毕 业 论 文
(2011届)
题 目:
姓 名:
系 部:
班 级:
指导教师: 数控加工工艺编制 周立夫 机电信息系 11数控技术应用 葛莹
前 言
本次毕业设计是学院为了提高学生的数控技术及相关技能等综合运用能力,通过毕业设计和完成毕业论文也是学院对毕业生生毕业资格的审核条件,同时也为我们以后的工作打下理论基础。
数控技术是数字程序控制数控机械实现自动工作的技术。它广泛用于机械制造和自动化领域,较好地解决多品种、小批量和复杂零件加工以及生产过程自动化问题。随着科技的迅猛发展,自动控制技术已广泛地应用于数控机床、机器人以及各类机电一体化设备上。同时,社会经济的飞速发展,对数控装置和数控机械要求在理论和应用方面有迅速的发展和提高。数控加工和编程毕业设计是数控专业教学体系中构成数控加工技术专业知识及专业技能的重要组成部分,通过毕业设计使我们学会了对相关学科中的基本理论、基本知识进行综合运用,同时使对本专业有较完整的、系统的认识,从而达到巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力,以及培养了科学的研究和创造能力。
数控技术不断的发展,数控技术很快会普极中国工业基地,成为工业发展的标志,数控技术的成熟也是当代科技发展的标志,所以数控技术也是国家经济的体现,中国经济正加快向新兴工业化道路发展,制造业已成为国民经济的支柱产业。先进数控技术的广泛使用,导致数控应用型人才严重短缺、作为当代的数控技术的学者我感到无比的荣幸,又感到无比的艰巨。
本毕业设计内容主要是详细叙述利用数控车床来加工零件。大致包含了数控技术特点的阐述、零件的工艺的分析过程、加工中一些问题的解决 2
方法、数控加工过程、数控编程、机床操作与零件自检过程等,另外还有参考文献、致谢。
目 录
第一章 零件图工艺分析 .............................................. 4
第一节 数控加工工艺基本特点 ..................................... 5
第二节 设备选择 ................................................. 6
第三节 确定零件的定位基准和装夹方式 ............................. 6
一、粗基准选择原则........................................... 6
二、精基准选择原则........................................... 7
三、定位基准................................................. 7
四、装夹方式................................................. 7
第四节 加工方法的选择和加工方案的确定 ........................... 9
一、加工方法的选择........................................... 9
二、加工方案的确定........................................... 9
第五节 工序与工歩的划分 ........................................ 10
一、按工序划分.............................................. 10
二、工歩的划分.............................................. 10
第六节 确定加工顺序及进给路线 .................................. 11
一、零件加工必须遵守的安排原则.............................. 11
二、进给路线................................................ 12
第七节 刀具的选择 .............................................. 13
第八节 切削用量选择 ............................................ 14
一、背吃刀量的选择.......................................... 15
二、主轴转速的选择.......................................... 15
三、进给速度的选择.......................................... 15
第九节 编程误差及其控制 ........................................ 15
