
姓名:
学院:
班级: 班
学号:
指导老师:姚国强
实训地点:15号楼
一、实验目的:
“数控机床加工程序编制”(简称数控编程)课程,是机械和机电等各类专业本、专科教学计划中开设的一门应用性和实践性很强的专业课程。学好本课程,不仅要掌握数控编程的基本理论知识和编程方法,更重要的是要通过一定的实践教学,在实践教学中运用所掌握的机械加工工艺知识、数控编程的理论知识、数控编程的方法编制零件加工程序,并完成对零件的数控加工。采用仿真软件在计算机上进行模拟加工,是完成这一实践教学的有效手段。因此,在各专业本、专科“数控编程”课程的教学计划中均设有“仿真实验”这一实践教学环节。其实验的目的是:
1. 学会根据数控机床加工程序编制这门课,以及所给要求编制出相应程序。
2. 熟悉并学会运用计算机仿真技术,模拟数控车床、数控铣床完成零件加工的全过程;
3. 为以后实际操作数控机床打下基础。
二、实验任务及要求:
1. 熟悉并掌握FANUC 0i系统仿真软件面板操作过程;
2. 按给定车削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工;
3. 按给定铣削零件图样,编制加工程序,在计算机上运用仿真软件,进行模拟加工;
4. 按实验内容,编写实验报告。
三、实验原理:
1、宇龙数控加工仿真系统基本操作方法
.1 进入数控加工仿真系统
进入宇龙数控加工仿真系统3.7版要分2步启动,首先启动加密锁管理程序,然后启动数控加工仿真系统,过程如下:
鼠标左键点击“开始”按钮,找到“程序”文件夹中弹出的“数控加工仿真系统”应用程序文件夹,在接着弹出的下级子目录中,点击“加密锁管理程序”
 。加密锁程序启动后,屏幕右下方工具栏中出现
。加密锁程序启动后,屏幕右下方工具栏中出现 的图表,此时重复上面的步骤,在二级子目录中点击数控加工仿真系统,系统弹出“用户登录”界面。
的图表,此时重复上面的步骤,在二级子目录中点击数控加工仿真系统,系统弹出“用户登录”界面。
点击“快速登录”按钮或输入用户名和密码,再点击“登录”按钮,即可进入数控加工仿真系统。
2 选择机床类型
打开菜单“机床/选择机床…”,弹出“选择机床”对话框,选择相应型号机床即可。
3工件的使用
 (1)定义毛坯
(1)定义毛坯
打开菜单“零件/定义毛坯”或在工具条上选择
在定义毛坯对话框中,各字段的含义如下:
名字:在毛坯名字输入框内输入毛坯名,也可使用缺省值;
形状:在毛坯形状框内点击下拉列表,选择毛坯形状。铣床、加工中心有两种形状的毛坯供选择,长方形毛坯和圆柱形毛坯,车床仅提供圆柱形毛坯;
材料:在毛坯材料框内点击下拉列表,选择毛坯材料。毛坯材料列表框中提供了多种供加工的毛坯材料,可根据需要在“材料”下拉列表中选择毛坯材料
毛坯尺寸:点击尺寸输入框,即可改变毛坯尺寸,单位:毫米。
完成以上操作后,按“确定”按钮,保存定义的毛坯并且退出本操作,也可按“取消”按钮,退出本操作。
(2)导出零件模型
对于经过部分加工的工件,打开菜单“文件/导出零件模型”,系统弹出“另存为”对话框,在对话框中输入文件名,按保存按钮,就可将这个未完成加工的零件保存为零件模型,可在以后放置零件时通过导入零件模型而调用
(3)导入零件模型
机床在加工零件时,除了可以使用原始的毛坯,还可以对经过部分加工的毛坯进行再加工。经过部分加工的毛坯称为零件模型,可以通过导入零件模型的功能调用零件模型。
打开菜单“文件/导入零件模型”,若已通过导出零件模型功能保存过成型毛坯,则系统将弹出“打开”对话框,在此对话框中选择并且打开所需的后缀名为“PRT”的零件文件,则选中的零件模型被放置在工作台面上。
(4)使用夹具
在仿真铣床系统界面中,打开菜单“零件/安装夹具”命令,在“选择零件”列表框中选择已定义毛坯。在“选择夹具”列表框中间选夹具,长方体零件可以使用工艺板或者平口钳,圆柱形零件可以选择工艺板或者卡盘。
(5)放置零件
打开菜单“零件/放置零件”命令。
(6)调整零件位置
