小型SMT生产线工艺方案范本
小型SMT生产线工艺方案范本
一、生产工艺及生产过程
贴片工艺:
点焊锡/丝印?贴片?焊接?目检?返修
贴片过程:手动点胶机/手动丝印机?手动贴片器?回流焊炉?放大镜?热风返修系统
工艺目的:
点焊锡:通过点胶机将所有的焊盘上分配上焊锡膏
丝 印:通过丝印机和模板配合使用,将PCB的所有贴片焊盘上,漏印上焊锡膏。
贴 片:利用贴片机或是手动的贴片工具将所有的元器件一一对应的贴放在焊盘上。
焊 接:利用回流焊将焊锡膏升温、熔化、冷却,使元器件与焊盘之间形成良好的电气连接。
目 检:通过放大台灯或者显微镜来观察和检测焊接缺陷。
返 修:通过返修工具对有焊接缺陷和不良焊接的元器件进行返修。
二、设备的选型
1.选型原则
在整个SMT的生产线中,正确的选用设备可以最大限度的满足生产要求,提高生产效率,降低生产成本,保证产品质量,减少投资浪费。通常,选用设备一般由以下几个原则:
1.实用性原则在生产过程当中,我们必须首先考虑到选用的设备能否完成生产任务、保证产品质量并且能够在一定范围内应付产量变化。
2.可靠性原则可靠性原则一般从三个方面考虑,一是设备能够持续稳定工作,故障率低。二是设备的性能好,精度高,充分保证了产品质量的可靠。三是具有良好的售后服务。
3.可发展性原则 选用的设备能够有较大的升级空间,能在相对较长的时间内满足新技术的应用,不至于很快过时。 4.经济性原则 经济性原则也从两方面考虑,一是设备本身具有良好的性价比。二是设备的能耗低,节约能源,降低成本。
2.设备的选型
我方在该方案的选型过程当中严格的遵守了以上原则,所选设备及技术参数如下:
(1)手动丝印机 T3244
A:性能:T3244型桌面、手动丝网印刷机是为中、小批量表面安装生产而设计的。手动控制可以满足精密管脚间距焊膏漏印的要求。
B:印刷PCB板范围 440?320mm
C:适用钢网: 300?400mm
D:控制方式 手动控制
丝印机主机 刮刀 模板
(2)点胶机 TD2000
A、 操作使用简便,手动点胶机通过(1)针筒压力,(2)滴胶时间,(3)针孔大小来控制滴出胶体大小,此三种因素经调定后,经过脚踏开关触发就会滴出均等的数量胶体(相差不超过0.1%)B、 功能多样,手动点胶机不但可以用于点胶操作,还可以用于点锡,在实验过程中省去了为个别PCB板做模板的开支,又能保证良好的焊接质量,受到众多实验室和科研单位的青睐。C、电源: 220VD、气 源:70-100psi气源E、标准配置:主机一台
点胶架一台
针头6只(空径不同)
(3)真空贴片器
A、贴装性能 真空贴片器配合不同的吸嘴,能拾起各类不同的SMD元件,如Mini、MicroMelfs、SO IC、PLCC和高精度器件芯片QFP,在拾放元件时,可以手动控制。 B、贴片速度: 标准800~1000粒/小时
C、PCB板最大尺寸: 不限
D、工作面积: 不限 E、送料器 (选配)一组5个送料器
(4)精密IC贴片台TP38TP38贴片机具有机械4维自由度:配有X、Y轴紧密机械定位平台可实现X、Y轴方向的微调,上下(Z轴向)可自由调整,同时θ角可自由旋转。
1.重量:约6.5 kg2.外形尺寸:280mm x 260mm3.定位精度可达:0.02mm
功能特点:
配合防静电真空吸笔使用,通过脚踏开关控制真空气源,可以方便的实现任何细小间距芯片如QFP、PLCC、BGA等的准确定位、快速贴装。同时配备X-Y轴精密机械定位平台,调整精度可达到0.02mm,使微小间距芯片的贴装定位更加准确、高效,更容易。
(5)中型全热风回流焊 TR360
A:工作区域/控温段数: 6个
B:温区数目: 6个
C:最大处理PCB板尺寸
传送带宽度可达: 300mm
D:传输系统
采用交流变频无级调速MOTOR和1:50的涡轮减速器,速度为0-1500mm/min,独立滚轮同轴结构及平拖支撑,不锈钢输送网带,达到平稳、静音运行。
E:升温时间: 从室温加热至设定值 ≤26min
F:温度控制范围: 室温-360℃,上下加热,可完成无铅焊接。
