测量系统分析 在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之
一。测量系统的偏倚和线性由量具校准来确定。测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。测量系统的重复性和再现性由GageR&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。在ISO10012-2和QS9000中,都对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
测量系统特性类别有F、S级别,另外其评价方法有小样法、双性、线性等.
分析工具
在进行MSA分析时, 推荐使用Minitab软件来分析变异源并计算Gage R&R和P/T。并且根据测量部件的特性,可以对交叉型和嵌套型部件分别做测量系统分析。
另外,Minitab软件在分析量具的线性和偏倚研究以及量具的分辨率上也提供很完善的功能,用户可以从图形准确且直观的看出量具的信息。 MSA的基本内容
数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。这个定义由C.Eisenhart首次给出。赋值过程定义为测量过程,而赋予的值定义为测量值。
从测量的定义可以看出,除了具体事物外,参于测量过程还应有量具、使用量具的合格操作者和规定的操作程序,以及一些必要的设备和软件,再把它们组合起来完成赋值的功能,获得测量数据。这样的测量过程可以
看作为一个数据制造过程,它产生的数据就是该过程的输出。这样的测量过程又称为测量系统。它的完整叙述是:用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、夹具、软件、人员、环境和假设的集合,用来获得测量结果的整个过程称为测量过程或测量系统。
众所周知,在影响产品质量特征值变异的六个基本质量因素(人、机器、材料、操作方法、测量和环境)中,测量是其中之一。与其它五种基本质量因素所不同的是,测量因素对工序质量特征值的影响独立于五种基本质量因素综合作用的工序加工过程,这就使得单独对测量系统的研究成为可能。而正确的测量,永远是质量改进的第一步。如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
近年来,测量系统分析已逐渐成为企业质量改进中的一项重要工作,企业界和学术界都对测量系统分析给予了足够的重视。测量系统分析也已成为美国三大汽车公司质量体系QS9000的要素之一,是6σ质量计划的一项重要内容。目前,以通用电气(GE)为代表的6σ连续质量改进计划模式即为:确认(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control),简称DMAIC。
从统计质量管理的角度来看,测量系统分析实质上属于变异分析的范畴,即分析测量系统所带来的变异相对于工序过程总变异的大小,以确保工序过程的主要变异源于工序过程本身,而非测量系统,并且测量系统能力可以满足工序要求。测量系统分析,针对的是整个测量系统的稳定性和准确性,它需要分析测量系统的位置变差、宽度变差。在位置变差中包括测量系统的偏倚、稳定性和线性。在宽度变差中包括测量系统的重复性、再现性。
测量系统可分为“计数型”及“计量型”测量系统两类。测量后能够给出具体的测量数值的为计量型测量系统;只能定性地给出测量结果的为计数型测量系统。“计量型”测量系统分析通常包括偏倚(Bias)、稳定性(Stability)、线性(Linearity)、以及重复性和再现性(Repeatability&Reproducibility,简称R&R)。在测量系统分析的实际运作中可同时进行,亦可选项进行,根据具体使用情况确定。
“计数型”测量系统分析通常利用假设检验分析法来进行判定。 MSA之统计特性
1.测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。这可称为统计稳定性。
2.测量系统的变差必须比制造过程的变差小。
3.变差应小于公差带。