一、编程误差................................................ 15
二、误差控制................................................ 16
第二章 编程中工艺指令的处理 ....................................... 16
第一节 常用G指令代码功能表 .................................... 16
第二节 常用M指令代码功能表 .................................... 17
第三章 程序编制及模拟运行、零件加工或精度自检 ..................... 18
第一节 程序编制 ................................................ 18
第二节 模拟运行 ................................................ 22
第三节 零件加工 ................................................ 24
第四节 精度自检 ................................................ 24
参考文献 .......................................................... 25
致 谢 ............................................................. 24 3
摘 要
此次的毕业设计主要解决的问题是零件的装夹、刀具的对刀、工艺路线的制订、工序与工步的划分、刀具的选择、切削用量的确定、车削加工程序的编写、机床的熟练操作。
运用数控原理、数控工艺、数控编程、专业软件等专业知识和数控机床实际操作的一次综合练习,能让我感触当代科学的前沿,体验数控魅力,为人们的生活带来方便,进一步认识数控技术,熟练数控机床的操作,掌握数控,开发数控内在潜力。
第一章 零件图工艺分析
零件车削工艺分析图1.1所示,零件材料处理为:45钢,调制处理HRC26~36,下面对该零件进行数控车削工艺分析。
零件如图:
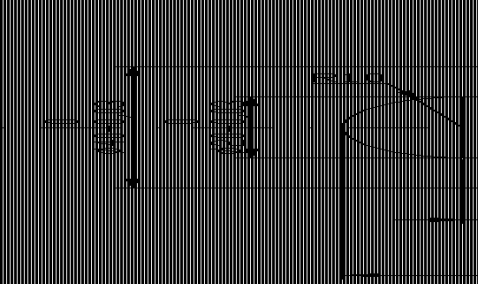
图1.1 零件图
4
技术要求:
以小批量生产条件编程。
不准用砂布及锉刀等修饰表面。
未注倒角0.5×45C。
第一节 数控加工工艺基本特点
数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。②数控机床加工程序的编制比普通机床工艺编制要复杂些。这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不可少的一步,如图1.1我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。该零件由螺纹、圆柱、圆锥、圆弧、槽等表面组成,其中由较严格直径尺寸精度等要求。
5
为便于装夹,为了保证工件的定位准确、稳定,夹紧方面可靠,支撑面积较大,零件的右端是螺纹,中段最大的直径的圆柱ф40mm。右端是依次相连的圆弧,显然右端都是圆弧相连不可能装夹,所以应留在最后加工,应先装夹毛坯加工出左端圆柱及椭圆。调头装夹ф40mm的圆柱加工右端圆弧,毛坯选ф45×120mm。
第二节 设备选择
根据该零件的外形是轴类零件,比较适合在车床上加工,由于零件上既有切槽尺寸精度又有圆弧数值精度,在普通车床上是难以保证其技术要求。所以要想保证技术要求,只有在数控车床上加工才能保证其加工的尺寸精度和表面质量。
第三节 确定零件的定位基准和装夹方式
一、粗基准选择原则
(1)为了保证不加工表面与加工表面之间的位置要求,应选不加工表面作粗基准。
(2)合理分配各加工表面的余量,应选择毛坯外圆作粗基准。
(3)粗基准应避免重复使用。
6
(4)选择粗基准的表面应平整,没有浇口、冒口或飞边等缺陷。以便定位可靠。
二、精基准选择原则
(1)基准重合原则:选择加工表面的设计基准为定位基准;
(2)基准统一原则,自为基准原则,互为基准原则。
三、定位基准
综合上述,粗、精基准选择原则,由于是轴类零件,在车床上只需用三抓卡盘装夹定位,定位基准应选在零件的轴线上,以毛坯ф45mm的棒料的轴线和右端面作为定位基准。
四、装夹方式