G:控制系统: 采用高精度PID智能微电脑自动控温
H:发热来源: 全部微风加热
I:其它: 电源:三相四线380V(220V选配),最大功耗:6KW,
尺寸:2500?620?1320mm
J:重量: 320kg
(6)热风焊接工具
1、850返修工作台
A:功能:可处理一般的SMC、SMD及BGA等IC
B:功率:270W~300W
C:泵:膜片式
D:控制方式:手动/自动
3:选用设备的优势分析:
高精度手动丝印机:T3244
自产,微调精度可达±0.1mm,可完全满足0.5mm脚间距QFP及各种精密元器件的印刷,适用于大多数SMT的小批量生产。仅几百元钱,充分体现实用性强,可靠性高,性价比高的原则。
手动点胶机:TD2000
自产,操作简单,胶液数量均等,适用于小批量生产和实验,节省了为个别产品做模板的开支,具有较高灵活性和实用性。
真空贴片器:T028/T026以及精密IC贴片台
自产。随机配置两套贴片笔,三个贴片头,三个吸嘴,一般情况下只要再选配几个喂料器就可满足高精度SMT的研发生产。但是,真空贴片器的贴装精度完全靠操作人员的操作,在目前的情况下,根据我们公司大多数用户的反馈,真空贴片器可完全贴0.50mm以上脚间距的QFP。如果加上精密IC贴片台TP38,就可贴装0.3mm的IC了。完全解决了中小型企业购置昂贵的贴片机时的经费困难,又满足了生产的实际需要,突出了高性价比,高实用性,是花小钱,办大事的最佳选择。
回流焊炉 TR360
自产,该回流焊炉是六温区,采用智能微电脑进行PID自动控温,可以满足各种元器件的焊接,全热风加热,使炉
膛内同一温度梯度的温度相差不到±20C。元件在炉内受热均匀,从而达到良好的焊接效果。同时可随时调整温度曲线满足各种需要的焊接,一机就可完成普通焊接、无铅焊接、红胶固化等操作。使用简单、方便。整机全部采用耐高温元器件,连续长时间工作,仍然可保持炉子的稳定性和精度。完全具备了实用性、可发展性、性价比高和高可靠性的特点。
放大台灯:(如果检测要求较高,可选用显微镜或视频显微镜)
国产,放大倍率可达5倍,可清楚的对电路板的焊接进行检测。
返修工具:850
国产:可方便的对少量的有故障的产品进行返修。
以上设备的配置,主要考虑到新产品研究开发试制和小批量、多品种产品生产时的稳定性和投资的经济性。如上设

备,可以使用在电子厂的生产线上和实验室中,自如的进行小批量、多品种的生产、返修和新产品的试制。也可以把几条这样的小线组合起来,利用低廉的劳力进行大批量的生产,真正做到低成本高收益。
售后服务:
以上产品所有的主机免费保修一年(不包括发热芯、发热器等配件),不论是否在保修期内,都能进行很好的技术支持和各种配件的供应。充分保证了该设备的持续可靠工作。
三、此生产线的生产能力:
生产能力的计算往往由速度最慢的一道工序决定,因此我们只要算出每天贴装多少PCB板,就可以了,算法如下: 每个操作工每小时贴的元件数×每天的工作时间×操作工人数/每块PCB板的元件个数=日产量
一般情况每个操作工根据熟练程度的不同,一小时贴元件的个数大约在800-1200之间,一天按照8个小时算,每块板上按照30个元件计,共15个人计算,最小日产量为:
800×15×8/30=3200块
最大日产量一般由生产速度不可改变的回流焊决定,算法如下:
一天的总工作时间/每次焊接的必要时间×每次焊接的板子数目=回流焊最大日产量
每天的实际工作时间按8个小时算,50个元件、40mmx50mm的板子一次大约可放5块,则: 每块板子的焊接时间为:板子长度/(加热区长度/一个焊接过程的时间)(4-5分钟,这是由焊膏的特性决定的) 如上条件,每块板需要的时间为:40/(1900/5)=0.11分钟
最大日产量为:
(8×60/0.11)×1≈4000块
四:设备的摆放及安装(需场地尺寸及图纸)
五、报价及配置清单
提示:点此链接查看关于本文的附件及图片资料,并可参与本站论坛关于 “小型SMT生产线工艺方案范本(目前我们有条线就是这样..)” 的更多讨论...