零件放置安装后,可以在工作台面上移动。毛坯在放置到工作台(三爪卡盘)后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和旋转或车床零件调头。小键盘上的“退出”按钮用于关闭小键盘。选择菜单“零件/移动零件”也可以打开小键盘。 4选择刀具
4选择刀具
打开菜单“机床/选择刀具”,或者在工具条中选择“ ”图标,系统弹出刀具选择对话框。
1) 选择车刀
① 在对话框左侧排列的编号1~8中,选择所需的刀位号。刀位号即车床刀架上的位置编号。被选中的刀位编号的背景颜色变为蓝色;
② 指定加工方式,可选择外圆加工或内圆加工;
③ 在刀片列表框中选择了所需的刀片后,系统自动给出相匹配的刀柄供选择;
④ 选择刀柄,当刀片和刀柄都选择完毕,刀具被确定,并且输入到所选的刀位中。旁边的图片显示其适用的方式
2) 刀尖半径 显示刀尖半径,允许操作者修改刀尖半径,刀尖半径可以是0。单位:mm。
3)刀具长度 显示刀具长度,允许修改刀具长度。刀具长度是指从刀尖开始到刀架的距离。
4)输入钻头直径 当在刀片中选择钻头时,“钻头直径”一栏变亮,允许输入直径。
5)删除当前刀具 在当前选中的刀位号中的刀具可通过“删除当前刀具”键删除。
6)确认选刀 选择完刀具,完成刀尖半径(钻头直径),刀具长度修改后,按“确认退出”键完成选刀。或者按“取消退出”键退出选刀操作。
(2) 数控铣床和加工中心选刀
1)按条件列出工具清单 筛选的条件是直径和类型,具体操作方法如下:
①在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。
②在“所需刀具类型”选择列表中选择刀具类型。可供选择的刀具类型有平底刀,平底带R刀,球头刀,钻头,镗刀等。
③按下“确定”,符合条件的刀具在“可选刀具”列表中显示。
2)指定序号
在对话框的下半部中指定序号。这个序号就是刀库中的刀位号。铣床只有一个刀位。卧式加工中心允许同时选择20把刀具,立式加工中心允许同时选择24把刀具
3)选择需要的刀具 先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行,按下“确定”完成刀具选择。
4)输入刀柄参数 操作者可以按需要输入刀柄参数。参数有直径和长度两个。总长度是刀柄长度与刀具长度之和。
5)删除当前刀具 按“删除当前刀具”键可删除此时“已选择的刀具”列表中光标停留的刀具。
6)确认选刀 选择完刀具,按“确认”键完成选刀。或者按“取消”键退出选刀操作。
铣床的刀具装在主轴上。立式加工中心的刀具全部在刀库中,卧式加工中心装载刀位号最小的刀具,其余刀具放在刀架上,通过程序调用。
四、实验步骤:
一、阅读数控仿真实验练习题,进行编程。
二、上机用仿真软件进行仿真操作。具体程序及操作步骤如下:
三、车床题目一
(1)、实验内容
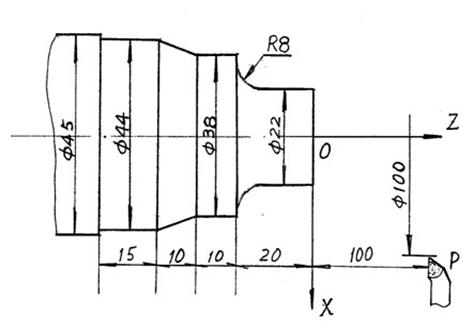
如图所示,毛坯直径为φ45mm,起刀点在图示编程坐标系的P点,试运用G71,G70指令编制图示轴类零件车削加工程序。
给定切削条件是:粗车时切深为2mm,退刀量为1mm,精车余量X方向为0.6mm(直径值),Z方向为0.3mm,主轴转速为S600r/min,进给速度为F0.15mm/r;
精车时主轴转速为S800r/min,进给速度为F0.1mm/r。[注:φ45外圆不加工]
(2)、零件图
(3)、程序
O0001;
N10 G54 G90 X100. Z100. T0101;
N20 G97 S600 M03;
N30 G00 X51. Z3. M08;
N40 G71 U2. R1.;
N50 G71 P60 Q120 U0.6 W0.3 F0.15;
N60 G00 X22.;
N70 G01 Z-12. F0.1 S800;
N80 G02 X38. Z-20. I8. K0;
N90 G01 Z-30.;
N100 X44. Z-40.;
N110 Z-55.;
N120 X51.;
N130 G70 P60 Q120;