数控机床与普通机床一样也要全里选择定位基准和夹紧应力求设计、工艺与编程计算的基准统一,减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面,避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。装夹应尽可能一次装夹加工出全部或最多的加工表面。由零件图可分析,我应先装夹毛坯ф45mm的棒料的一端,夹紧其38mm的长度加工圆柱及椭圆。一直加工到零件右端的ф30mm,然后将棒料卸下。装夹ф40mm的圆柱表面,加工另一端的圆弧。这样两次装 7
夹即可完成零件的所有加工表面,且能保证其加工要求。装夹图如下:
图1.3.1 加工螺纹的装夹图
8
图1.3.2 加工圆弧的装夹图
第四节 加工方法的选择和加工方案的确定
一、加工方法的选择
加工方法的选择原则是在保证加工表面的加工精度和表面粗糙度的前提下,兼顾生产效率和加工成本。在实际选择中,要结合零件形状、尺寸大小、热处理要求和现有生产条件等全面考虑。因为该零件是轴类零件,比较适合在车床上加工,又经过对零件图尺寸分析,尺寸精度比较高。在普通车床是难以保证其尺寸精度、表面粗糙度,所以应该选择在数控车床上加工。
二、加工方案的确定
零件上精度比较高度表面加工,常常是通过粗加工、半精加工和精加工逐步达到的。该零件有两种加工方案:①直接用三抓卡盘装夹、调头加工。②用三抓卡盘装夹夹紧和自由端活动顶尖,经试验论证第二种方案装夹困难,对刀、退刀及换刀相当困难,所以在这里选择第一种方案加工,能够保证其技术要求。
9
第五节 工序与工歩的划分
一、按工序划分
工序划分有三种方法 ①按零件的装夹定位方式划分 ②按粗、精加工划分工序 ③按所用的刀具划分工序。
由于零件需要调头加工,如果按粗、精加工划分工序。在调头加工前后各有一次粗加工和精加工,显得比较繁琐,所以不可取;如果按所用的刀具划分工序,刀具有四把,虽然不多,但是在调头加工前后至少要重复使用三把刀,而同一把刀的两次粗、精加工分别在调头加工前后,加工内容不连续,所以也不合理,不易划分工序;只有按零件的装夹定位方式划分工序比较符合该零件的加工工序,且能保证两次装夹的位置精度,每一次装夹为一道工序。该零件只需调头前、后加工两道工序即可完成所有的加工表面,且能保证各尺寸精度及表面粗糙度。
二、工歩的划分
因为每一把刀在粗加工的背吃刀量一致,在精加工中背吃刀量相同,不易划分工歩;这里选用加工不同的表面来划分工序就比较容易:
①车削左端的工歩为:45°外圆车刀平端面─→60°外圆车刀右端面外圆车刀车削1.5×45°的倒角,R10mm圆弧─→圆柱 10
ф20mm─→锥度─→ф40mm圆弧─→椭圆─→切槽刀切槽刀宽5mm。
②调头加工车削的工歩为:45°外圆车刀平端面─→60°外圆车刀右端面外圆车刀圆柱ф30mm─→圆弧R80mm─→圆柱ф30mm─→切槽刀切槽刀宽5mm─→螺纹刀车削螺纹。
第六节 确定加工顺序及进给路线
一、零件加工必须遵守的安排原则
(1)基面先行 先加工基准面为后面的加工提供经基准面,所以我应线平右
端面作为基准面。
(2)先主后次 由于所加工的表面均为重要表面,所以应按照顺序从右到左
依次加工R10mm,ф40mm,椭圆,切槽调头后一次加工ф30mm,R80mm,切槽,螺纹等。
(3)先粗后精 先车削去大部分的金属余量,再进行成形切削保证零件的尺
寸要求和质量要求。
(4)先面后孔 由于该零件没有孔,所以在该处不做考虑。 11
二、进给路线
在数控加工中,刀具好刀位点相对于工件运动轨迹称为加工路线。编程时,加工路线的确定原则主要有以下几点:
(1)加工路线应保证被加工零件的精度和表面粗糙度,且效率高;
(2)使数值计算简单,以减少编程工作量;
(3)应使加工路线最短,这样既可减少程序段,又可减少空行程时间。
(4)确定加路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定一次走刀,还是多次走刀来完成所有加工表面,具体综合上面进给线的特点再根据具体零件具体分析,我确定该零件的进给路线有两步:
第一步: 车削不带有的螺纹的一端,从右到左先粗车外轮廓到切槽,精车外形路线统粗车一样,最后再换刀切削螺纹。如图4.2螺纹加工路线。
第二步: 车削带有螺纹的一端,从右到左先粗车外轮廓,切槽,加工螺纹后2mm后精车外形路线同粗车一样。
12
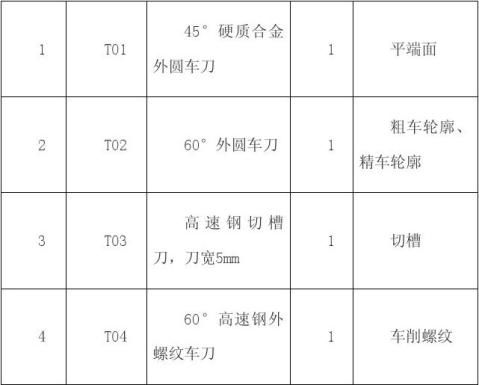
第七节 刀具的选择
刀具的选择是数控加工中重要的工艺内容之一,它不仅影响机床的加工效率,而且直接影响加工质量。编程时,选刀具通常要考虑机床的加工能力、工序内容、工件材料等因素。与传统的加工方法相经,数控加工对刀具的要求更高。不仅要求精度高、刚度高、红硬性好、耐用度高,而且要求尺寸稳定、安装调整方便,能适应高速和大切削用量切削。选刀具时,要使刀具的尺寸与被加工工件的表面尺寸和形状相适应。接合零件轮廓相对还是较复杂,所以具体选刀如下:
1、平端面可选用60°WC-Co的硬质合金外圆车刀,粗车、精车及在这里我选择一把硬质合金右端面外圆车刀.