4.测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一。
5.测量系统统计特性可能随被测项目的改变而变化。若真的如此,则测量系统的最大的变差应小于过程变差和公差带两者中的较小者。 MSA的指标
1.量具重复性:指同一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值(数据)的变差。
2.量具再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
3.稳定性:指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
4.偏倚:指同一操作人员使用相同量具,测量同一零件之相同特性多次数所得平均值与采用更精密仪器测量同一零件之相同特性所得之平均值之差,即测量结果的观测平均值与基准值的差值,也就是我们通常所称的“准确度”。
5.线性:指测量系统在预期的工作范围内偏倚的变化。
MSA时机
1).新生产之产品PV有不同时; 2).新仪器,EV有不同时; 3).新操作人员,AV有不同时; 4).易损耗之仪器必须注意其分析频率。
R&R之分析
决定研究主要变差形态的对象。 使用"全距及平均数"或"变差数分析"方法对量具进行分析。 于制程中随机抽取被测定材料需属统一制程。 选2-3位操作员在不知情的状况下使用校验合格的量具分别对10个零件进行测量, 测试人员将操作员所读数据进行记录, 研究其重复性及再现性(作业员应熟悉并了解一般操作程序, 避免因操作不一致而影响系统的可靠度)同时评估量具对不同操作员熟练度。
针对重要特性(尤指是有特殊符号指定者)所使用量具的精确度应是被测量物品公差的1/10, (即其最小刻度应能读到1/10过程变差或规格公差较小者; 如: 过程中所需量具读数的精确度是0.01m/m, 则测量应选择精确度为0.001m/m), 以避免量具的鉴别力不足,一般之特性者所使用量具的精确度应是被测量物品公差的1/5。
试验完后, 测试人员将量具的重复性及再现性数据进行计算如附件一(R&R数据表), 附件二(R&R分析报告), 依公式计算并作成-R管制图或直接用表计算即可。
结果分析
1)当重复性(EV)变差值大于再现性(AV)时: 量具的结构需在设计增强。 量具的夹紧或零件定位的方式(检验点)需加以改善。 量具应加以保养。 2)当再现性(AV)变差值大于重复性(EV)时:
作业员对量具的操作方法及数据读取方式应加强教育, 作业标准应再明确订定或修订。
可能需要某些夹具协助操作员, 使其更具一致性的使用量具。
量具与夹治具校验频率于入厂及送修纠正后须再做测量系统分析, 并作记录。
MSA的步骤
测量系统分析的评定通常分为两个阶段:
1.第一阶段
验证测量系统是否满足其设计规范要求。主要有两个目的:
(1)确定该测量系统是否具有所需要的统计特性,此项必须在使用前进行。
(2)发现哪种环境因素对测量系统有显着的影响,例如温度、湿度等,以决定其使用之空间及环境。
2.第二阶段
(1)目的是在验证一个测量系统一旦被认为是可行的,应持续具有恰当的统计特性。
(2)常见的就是“量具R&R”是其中的一种型式。
第二篇:MSA测量系统分析2
1 目的
1.1 本程序规定了测量系统分析的方法和接受准则。通过了解变差的来源,判断计量器具是否符合规定的要求,以确保检测结果的有效性。
1.2 评价生产环境中的测量系统的统计特性:偏倚、重复性、再现性、稳定性和线性(参见“MSA手册”);
1.3 获得测量系统与环境交互作用时,该系统有关测量变差量和类型的信息;
2 范围
2.1 本指导书适用于特殊特性的计数、计量型测量系统。
3 定义
3.1 量具:任何可用来获得测量结果的装置;包括用来测量合格/不合格的装置;
3.2 测量系统:用来对被测量特性附值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程。
3.3 测量系统分析(MSA):是指通过分析被测特性赋值的操作程序、量具、设备、软件以及操作人员的集合,来获得测量结果的整个过程。所用的量具测量系统对每个零件能重复读数或能判断合格/不合格,但不包括非工业界的测量系统;