N140 G00 X100. Z100. T0100 M09;
N150 M05;
N160 M30;
(4)、操作过程
1.进入宇龙数控加工仿真系统3.7版,首先启动加密锁管理程序,然后启动数控加工仿真系统。
2.打开菜单“机床/选择机床…”,或单击选择机床图标,系统弹出“选择机床”对话框。选择数控系统FANUC0i的车床,选择标准(平床身前置刀架),按“确定”按钮,系统即可切换到车床仿真加工界面。
3.打开菜单“零件/定义毛坯”,或单击定义毛坯图标,系统弹出“定义毛坯”对话框,点击尺寸输入框,改变毛坯尺寸为φ45×150 mm,按“确定”按钮,保存定义的毛坯并且退出本操作。
4.打开菜单“零件/放置零件”,或单击放置零件图标,系统弹出“选择零件”对话框,在列表中点击所需的零件,选中的零件信息加亮显示,按下“安装零件”按钮,系统自动关闭对话框,零件将被放到机床上。
5.毛坯在放置到工作台(三爪卡盘)后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和旋转或车床零件调头。再按小键盘上的“退出”按钮,关闭小键盘。
6.打开菜单“机床/选择刀具”,或单击选择刀具图标,系统弹出“车刀选择”对话框。选择外圆加工,刀片D55°,刀柄93°,修改刀尖半径为0,按“确认退出”按钮,完成选刀。
7.点击机床操作面板中“紧急停止”,“启动”操作按钮,加载驱动,当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。在回零指示状态下(回零模式),选择机床操作面板上的“X轴”、“Z轴”,点击“+”按钮,此时X轴、Z轴将回零,当回到机床参考点时,相应操作面板上“X原点灯”、“Z原点灯”的指示灯亮。
8.点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值,将刀具移近零件毛坯,准备对刀。
(1).点击“主轴正转”按钮,使主轴转动,点击“Z轴”,“-”负向移动按钮,用刀具试切工件外圆。然后,点击“+”正向移动按钮,Z向退刀,将刀具退离零件毛坯。记下LCD界面上显示的X绝对坐标为X1=255.733mm。点击“主轴停止”按钮,使主轴停止转动,点击菜单“测量/剖面图测量…”,点击试切外圆时所切线段,记下测量对话框中对应线段的X值(试切外圆的直径)为X2=44.367mm。此时,工件中心轴线X的坐标值即为X1-X2,记为X=211.366mm。
(2).同理,刀具移动在切右端面的位置,试切端面,切完后,Z向不动,沿X退刀,同时记下此时的Z坐标值,记为Z=147.483mm。
(3).点击MDI键盘的“OFFSET SETING”按钮,进入参数设置画面,点击“坐标系”软键,进入坐标系设定画面,将通过对刀得到的坐标值(X、Z)输入G54坐标系。
9.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮,输入O2;G01 X100. Z100.;再点击机床操作面板中“自动运行”,“循环启动”操作按钮,将刀具移动到刀具起点。
10.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮。打开菜单“机床/DNC传送…”,在打开文件对话框中选取文件。在文件名列表框中选中文件O1,按“打开”确认。按LCD画面软键“[(操作)]”,再点击画面软键向右,再按画面“[READ]”对应软键。在MDI键盘在输入文件名O1。点击画面“[EXEC]”对应软键,即输入预先编辑好的车削加工程序,并在LCD显示。
11.点击机床操作面板中“自动运行” 操作按钮,点击MDI键盘的“CUSFOM GRAPH”按钮,程序执行转入检查运行轨迹模式;再点击机床操作面板中“循环启动”操作按钮,即可观察数控程序的运行轨迹。
12.点击MDI键盘的“CUSFOM GRAPH”按钮,再点击机床操作面板中“循环启动”操作按钮,即可加工零件。
四、车床题目二
(1)、实验内容