在设备搬入工厂之前,提前做好SMT工厂的Layout,可以起到事半功倍的效果。不至于在工厂开始投产后才发现有些区域事前没有规划好,需要重新进行规划,那样既浪费人力、财力又浪费宝贵的生产时间。因此,事前做好SMT工厂的Layout是很重要的,特别是对于新建的SMT工厂来讲,由于本身没有SMT工厂Layout的经验,关于SMT车间Layout需要注意的方面不是很清楚,可能有
一些注意点漏失。在开始投产后,才发现问题点的存在,造成了一些不必要的损失。那么在做SMT工厂的Layout时,究竟要注意哪些事项,提前要做好哪些准备呢?下面就结合我们开展工作的实际案例,来和大家探讨一下这方面的问题。
某家客户的生产线配置和SMT车间的情况
1、SMT生产线情况:
近期规划是两条SMT生产线,配置是一样的。具体配置及设备尺寸如下:

图1:生产线配置状况
根据图1所示,可以知道生产线中设备最大宽度是1.71m,生产线中所有设备的长度总和为13.6m,远期规划是再加一条生产线,生产线配置情况大致相同。
2、目前SMT车间情况:
SMT车间长度是36m,宽度是12m,面积为432㎡ ,位于工厂的一楼。目前车间地面为普通地面,没有采取防静电处理,而且车间内没有建立起防静电系统,满足不了SMT车间防静电要求,但有两个导电接地端子,后续可以建立起SMT车间的防静电系统。另外,车间内没有空调和加湿器,无法满足SMT车间对温湿度控制的要求。车间内有抽风系统,可以满足回焊炉等抽风的要求。车间内电力充足,能够满足车间内所有设备的电力需求。整个车间有两个出入口,都可以满足作为设备,半成品和原材料通道的要求。有专门的物料仓库,在另外的一个车间,此次不需进行规划,车间内照明情况良好,能够满足SMT车间内所有工位的照明亮度要求。整个车间布局具体情况如图2所示。
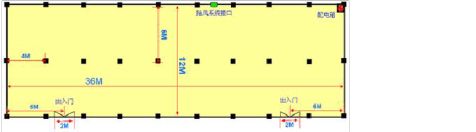
图2:整个车间布局情况
3、客户的要求是:
⑴、对目前新搬入的生产线以及相关辅助工具、区域进行定位;
⑵、整个车间能够满足未来三条生产线的架设和生产要求,不需对规划区进行重新定位 ⑶、将每
条生产线的起始位置尽量保持一致,使整个车间整齐有序的排列三条生产线
课题分析:
针对该客户的要求,我们先分析怎样将生产线进行定位。在定位生产线之前,要考虑以下几个注意点:
1、SMT设备应避免与车间立柱同一直线并需远离立柱一定的距离,间距大小为设备装好物料后至少一辆送料车可以通过的宽度;
2、SMT设备外框需要使用斑马线进行划分,斑马线与设备的间距为设备装好物料后向外延伸50CM以上;
3、两条生产线最佳间距为外框之间间距1.2M以上;
4、线尾一般规划一个检查修理区域,QC人员可在线尾区域进行抽检。
根据以上所述,每条生产线的长度至少应在13.6m以上(不考虑线尾维修区、抽检区和线头看板区的情况下),宽度应在2.7m以上(贴片机是两面上料的),如图3所示:

图3:生产线体长宽情况
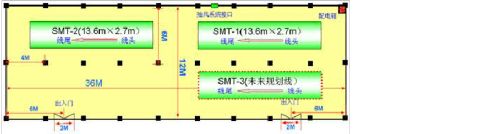
因此,该生产线在车间的大致位置如图4所示
:
图4:生产线在车间的大致位置
SMT工厂Layout的一些细节要求
在生产线大致位置确定后,还需考虑SMT生产线生产时的一些细节要求。然后才能确定SMT生产线的准确位置和其他辅助设备的位置。首先来看一下SMT生产线需要哪些辅助工具及对各区域的位置要求:
1、灭火器的放置区
灭火器要放置在立柱的旁边和SMT车间的四周,按照消防规定要求进行放置。
2、料架车的放置区
料架车用于SMT生产线的生产和机种切换时材料的更换,为了方便生产和提高材料更换的效率,最好把料架车放置在贴片机附近。而且,由于贴片机前后两侧都可以更换材料,因此,贴片机前后两侧至少各放置一个料架车。
3、备料台的放置区