3.4 偏倚:测量结果的观测平均值与基准值的差值;
3.5 基准值:又称为可接受的基准值或标准值,是充当测量值的一个一致认可的基准,一个基准值可以通过采用更高级别的测量设备进行多次测量,取其平均值来确定;
3.6 重复性:由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差;
3.7 再现性:由不同评价人,采用相同的测量仪器,测量同一零件特性时测量平均值的变差;
3.8 稳定性:也称“漂移”,是测量系统某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差;
3.9 线性:在量具预期的工作量程内,偏倚值的差值。
3.10 量具R&R:测量系统重复性和再现性的综合变差的估计值。
3.11 参考值:被认可并同意基于参考或基准值作为一被测量物的数值比较,它可能是:一个理论值或基于科学原理而建立的数值;基于一些国家或国际组织的一个指定值;基于在一科学或工程组织主持的合作研究实验工作下,一致确定的数值;或者用于一特定用途,利用一可接受的参考方法所获得一致同意的可接受数值。与某一特定量化定义并被接受的一致的数值,按照惯例有时被接受用于某已知的目的。
4 涉及部门
4.1 质量部
4.2 生产部
5 一般原则(测量系统的统计特性)
5.1 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的,称为统计稳定性;
5.2 测量系统的变异必须比制造过程变异小;
5.3 变异应小于公差带;
5.4 测量精度应高于过程变异和公差带两者中精度较高者,一般来说,测量精度是过程变异和公差带两者中较高者的十分之一;
5.5 测量系统统计特性可能随被测项目的改变而变化。若真的如此,则测量系统最大的(最坏)变差应小于过程变差和公差带两者中的较小者;
6 程序
6.1 测量系统分析(MSA)
6.1.1 本程序中介绍的测量系统分析(MSA)是指通过分析被测特性赋值的操作程序、量具、设备、软件以及操作人员的集合,来获得测量结果的整个过程。所用的量具测量系统对每个零件能重复读数或能判断合格/不合格,但不包括非工业界的测量系统。
6.1.2 MSA主要是测量系统中的误差,这些误差包括:量具的偏倚、线性、稳定性、重复性和再现性。由于在量具的周期检定过程中对其偏倚、线性和稳定性都由检定部门作了保证,因此,这里不做讨论,主要对重复性和再现性作分析和评价。
6.1.3 MSA的量具分类和分析方法
根据量具特性不同,可将量具分为计量型和计数型量具,对计量型量具进行测量系统分析时采用均值和极差法分析( &R分析法),对计数型量具采用假设试验分析法(具体方法见6.4.3.2)。
&R分析法),对计数型量具采用假设试验分析法(具体方法见6.4.3.2)。
6.2 MSA的范围
6.2.1 在产品工序控制计划中所标注的计量器具必须做MSA。
6.2.2 如果顾客有特殊要求,且在图纸中标有特殊特性的符号,对该参数测量的量具要求做MSA。
6.2.3 若图纸中没标明,但在工艺中标出是关键特性值,测量的量具要做MSA。
6.3 MSA的管理
6.3.1 由测量系统分析员(本公司由计量管理员担任)根据质量控制计划中所列的量具制订《年度测量系统分析计划》;
6.3.2 由测量系统分析员到现场指定零件评价人测量零件,并记录数据。
6.3.3 分析员根据原始数据计算R&R值,并做出评价,形成报告,递交质量经理批准生效。对不合格的量具应分析查找原因,或更换新的量具。
6.4 MSA过程
6.4.1 MSA的前期准备
6.4.1.1 选择评价人
评价人一般选择加工零件的操作工人或检验员,并由评价人对产品进行测量,选择的人数一般为2~3人。
6.4.1.2 确定取样零件
取样零件一般选择10个,且必须从生产过程中选取,并能够代表整个过程(或工作范围)。样本选择的时机可以为一个样本/天或者一个样本/小时。
6.4.1.3 仪器的分辨率
仪器的分辨率应是变差的1/10,在同等精度下为1/3~1/6的公差范围。
6.4.2 MSA数据的收集
6.4.2.1 由测量系统分析员事先选择好进行测量分析的项目、评价人、确定取样零件。并事先对零件进行编号。
6.4.2.2 测量的过程