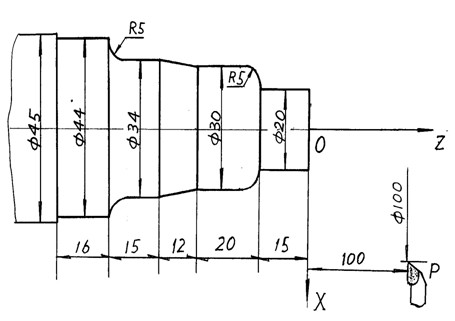
如图所示,毛坯直径为φ45mm,起刀点在图示编程坐标系的P点,试运用G71,G70指令编制图示轴类零件车削加工程序。
给定切削条件是:粗车时切深为2mm,退刀量为1mm,精车余量X方向为0.6mm(直径值),Z方向为0.3mm,主轴转速为S600r/min,进给速度为F0.15mm/r;
精车时主轴转速为S800r/min,进给速度为F0.1mm/ r。[注:φ45外圆不加工]
(2)、零件图
(3)、程序
O0002;
N10 G50 X100. Z100. T0101;
N20 G90 G97 S600 M03;
N30 G00 X51. Z3. M08;
N40 G71 U2. R1.;
N50 G71 P60 Q140 U0.6 W0.3 F0.15;
N60 G00 X20.;
N70 G01 Z-15. F0.1 S800;
N80 G03 X30. Z-20. I0 K-5.;
N90 G01 Z-35.;
N100 X34. Z-47.;
N110 Z-57.;
N120 G02 X44. Z-62. I5. K0;
N130 G01 Z-78.;
N140 X51.;
N150 G70 P60 Q140;
N160 G00 X100. Z100. T0100 M09;
N170 M05;
N180 M30;
(4)、操作过程
1.进入宇龙数控加工仿真系统3.7版,首先启动加密锁管理程序,然后启动数控加工仿真系统。
2.打开菜单“机床/选择机床…”,或单击选择机床图标,系统弹出“选择机床”对话框。选择数控系统FANUC0i的车床,选择标准(平床身前置刀架),按“确定”按钮,系统即可切换到车床仿真加工界面。
3.打开菜单“零件/定义毛坯”,或单击定义毛坯图标,系统弹出“定义毛坯”对话框,点击尺寸输入框,改变毛坯尺寸为φ45×150 mm,按“确定”按钮,保存定义的毛坯并且退出本操作。
4.打开菜单“零件/放置零件”,或单击放置零件图标,系统弹出“选择零件”对话框,在列表中点击所需的零件,选中的零件信息加亮显示,按下“安装零件”按钮,系统自动关闭对话框,零件将被放到机床上。
5.毛坯在放置到工作台(三爪卡盘)后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和旋转或车床零件调头。再按小键盘上的“退出”按钮,关闭小键盘。
6.打开菜单“机床/选择刀具”,或单击选择刀具图标,系统弹出“车刀选择”对话框。选择外圆加工,刀片D55°,刀柄93°,修改刀尖半径为0,按“确认退出”按钮,完成选刀。
7.点击机床操作面板中“紧急停止”,“启动”操作按钮,加载驱动,当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。在回零指示状态下(回零模式),选择机床操作面板上的“X轴”、“Z轴”,点击“+”按钮,此时X轴、Z轴将回零,当回到机床参考点时,相应操作面板上“X原点灯”、“Z原点灯”的指示灯亮。
8.点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值,将刀具移近零件毛坯,准备对刀。
(1).点击“主轴正转”按钮,使主轴转动,点击“Z轴”,“-”负向移动按钮,用刀具试切工件外圆。然后,点击“+”正向移动按钮,Z向退刀,将刀具退离零件毛坯。记下LCD界面上显示的X绝对坐标为X1=256.333mm。点击“主轴停止”按钮,使主轴停止转动,点击菜单“测量/剖面图测量…”,点击试切外圆时所切线段,记下测量对话框中对应线段的X值(试切外圆的直径)为X2=44.967mm。此时,工件中心轴线X的坐标值即为X1-X2,记为X=211.366mm。
(2).同理,刀具移动在切右端面的位置,试切端面,切完后,Z向不动,沿X退刀,同时记下此时的Z坐标值,记为Z=147.500mm。
