提供本监督年度内所做的该产品检验报告,且检验项目和指标符合表2要求的,可予以免检:
表2 监督检验项目
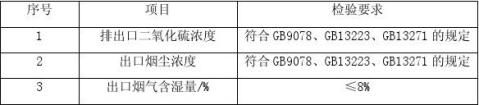
3.5.3.1 监督审查和监督检验合格(或提交报告)后,可以继续保持证书持有者的认证资格,允许使用认证标志。监督发现的不合格项应在限期内进行整改。逾期将取消认证资格,停止使用认证标志,并予以公告。
3.5.3.2 不能按规定要求接受监督审查和检验的证书持有者,认证中心将收回该证书持有者全部认证证书。
3.5.4 生产状况确认
发生下述情况时,申请方应在20个工作日内将有关情况报认证中心:
1) 证书持有者搬迁,通信地址变更;
2) 法人、总经理(厂长)变更;
3) 重大设计、工艺更改;
4) 出现重大质量问题;
5) 质量管理体系文件改版。
年度监督实施过程中应确认申请方的生产状况的变化情况。
4 认证范围的扩大与缩小
当证书持有者申请认证范围扩大或缩小时,认证中心将按《批准、保持、扩大、缩小、暂停、撤消和注销认证的条件和程序》的规定进行确认及处理。
4.1 认证范围的扩大
4.1.1 新型号的扩大认证
新型号产品,且与已获证产品产自同一生产场地,应按正常程序提交认证申请书及相关资料,认证中心受理后,申请方将样品送至指定的检验机构进行产品检验,一般情况下,不再进行现场工厂审查,待年度监督时,对扩项产品一致性进行重点核查。 版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第6页 共8页
4.1.2 生产场地的扩大认证
当获证产品增加一个新的生产场地时,应按正常程序提交认证申请书及相关资料,认证中心受理后,对新生产场地按初次工厂审核要求进行工厂审查。其生产的已获证的产品型号一般不再送样检验,如受控部件/材料与原备案清单不一致时,应按认证中心有关规定备案。
4.2 认证范围的缩小
认证证书持有者或认证中心根据获证产品的实际情况以及监督检查结果提出缩小认证范围的要求。
4.2.1 认证单元的缩小
认证中心撤消/注销并收回该认证单元的认证证书,或更改(减少)同一认证单元所覆盖的产品型号。
4.2.2 生产场地的缩小
认证中心撤销/注销并收回所有该生产场地生产的各型号产品认证证书。
5 认证证书
5.1 认证证书的保持
5.1.1 证书的有效性
本规则覆盖产品的认证证书有效期3年,认证中心每年通过定期的监督确保认证证书的有效性,获得保持资格。未经年度有效性确认,则所持认证证书无效。
5.1.2 认证证书的变更
5.1.2.1 变更申请
获证后的产品,如果在产品原理、结构设计、生产工艺没有发生变动的前提下,其产品商标、名称、型号变更,或获证申请方名称、生产厂名、生产场所发生变更时,证书持有者应向认证中心提出变更申请。
5.1.2.2 变更批准及换发证书
认证中心根据《认证更改条件及程序》,对变更的内容和提供的资料进行评价,对符合要求的,批准换发新的认证证书,新证书的编号、批准有效日期保持不变,并注明换证日期。
5.1.3 认证证书的延长
认证证书有效期截止日前3个月,证书持有者需继续持证的,可申请延长使用认证证书,并向认证中心提交延证型号产品的检验报告,认证中心确认批准后,颁发新的认证证书。必要时认证中心可对申请延证产品进行抽样检验。
5.2 认证证书的暂停、撤消和注销
当证书持有者违反认证有关规定或认证产品达不到认证要求时,认证中心将按《批准、保持、扩大、缩小、暂停、撤消和注销认证的条件和程序》对认证证书作出相应的暂停、撤消和注销的处理决定,并将处理结果进行公告。
6 认证标志的使用
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第7页 共8页
证书持有者必须遵守《认证证书和标志使用管理办法》的规定。
6.1 标志样式
6.2 标志使用
在产品、产品最小包装和/或说明书上使用认证中心印制的或获证企业印刷的认证标志。
6.3 标志使用备案
标志使用的具体方案(具体部位、形式和必要的文字注解),申请方/证书持有者必须在使用之前,报认证中心审定,未经许可不得擅自使用。
7 收费
认证收费由认证中心按国家有关规定统一收取。
8 引用公开文件
本规则引用下述公开文件:
《认证证书和标志使用管理办法》
《工厂产品质量保证能力要求》
《批准、保持、扩大、缩小、暂停、注销及撤销认证的规定》
《认证更改条件及程序》
解释说明:
本实施细则由中国质量认证中心编制;
本实施细则由中国质量认证中心负责解释。

版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第8页 共8页 附件1
湿式脱硫除尘净化塔受控部件/材料备案清单
一、受控部件/材料

二、提交材料
产品铭牌(贴于背面)
三、申请方声明
本组织保证该规格型号产品生产所用受控部件/材料与所提交的《湿式脱硫除尘净化塔受控部件/材料备案清单》保持一致。产品获证后,如果受控部件/材料需进行变更,本组织将立即向认证中心进行申请,未经认证中心许可,不会擅自变更使用。本组织保证该型号湿式脱硫除尘净化塔只匹配经过认证中心认可的受控部件/材料,确保该规格型号的湿式脱硫除尘净化塔在认证证书有效期内始终符合中国环保产品认证要求。
申请方: 公章:
日期:
版本号:B版 发布日期:2008-2-25
实施日期:2008-2-25
第二篇:8.射线探伤报告
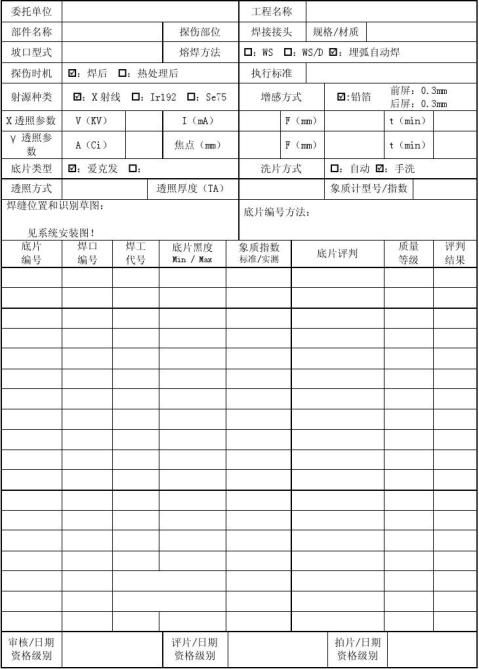
射线探伤报告
射线探伤报告(续页)
报告编号: 委托单编号: 检测日期: 年 月 日 共 页 第 页