6.4.2.2.1 对于计量型MSA,由三位评价人使用同一种测量方法,对指定的零件做2~3次测量。测量系统分析员记录下测得的数据,并将数据填入《计量型器具测量系统分析报告》;
6.4.2.2.2 对于计数型MSA,由三位评价人使用同一种测量方法,对指定的零件各做2~3次评价,测量系统分析员将判断的结果填入《计数型器具测量系统分析报告》;可接受的在方表格填 “1”,不可接受的在表格填“0”。
6.4.2.3 评价人事先应在不知道零件编号的情况下测量零件,在读数中应估计到可得到的最接近的数字,并且在测试过程中要细心,认真。
6.4.3 MSA数据的分析、处理
6.4.3.1 均值和极差法
1) 对每位评价人的测量平均值( a、b、c)和极差的平均值(
a、b、c)和极差的平均值( a、
a、 b、c)分别进行计算。每个零件均值也进行计算。接下来计算评价人平均值极差
b、c)分别进行计算。每个零件均值也进行计算。接下来计算评价人平均值极差 DIFF,评价人极差平均值
DIFF,评价人极差平均值 ,和零件平均值的极差
,和零件平均值的极差 。
。
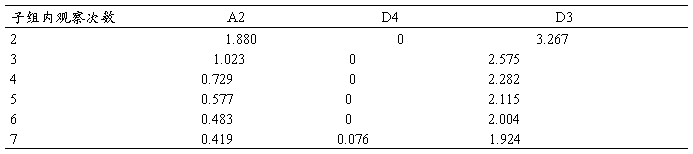
2) 对评价人极差控制上限UCLR和下限LCLR的分别按下列公式计算:
UCLR =  ×D4* LCLR = ×D3*
×D4* LCLR = ×D3*
3) 对评价人均值控制上限UCLX和下限LCLX,并按下列公式计算:
UCLX = LCLX =
LCLX =
*对D4、D3、A2的数值可以查下表( 控制图常数)
4) 按《计量型器具测量系统分析报告》提供的计算公式,计算出EV、AV、R&R、PV、TV、ndc的值,并根据接受准则做出合格性判断,填入《计量型器具测量系统分析报告》;
5) 在《计量型器具测量系统分析报告》中作图,分别在零件评价人平均值图、重复性极差控制图中划出控制线,按要求作图;
6.4.3.2 假设试验分析法
1) 计算期望的数量,按下列公式计算:
A0B0=A0总测量次数×B0总测量次数/总测量次数
2) 计算kappa值,按下列公式计算:
kappa =(P0-Pe)/(1-Pe)
P0:观测比例的总和
Pe:期部分的总和
有效性=做出正确决定的次数/总决定次数
错误率=实际不好判为好的/实际不好的
错误警报率=实际好判为不好的/实际好的
3) 测量系统分析员将根据接受准则做出合格性判断,填入《计数型器具测量系统分析报告》
6.5 MSA接受准则
6.5.1 计量型MSA接受准则
6.5.1.1 量具重复性和再现性(R&R)的可接受性准则是:
低于10%的误差——测量系统良好,可以接受;
10至30%的误差——根据应用的重要性,量具成本,维修的费用等,可以是可接受的,并且应对测量系统进行分析;
大于30%的误差——测量系统不可接受。需分析各种问题加以改进,或更换新的量具。
另外,区别分类数ndc要能≥5
6.5.1.2 “计量型器具测量系统分析评价图”中,对“零件评价人平均值图”中的数据点50%应落在控制线外,才能说明零件变差远远大于测量系统变差;对“重复性极差控制图”中的数据点应全部在控制线之中。
6.5.1.3 重复性(R1)和再现性(R2)比较分析
1) 若R1>R2,原因可能是:
仪器需要维护;
量具应重新设计来提高刚度;
夹具和检验点需要改进;
存在过大的零件内变差。
2) 若R1<R2,原因可能是:
量具的刻度不清楚;
评价人需要更好地培训如何使用量具和读数;
需要某种夹具帮助评价人提高使用量具的一致性。
根据得出的R&R结果,要具体分析不符合原因,并制订相应纠正措施或更换新的量具。
6.5.2 计数型假设试验分析法接受准则 :
Kappa值大于0.75则表示有很好的一致性(最大的Kappa=1) ;
Kappa值小于0.40则表示一致性不好。

6.5.2.1 根据得出的结果,要具体分析不符合原因,并制订相应纠正措施。如果不能改进该量具,则应更换量具并重新加以评定。
7 流程图
7.1 无
8 表格和附件
8.1 《计量型器具测量系统分析报告》
8.2 《计数型器具测量系统分析报告》
9 参考文件
9.1 MSA测量系统分析手册
10 修改说明
10.1 新程序第零次修改