(3).点击MDI键盘的“OFFSET SETING”按钮,进入参数设置画面,点击“坐标系”软键,进入坐标系设定画面,将通过对刀得到的坐标值(X、Z)输入G54坐标系。
9.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮,输入O3;G01 X100. Z100.;再点击机床操作面板中“自动运行”,“循环启动”操作按钮,将刀具移动到刀具起点。
10.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮。打开菜单“机床/DNC传送…”,在打开文件对话框中选取文件。在文件名列表框中选中文件O2,按“打开”确认。按LCD画面软键“[(操作)]”,再点击画面软键向右,再按画面“[READ]”对应软键。在MDI键盘在输入文件名O2。点击画面“[EXEC]”对应软键,即输入预先编辑好的车削加工程序,并在LCD显示。
11.点击机床操作面板中“自动运行” 操作按钮,点击MDI键盘的“CUSFOM GRAPH”按钮,程序执行转入检查运行轨迹模式;再点击机床操作面板中“循环启动”操作按钮,即可观察数控程序的运行轨迹。
12.点击MDI键盘的“CUSFOM GRAPH”按钮,再点击机床操作面板中“循环启动”操作按钮,即可加工零件。
五、铣床题目一
(1)、实验内容
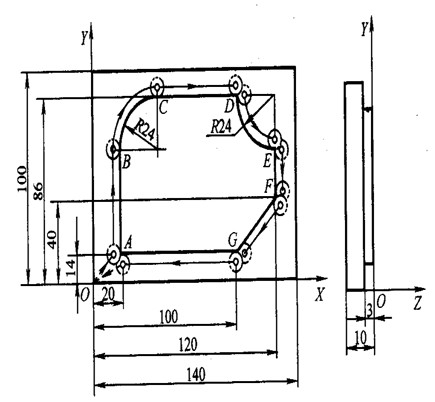
如图所示,毛坯尺寸为140×100×50,起刀点位置在编程坐标系的(0,0,20)处,按图示的走刀路线ABCDEFGA编制铣削加工程序。选用φ20mm的键槽铣刀,F60mm/min, S750r/min。
(2)、零件图
(3)、程序
O0003
N10 G90 G94 G54 G01 X0 Y0 Z20. F60
N20 M03 S750
N30 G00 X-100. Y-100.
N40 Z-3 M08
N50 G41 G01 X0. Y-25. D01
N60 G01 X20.
N70 X20. Y62.
N80 G02 X44. Y86.I24. J0
N90 G01 X96. Y86.
N100 G03 X120. Y62. I24. J0
N110 G01 X120. Y40
N120 G01 X100. Y14.
N130 X0.
N140 Y0.
N150 X115.
N160 X140. Y25.
N170 Y15.
N180 X135. Y0
N190 G40 Z20. M09
N200 G00 X0 Y0 M05
N210 M30
(4)、操作过程
1.进入宇龙数控加工仿真系统3.7版,首先启动加密锁管理程序,然后启动数控加工仿真系统。
2.打开菜单“机床/选择机床…”,或单击选择机床图标,系统弹出“选择机床”对话框。选择数控系统FANUC0i的铣床,选择标准,按“确定”按钮,系统即可切换到铣床仿真加工界面。
3.打开菜单“零件/定义毛坯”,或单击定义毛坯图标,系统弹出“定义毛坯”对话框,点击尺寸输入框,改变毛坯尺寸为140×100×100 mm,按“确定”按钮,保存定义的毛坯并且退出本操作。
打开菜单“零件/安装夹具”,或单击夹具图标,系统弹出“选择夹具”对话框。在“选择零件”列表框中选择已定义毛坯。在“选择夹具”列表框中选择平口钳,按“确定”按钮。
4.打开菜单“零件/放置零件”,或单击放置零件图标,系统弹出“选择零件”对话框,在列表中点击所需的零件,选中的零件信息加亮显示,按下“安装零件”按钮,系统自动关闭对话框,零件将被放到机床上。
5.毛坯在放置到工作台(三爪卡盘)后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和旋转。再按小键盘上的“退出”按钮,关闭小键盘。
6.打开菜单“机床/基准工具…”,或单击基准工具图标,系统弹出“基准工具”对话框。选择φ14×75 mm的刚性芯棒基准工具,按“确定”按钮,刚性芯棒基准工具被放到机床上。