备料台主要用于生产过程中的备料和机种切换前的材料准备工作,因此,备料台要放置在贴片机附近,最好和料架车放在一起,便于备好料后直接放在料架车上。
4、印刷工位小桌放置区
印刷工位小桌用于生产中印刷机辅助工具的放置,比如擦拭纸、锡膏、酒精等,要放置在印刷机的附近,便于拿取使用,提高生产效率等。
5、锡膏放置区
锡膏放置区包括存放锡膏的冰箱、锡膏搅拌机、锡膏回温柜等,可以放在立柱旁边或者按照车间的要求摆放在车间的四周某个固定区域,但要便于生产线锡膏的取用。
6、炉后目检区和维修区
为了方便炉后半成品的目检和维修,一般在炉后放置一个小桌,专门用于炉后的目检和维修,将生产出来的产品及时的进行下一个环节的作业。
7、网板放置区
网板放置区包括网板放置柜,网板清洗机,网板检查工具等,用于网板的存储,清洗以及网板张力检查,但要便于生产线中网板的取用。
8、垃圾放置区
生产中的垃圾主要来源于两部分,一是印刷操作中使用的无尘纸等,二是材料更换产生的废料盘和废料带等。这两部分产生的垃圾要分开放置,专门回收,特别是印刷机使用过的垃圾。因此,可以将垃圾区放置在印刷机旁边和贴片机旁边或者在立柱旁边设置垃圾放置区,分开放置。
9、看板放置区
SMT看板包括生产看板和品质管理看板等,可以集中放置在进入车间出入口的旁边或者在每条生产线头设立生产看板,集中放置品质等看板,便于生产者和管理者查看,及时了解目前SMT车间的生产状态和品质状况等。
10、产品放置区
生产出来的产品包括成品、半成品两部分,要将这两个部分区域划分出来,进行严格区分,以免混淆。
11、SMT备件放置区
SMT备件包括Nozzle、马达、皮带、气缸等,要放在专门的区域,方便生产中的取用特别是贵重的
备件,要采取安全设置。
12、温湿度位置区
为了更好的了解SMT车间的温湿度情况,根据车间面积的大小,适当地设置几个温湿度测定区,一般要放置在生产线旁边的立柱上或者墙壁上。
13、SMT车间办公区
让工程技术人员和管理人员在SMT车间现场办公,这样能及时解决生产中遇到的技术和管理上的问题,保证SMT生产线的顺利生产。
14、防静电措施的区域
进入SMT车间的人员,必须要有做好防静电措施的区域,可以在车间的门口划定出该区域,包括更换静电衣,鞋,帽以及每个员工的更衣柜等。此外,还要在SMT车间入口处设立专门用来测试静电环的区域,以便让每个员工上班前做好静电环测试及记录测试结果。
此SMT工厂Layout的详细结果,如图5所示:
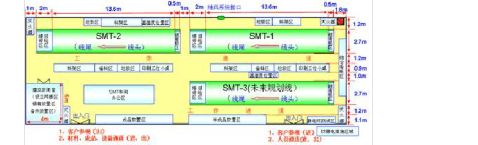
图5:SMT工厂Layout结果图
此SMT车间要满足的其他要求:
1、 防静电处理方面:车间地面必须采用防静电处理,常见的有防静电导电地板和普通地漆等,客户可以根据实际情况去选择。另外,在车间内,必须建立起防静电系统,满足整个SMT车间的防静电要求。
2、安装空调和加湿器,达到对SMT车间温湿度的控制,
3、材料管理的要求。在仓库中,特别要注意物料的存放方式,卷盘包装方式的,采用挂钩式放置,湿润性元件采用防潮箱进行放置,货架要采用防静电方式进行处理。
4、贴片设备等的气路和电路,最好直接从生产线上方天棚处引下来,在设备下面的气路和电路用导线槽包裹起来。
5、抽风系统的要求,需要大功率的抽风机,能够满足三条生产线的要求,并且预留出第三条生产线的抽风口。
成果的获得
1、根据生产线设备的尺寸和SMT整个车间的大小,完成对生产线进行合理的定位;
2、针对SMT生产线需要使用的辅助工具和区域等,也做出了相应的位置定位;
3、根据SMT工厂的特点,也将一些必要的因素考虑在规划中,特别是防静电方面;
4、按照工厂目前状况和未来发展要求,整体考虑,统一进行了规划。
总结