2、切槽时由于零件中槽宽5±0.04mm,一般都选刀宽4mm,刀杆25×25mm材料为高速钢W18CrV4R的切断刀,切槽时选用5mm 刀宽即可。
3、切螺纹时为了保证其螺纹刀的强度这里选用W18CrV4R高速金60°外螺纹车刀,为了保证螺纹牙深,刀尖应小于轮廓最小圆弧半径Rε,Rε=0.15~0.2mm。刀具选材料参照《《金属切削与刀具实用技术》一书表1-3即可。
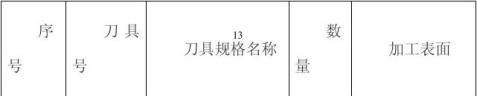
表1.7.1 数控车加工刀具卡片
第八节 切削用量选择
切削用量包括主轴转速(切削速度)、切削深度或宽度、进给速度(进给量)等。对于不同的加工方法,需选择不同的切削用量,并应编入程序单内。
合理选择切削用量的原则是:粗加工是,一般以提高生产率为主,但也考虑经济性和加工成本;精加工进,应在保证加工质量的前提下,兼顾切削效率、经济性加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。
14
一、背吃刀量的选择
零件轮廓粗车循环时选ap=2mm,精加工时选ap=0.25mm,螺纹粗车时选ap=0.5mm,逐刀减少粗车4次后,精车时选ap=0.1mm。这里粗车ap值、精车ap值都是《金属切削与刀具实用技术》一书。
二、主轴转速的选择
粗车直线和圆弧时n=800r/min,精车时n=1500r/min,切槽时n=600r/min,切螺纹时n=300r/min,精车时选n=300r/min。粗车和精车的主轴转速的选取都是根据平时上课所讲的及前人的实践经验所给定的。
三、进给速度的选择
粗车直线、圆弧时选F=150mm/min,精车时选F=50mm/min,切槽时选F=8mm/min,粗车螺纹时选F=100mm/min,精车时选F=50mm/min。参照《数控加工与编程》一书表1-2选取。
综上所述,工艺卡片上其主要内容有:工步分析、工步内容、各工步所用的主轴转速、刀具及进给速度。
第九节 编程误差及其控制
一、编程误差
编程阶段的误差是不可避免的,误差来源主要有三种形式:近似计算误差、插补误差、尺寸圆整误差,直接影响加工尺寸精度,本次 15
加工主要误差是计算误差与圆弧相切的切点坐标及未知交点坐标值。我们是经过笔算的数值,存在着较大的误差。 二、误差控制
为了尽可能的减少笔算误差,我们采取在AutoCAD上按其尺寸精度绘出零件图,再利用“工具” ─→“查询” ─→“点坐标”捕捉各圆弧切点坐标,其精度达到0.001级,这样能有效地将误差控制在(0.1~0.2)倍的零件公差值内。
第二章 编程中工艺指令的处理
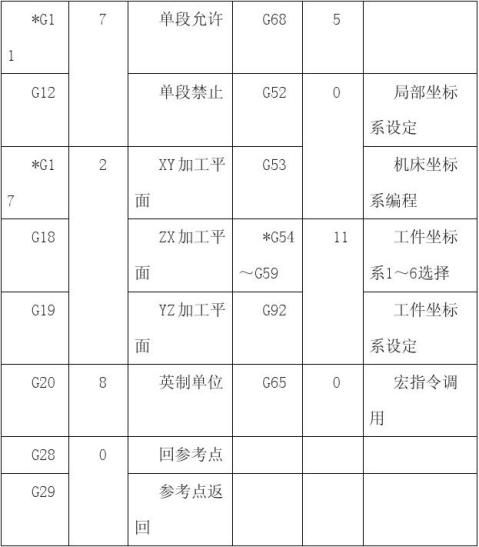
第一节 常用G指令代码功能表
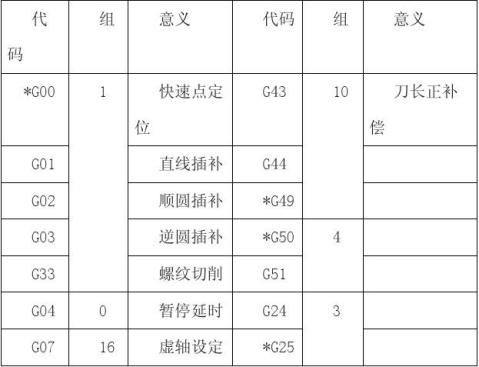
16
17
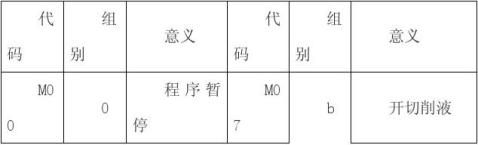