7.点击机床操作面板中“紧急停止”,“启动”操作按钮,加载驱动,当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。在回零指示状态下(回零模式),选择机床操作面板上的“X轴”、“Y轴”、“Z轴”,点击“+”按钮,此时X轴、Y轴、Z轴将回零,当回到机床参考点时,相应操作面板上“X原点灯”、“Y原点灯”、“Z原点灯”的指示灯亮。
8.点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值,将零件毛坯移近基准工具,准备刚性芯棒采用检查塞尺松紧的方式对刀。
(1).利用机床操作面板上的选择轴按钮,单击选择“X轴”,再通过轴移动键“+”,“-”,采用点动方式移动机床,将装有基准工具的机床主轴在X方向上移动到工件左侧,借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,调整工作区大小到工件左侧的大致位置。取正向视图,点击菜单“塞尺检查/1mm”,安装塞尺。
(2).点击机床操作面板上“手动脉冲”按钮,切换到手轮方式,点击操作面板右下角的“H”拉出手轮,选中X轴,调整手轮倍率。按鼠标右键为主轴向X轴“-”方向运动,按鼠标左键为主轴向X轴“+”方向运动,如此移动芯棒,使得提示信息对话框显示“塞尺检查的结果:合适”。
(3).记下塞尺检查结果为“合适”时LCD界面中显示的X坐标值,此为基准工具中心的X坐标,记为X1=-578.000 mm;将基准工件直径记为X2=14.000 mm,将塞尺厚度记为X3=1.000 mm,则:工件上表面左下角的X向坐标为:基准工具中心的X坐标+基准工具半径+塞尺厚度,即:X=X1+X2/2+X3=-578+7+1=-570 mm。
(4).在不改变Z向坐标的情况下,将刚性芯棒在JOG手动方式下移动到零件的前侧,同理可得到工件上表面左下角的Y坐标:Y=Y1+Y2/2+Y3=-473+7+1=-465 mm。
9.打开菜单“机床/选择刀具”,或单击选择刀具图标,选择φ20 mm的键槽铣刀,按“确定”按钮。点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,为主轴装上实际加工刀具,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值。
利用机床操作面板上的选择轴按钮,单击选择“Z轴”,再通过轴移动键“+”,“-”,采用点动方式移动机床,将装有刀具的机床主轴在Z方向上移动到工件上表面的大致位置。类似在X,Y方向对刀的方法进行塞尺检查,得到“塞尺检查:合适”时Z的坐标值,记为Z1=-247.000 mm。则相应刀具在工件上表面中心的Z坐标值为:Z=Z1-塞尺厚度=-247-1=-248 mm。
点击MDI键盘的“OFFSET SETING”按钮,进入参数设置画面,输入刀具半径补偿D01=10.000 mm ,再点击“坐标系”软键,进入坐标系设定画面,将通过对刀得到的坐标值(X、Y、Z)输入G54坐标系。
10.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮,输入O4;G01 X0 Y0 Z20.;再点击机床操作面板中“自动运行”,“循环启动”操作按钮,将刀具移动到刀具起点。
11.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮。打开菜单“机床/DNC传送…”,在打开文件对话框中选取文件。在文件名列表框中选中文件O3,按“打开”确认。按LCD画面软键“[(操作)]”,再点击画面软键向右,再按画面“[READ]”对应软键。在MDI键盘在输入文件名O3。点击画面“[EXEC]”对应软键,即输入预先编辑好的铣削加工程序,并在LCD显示。
12.点击机床操作面板中“自动运行” 操作按钮,点击MDI键盘的“CUSFOM GRAPH”按钮,程序执行转入检查运行轨迹模式;再点击机床操作面板中“循环启动”操作按钮,即可观察数控程序的运行轨迹。