对于SMT工厂Layout,可能还需要考虑很多方面的因素,这里只是抛砖引玉,将一些常见的因素告诉给大家。通过对以上案例工厂Layout的分析与制作,希望大家能够知道SMT工厂Layout的注意事项以及制作过程中所考虑的因素,对需要做SMT工厂Layout时能够有所帮助。
煌牌SMT全自动生产线/smt全自动生产解决方案
≥10 ?10100.00/套
加工定制:是品牌:煌牌型号:SMT全自动生产线用途:SMT全自动生产线别名:SMT全自动生产线/生产工艺方案 全自动送板机→全视觉锡膏印刷机→接驳台→SMT多功能贴片机→接驳台→8温区无铅回流焊
备注:该SMT贴片生产线为全自动线配置,全线只需1个操作人员即可。
●最多双边可放置80个送料器●装备多种吸咀,并可手动更换●可贴装多种元器件:各种电阻、电容、IC、BGA、QFP、CFP、?BGA ●最大PCB板800X330MM,适用各种PCB板,软性线路板,铝基板。●满足国内电子厂、SMT加工厂、LED应用厂商,LED灯具厂商贴装LED3528,5050,3014,0402,0603、0805、1206、1210,1W大功率,3W大功率,IC等器件、封装器件二级管、三极管等,有效的提高了贴装的精度和效率,节省大量人工成本。
常规贴装产品1、LED灯类:LED球泡灯、LED射灯、LED车灯、LED天花灯等。2、亮化类:LED洗墙灯条、数码管、护拦管、LED彩虹灯等。3、屏类:LED表贴显示屏、LED模组等。4、大功率LED灯类:LED遂道,路灯、射灯、车灯、LED台灯、1W~3W平面、球面、双峰LED等。5、电子产品类:电脑主板、MP3主板、电源主板、LED灯电源板、LED电源,LED驱动,LED模组,LED显示屏等。6、适全500X330MM大小以内的LED产品。
煌牌能耗特征
节能方面:SKM-898系列贴片机应用最新的节能技术,整机电源功率为1.1千瓦。而其它品牌贴片机最电源功率均为3千瓦—4千瓦以上。例如工业用电为1元/度,每天工作24小时计算,5年为计算单位。
煌牌贴片机电源功率为1.1千瓦 1.1×24×365×5年×1=48180元/RMB
通过上面计算方式可以看到,煌片贴片机比其它品牌贴片机节省四分之三以上的耗电成本。5年总计节约耗电成本对比近10万元人民币。
广州煌牌自动设备有限公司何锋先生(销售部总经理)手机: 131xxxxxxxx地址:广东-广州市番禺区 番禺大道北 555号 天安节能科技园 科技创业中心 205室(511400)电话: 86-020-22883500传真: 86-020-22883503
双臂全视觉多功能高速贴片机
加工定制:否
自动手动:自动
喂料器数目:80 品牌:煌牌 贴片速度:18000(粒/小时) 电源:220(V) 型号:SKM-898-12 分辨度:0.06(mm) 重量:1200(kg)
双臂全视觉多功能高速贴片机
加工定制:否 自动手动:自动 喂料器数目:80
品牌:煌牌
贴片速度:18000(粒/小时) 电源:220(V)
型号:SKM-898-12 分辨度:0.06(mm) 重量:1200(kg)
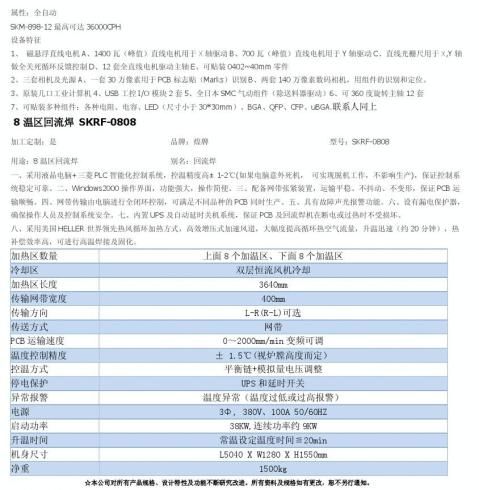
属性:全自动
SKM-898-12最高可达36000CPH 设备特征
1、 磁悬浮直线电机A、1400瓦(峰值)直线电机用于X轴驱动B、700瓦(峰值)直线电机用于Y轴驱动C、直线光栅尺用于X,Y轴做全关死循环反馈控制D、12套全直线电机驱动主轴E、可贴装0402~40mm零件
2、三套相机及光源A、一套30万像素用于PCB标志贴(Marks)识别B、两套140万像素数码相机,用组件的识别和定位。 3、原装几口工业计算机4、USB工控I/O模块2套5、全日本SMC气动组件(除送料器驱动)6、可360度旋转主轴12套 7、可贴装多种组件:各种电阻、电容、LED(尺寸小于30*30mm)、BGA、QFP、CFP、uBGA.