13.点击MDI键盘的“CUSFOM GRAPH”按钮,再点击机床操作面板中“循环启动”操作按钮,即可加工零件。
六、铣床题目二
(1)、实验内容
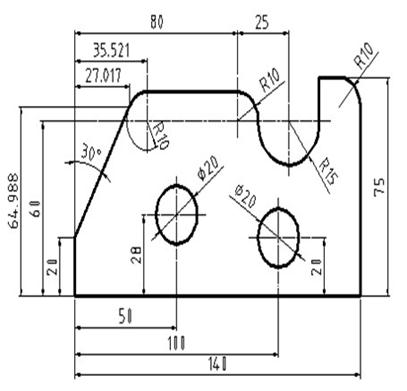
如图所示,毛坯尺寸为150×80×30,起刀点位置在编程坐标系的(0,0,20)处,按图示的工件尺寸编制铣削加工程序并仿真。突台高5 mm,孔深10 mm,选用φ8 mm的键槽铣刀,φ20mm钻头,F60 mm/min, S750r/min。
(2)、零件图
(3)、程序
O0004;
N10 G92 X0 Y0 Z20.;
N20 M03 S750 T0101;
N30 G90 G00 X-50. Y-50. Z0 M08;
N40 G41 G01 X0 Y-10. Z-5. F60 D01;
N50 Y20.;
N60 X27.017 Y64.988;
N70 G02 X35.521 Y70. I8.504 J4.988;
N80 G01 X80.;
N90 G02 X90. Y60. I0 J-10.;
N100 G03 X120. I15. J0;
N110 G01 Y75.;
N120 X130.;
N130 G02 X140. Y65. I0 J-10.;
N140 G01 Y0;
N150 X-10.;
N160 G00 G40 X-50. Y-50. Z20. T0100 M09;
N170 M05;
N180 M00;
N190 M06 T0202;
N200 M03 S750;
N210 G43 G00 Z5. H02;
N220 G99 G81 X50. Y28. Z-10. R2. F60;
N230 G98 X100. Y20.;
N240 G80;
N250 G00 X-50. Y-50.;
N260 G49 Z200. T0200;
N270 M05;
N280 M30;
(4)、操作过程
1.进入宇龙数控加工仿真系统3.7版,首先启动加密锁管理程序,然后启动数控加工仿真系统。
2.打开菜单“机床/选择机床…”,或单击选择机床图标,系统弹出“选择机床”对话框。选择数控系统FANUC0i的铣床,选择标准,按“确定”按钮,系统即可切换到铣床仿真加工界面。
3.打开菜单“零件/定义毛坯”,或单击定义毛坯图标,系统弹出“定义毛坯”对话框,点击尺寸输入框,改变毛坯尺寸为150×80×100 mm,按“确定”按钮,保存定义的毛坯并且退出本操作。
打开菜单“零件/安装夹具”,或单击夹具图标,系统弹出“选择夹具”对话框。在“选择零件”列表框中选择已定义毛坯。在“选择夹具”列表框中选择平口钳,按“确定”按钮。
4.打开菜单“零件/放置零件”,或单击放置零件图标,系统弹出“选择零件”对话框,在列表中点击所需的零件,选中的零件信息加亮显示,按下“安装零件”按钮,系统自动关闭对话框,零件将被放到机床上。
5.毛坯在放置到工作台(三爪卡盘)后,系统将自动弹出一个小键盘,通过按动小键盘上的方向按钮,实现零件的平移和旋转。再按小键盘上的“退出”按钮,关闭小键盘。
6.打开菜单“机床/基准工具…”,或单击基准工具图标,系统弹出“基准工具”对话框。选择φ14×75 mm的刚性芯棒基准工具,按“确定”按钮,刚性芯棒基准工具被放到机床上。
7.点击机床操作面板中“紧急停止”,“启动”操作按钮,加载驱动,当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。在回零指示状态下(回零模式),选择机床操作面板上的“X轴”、“Y轴”、“Z轴”,点击“+”按钮,此时X轴、Y轴、Z轴将回零,当回到机床参考点时,相应操作面板上“X原点灯”、“Y原点灯”、“Z原点灯”的指示灯亮。
8.点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值,将零件毛坯移近基准工具,准备刚性芯棒采用检查塞尺松紧的方式对刀。
(1).利用机床操作面板上的选择轴按钮,单击选择“X轴”,再通过轴移动键“+”,“-”,采用点动方式移动机床,将装有基准工具的机床主轴在X方向上移动到工件左侧,借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,调整工作区大小到工件左侧的大致位置。取正向视图,点击菜单“塞尺检查/1mm”,安装塞尺。
(2).点击机床操作面板上“手动脉冲”按钮,切换到手轮方式,点击操作面板右下角的“H”拉出手轮,选中X轴,调整手轮倍率。按鼠标右键为主轴向X轴“-”方向运动,按鼠标左键为主轴向X轴“+”方向运动,如此移动芯棒,使得提示信息对话框显示“塞尺检查的结果:合适”。
(3).记下塞尺检查结果为“合适”时LCD界面中显示的X坐标值,此为基准工具中心的X坐标,记为X1=-583.000 mm;将基准工件直径记为X2=14.000 mm,将塞尺厚度记为X3=1.000 mm,则:工件上表面左下角的X向坐标为:基准工具中心的X坐标+基准工具半径+塞尺厚度,即:X=X1+X2/2+X3=-583+7+1=-575 mm。
(4).在不改变Z向坐标的情况下,将刚性芯棒在JOG手动方式下移动到零件的前侧,同理可得到工件上表面左下角的Y坐标:Y=Y1+Y2/2+Y3=-463+7+1=-455 mm。
9.打开菜单“机床/选择刀具”,或单击选择刀具图标,选择φ8 mm的键槽铣刀,按“确定”按钮。点击机床操作面板中“手动”操作按钮,将机床切换到JOG状态,进入“手动”方式,为主轴装上实际加工刀具,点击MDI键盘的“POS”按钮,LCD显示刀架在机床坐标系中的坐标值。
利用机床操作面板上的选择轴按钮,单击选择“Z轴”,再通过轴移动键“+”,“-”,采用点动方式移动机床,将装有刀具的机床主轴在Z方向上移动到工件上表面的大致位置。类似在X,Y方向对刀的方法进行塞尺检查,得到“塞尺检查:合适”时Z的坐标值,记为Z1=-317.000 mm。则相应刀具在工件上表面中心的Z坐标值为:Z=Z1-塞尺厚度=-317-1=-318 mm。
点击MDI键盘的“OFFSET SETING”按钮,进入参数设置画面,输入刀具半径补偿D01=4.000 mm ,刀具长度补偿H02=100.000 mm ,再点击“坐标系”软键,进入坐标系设定画面,将通过对刀得到的坐标值(X、Y、Z)输入G54坐标系。
10.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮,输入O5;G01 X0 Y0 Z20.;再点击机床操作面板中“自动运行”,“循环启动”操作按钮,将刀具移动到刀具起点。
11.点击机床操作面板中“编辑”操作按钮,再点击MDI键盘的“PROG”按钮。打开菜单“机床/DNC传送…”,在打开文件对话框中选取文件。在文件名列表框中选中文件O4,按“打开”确认。按LCD画面软键“[(操作)]”,再点击画面软键向右,再按画面“[READ]”对应软键。在MDI键盘在输入文件名O4。点击画面“[EXEC]”对应软键,即输入预先编辑好的铣削加工程序,并在LCD显示。
12.点击机床操作面板中“自动运行” 操作按钮,点击MDI键盘的“CUSFOM GRAPH”按钮,程序执行转入检查运行轨迹模式;再点击机床操作面板中“循环启动”操作按钮,即可观察数控程序的运行轨迹。
13.点击MDI键盘的“CUSFOM GRAPH”按钮,再点击机床操作面板中“循环启动”操作按钮,即可加工零件。再打开菜单“机床/选择刀具”,或单击选择刀具图标,选择φ20 mm的钻头,按“确定”按钮。点击机床操作面板中“自动运行”、“循环启动” 操作按钮,继续加工零件。
五、实验小结
通过本次数控编程仿真实验,我学到了很多东西。首先,数控加工程序编制这门课中,有些指令不知如何运用,而通过此次实验,让我通过实例了解到如何运用这些指令,并且让我更好地掌握了编程思路与方法。而且,我在本次实验中掌握了如何运用仿真软件进行数控加工仿真,我学会了如何进行对刀,如何简便的铣余量等等,让我为以后的实际加工打下一定的基础。