全自动视觉对位锡膏印刷机
加工定制:是 用途:锡膏印刷
品牌:煌牌 别名:印刷机
型号:SKVP-818
一、避免PCB板折弯及触摸到锡膏二、微分步进电机驱动三、悬浮刮刀设计,可自动平衡刮刀压力四、慢速离板功能避免PCB桥接或短路五、刮刀采用特种材料及加工工艺,耐用5—10倍六、双刮刀设计,双重定位模式七、活动式固定钢架设计,活动式自动感应装置,提高工作效率。
外形尺寸
PCB线路板
操作系统
PCB运输带
印刷
视觉系统 清洗 印刷精度 使用电源 电源功率 压缩空气
SMT车间规划
长 宽 高 总重量 PCB板长宽 PCB板厚度 PCB板固定方法
Mark点 软件 输入设备 显示
运输带宽度调整 线路板支承 PCB运送方向 运输带固定方式
印刷方式 印刷速度 印刷压力 PCB与钢网分离 摄影机数量 Mark点辨认方式
钢网清洗
1260mm 1174mm 1597mm 828kg
Min:50mmX50mm Max:400mmX500mm
0.5-3.0mm
真空
Min:1mmX1mm Max:4mmX4mm
Windows XP
鼠标
15"LCD液晶显示器 程序自动调整 顶针支承
左→右成右→左(程序内设置) 前运转带固定(可选后运转带固定)
单行程或双行程(程序内设) 10-200mm/sec(程序内设) lO-20kg (程序内设) 0.1-4mm/sea (程序内设) 2同时观察2个Mark点
灰影像数值密度及标记外形判别 干洗,湿洗,真空吸(可选) ±0.015mm
单相 220AC ±10% 50Hz
MAX: 1.2 KVA
最小压力:5Bar 最大压力:6.5Bar
☆本公司对所有产品规格、设计特性及功能不断研究改进。所有资料及规格如有更改,恕不另行通知
1.车间现状分析
"车间长度是72米,宽度是48米,面积为3456平方米,位于工厂的二楼。整个车间有多个出入口,可以满足作为设备、半成品和原材料通道的要求。根据不同的产品要求,需要的工序及设备不尽相同!因此规划不尽相同! 车间需要考虑符合以下要求:
a,地面防静电要求.(地板铺环氧还是PVC,资料自己查,PVC漂亮些,耐久些),
b,根据设备要求考虑地面承重的要求(主要为贴片机器,问设备厂商及厂房设计方).
c,满足SMT车间对温湿度控制的要求.可对天花板做相应处理,减少冷气的消耗.(一般3.0 m,注意仓库是否需要),
d,设备的电力/用气需求(空气/氮气).废气的处理等。及管道材质/走向。预留空间等。设备抽风要求。 e 达到照明要求.是否用节能灯,如T5 代替T8。至少要300LUX。
f,消防要求." 应该有隔间,考虑消防。
2.规划的SMT生产线配置
"规划是新上两条相同的SMT生产线,具体设备尺寸如下图:
备注:Printer/Place machine/Oven根据设备型号不同尺寸不同。尺寸供参考:
根据下图可知,生产线中设备最大宽度是2.0米,所有设备的长度总和是17米,考虑后续规划再增加生产线(线体设备配置类似)。
1)、SMT设备应避开立柱并与其保持一定的距离,该距离为设备装好物料后至少可以通过一辆送料车;
2)、SMT设备外框需用斑马线进行划分,斑马线与设备的间距为设备装好物料后向外延伸50公分以上;
3)、两条生产线最佳间距为外框之间相隔1.2米以上;
4)、线尾一般规划一个检查返修区域,质检人员可在线尾区域进行抽检。
根据以上考虑,每条生产线的长度至少应在17米以上(不考虑线头走道和线尾看板区的情况下),宽度应在3米以上(贴片机为两面上料)。附图,省略。
3.整体布局规划:(生产不同产品布局将有所不同),附图,省略。
4.SMT工厂布局的一些细节要求
在生产线大致位置确定后,还需考虑SMT生产线生产时的一些细节要求,然后才能确定SMT生产线的准确位置和其他辅助设备的位置。
首先,SMT生产线需要的辅助工具及对各区域的位置要求:
4.1、灭火器的放置区;
灭火器要放置在立柱的旁边和SMT车间的四周,按照消防规定要求进行放置。
4.2、料架车的放置区; 料架车用于SMT生产线的生产和机种切换时材料的更换,为了方便生产和提高材料更换的效率,最好把料架车放置在贴片机附近。
4.3、备料台的放置区;
备料台主要用于生产过程中的备料和机种切换前的材料准备工作,因此,备料台要放置在贴片机附近,最好和料架车放在一起,便于备好料后直接放在料架车上。
4.4、印刷工位小桌放置区;
印刷工位小桌用于生产中印刷机辅助工具的放置,如擦拭纸、锡膏、酒精等,要放置在印刷机的附近以便于拿取使用,提高生产效率。
4.5、锡膏放置区;
锡膏放置区包括存放锡膏的冰箱、锡膏搅拌机、锡膏回温柜等,可以放在立柱旁边或者按照车间的要求摆放在车间的四周某个固定区域,但要便于操作人员的取放。
4.6、炉后目检区和维修区;
为了方便回流焊后半成品的目检和返修,一般在炉后放置一个小桌,专门用于炉后的目检和返修。
4.7、网板放置区;
网板放置区包括网板放置柜、网板清洗机、网板检查工具等,用于网板的存储、清洗和网板张力检查等,同时该区域要尽可能便于生产中网板的取放。
4.8、垃圾放置区;
生产中的垃圾主要来源于两部分,一是印刷操作中使用的无尘纸等,二是材料更换产生的废料盘和废料带等。这两部分产生的垃圾要分开放置,专门回收,特别是印刷机使用过的垃圾。因此,可以将垃圾区放置在印刷机或贴片机旁边,或者在立柱旁设置垃圾放置区,分开放置。
4.9、看板放置区;
SMT看板包括生产看板和品质管理看板等,可以集中放置在进入车间的出入口,同时在每条生产线头设立该生产线生产状态的看板,以便于生产者和管理者查看,及时了解目前SMT车间的生产状态和品质状况等。
4.10、产品放置区;
生产出来的产品包括成品、半成品两部分,要将这两个部分区域单独划分出来,进行严格区分,以免发生混乱。 4.11、SMT备件放置区;
SMT备件包括Nozzle、马达、皮带、气缸等,要放在专门的区域,方便生产中的取用。
4.12、温湿度位置区;
为了更好的了解SMT车间的温湿度情况,根据车间面积的大小,适当地设置几个温湿度测定区,一般要放置在生产线旁边的立柱上或者墙壁上。
4.13、SMT车间办公区;
让工程技术人员和管理人员在SMT车间现场办公,这样能及时解决生产中遇到的技术和管理上的问题,保证SMT生产线的顺利运行。
4.14、防静电措施的区域;
进入SMT车间的人员,必须要有做好防静电措施的区域。可以在车间的门口划定出该区域,包括更换静电衣、鞋、帽以及每个员工的更衣柜等。此外,还要在SMT车间入口处设立专门用来测试静电环的区域,以便让每个员工上班前做好静电环测试及记录测试结果。
5.总结
对于SMT工厂布局,还需要结合产品的工艺要求,产品的产量,设备的性能等考虑多方面的因素。根据实际情况进行规划!
贴片机/,回流焊印刷机国产的也很多。
贴片机系列:
日本品牌:松下,富士,雅马哈,JUKI,三洋,索尼,日立
韩国品牌:三星,未来。
德国:西门子
美国:环球
荷兰;安比昂(飞利浦子公司)
英国:优而备智
瑞士:迈德特
中国广东:风华
台湾:元利盛
印刷机:
瑞士:DEK,日本:日立,松下,MINAMI反正品牌太多了。 国产:GKG(广东东莞的凯格)