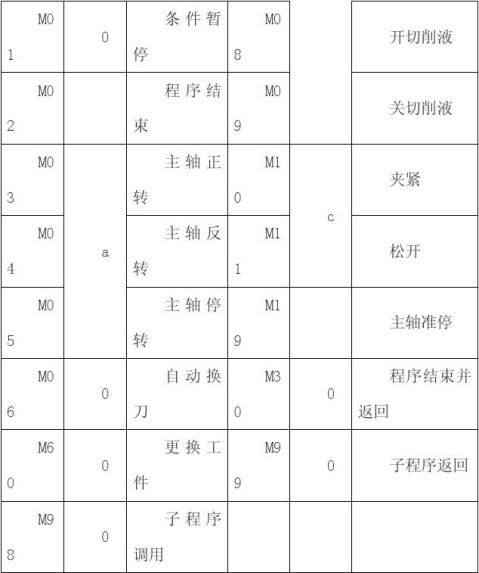
第二节 常用M指令代码功能表
第三章 程序编制及模拟运行、零件加工或精度自检
第一节 程序编制 O0001
18
T0202
M 03S 800
G 00X 48.0
Z 0.0
G 71U 2.OR 1.0
G 71P 1Q 2U 0.5W .0.O1F 150 N1 G01X0.0
Z 0.0
G 03X 20.0Z -10.0R 10.0
G 01Z -16.0
X 24.0
X 40.0Z -26.0
Z -41.0
#1=41.0
#2=-67.0
WHILE[#1GE#2]DO1
#3=#1+40.0
#4=20.0xSQRT[1.0-#3x#3/40.0x40.0] G 01X [2.0x#4]Z [#1]F 150 #!=#!-0.01
END
N2 G00X4 8.0
19
Z 2.0
M 03S 1500 T0202
G 70P 1Q 2F 50 G 00X 48.0 Z 100.0 T0303
M 03S 600 G 00X 41.0 Z -41.0
G 01X 34.0F 8 G 00X 48.0 Z 100.0 M 05
M 30
调头加工 O0002 T0202
M 03S 800 G 00X 48.0 Z 2.0
G 71U 2.0R 1.0 20
G7 1P 3Q 4U 0.5W 0.01F 150 N3 G 01X 37.0
Z 0.0
X 29.85Z -1.5
Z -15.0
X 42.0
G 02X 30.0Z -38.0R 80.0 G 01Z -43.0
N4 G 00X 48.0
Z 2.0
M 03S 1500
T0202
G 70P 3Q 4F 50
G 00X 48.0
Z 100.0
T0303
M 03S 600
G 00X 42.5
Z -15.0
G 01X 24.0F 8
G 00X 48.0
Z 100.0
21
T0404
M 03S 300
G 00X 31.0
Z 2.0
G 92X 29.35Z -11.0
X 28.85
X 28.35
X 28.0
X 27.9
X 27.9
G 00X 48.0
Z 100
M 05
M 30
注:程序编制中有关数值单位一律采用毫米(mm)制
第二节 模拟运行
数控加工程序编制好后将其输入数控车床,然后对刀,在将机床锁住进行程序校验,仔细观察其模拟加工路线是否有干涉、过切、出错等现象,若有应及时对程序错误处进行修改,修改后保存,再次调出修改后的程序进行校验,直到程序万无一失,没有任何错误的情况 22
下方可进行自动加工。注:这个环节是必不可少的,否则会发生打刀等损坏机床其它部件的情况,直接影响机床的加工精度及寿命,更严重的是存在人身安全隐患。
第三节 零件加工
装夹好毛坯,调出编制好的程序,直接进行自动加工直至程序结束。
第四节 精度自检
将加工好的零件卸下,用游标卡尺、千分尺对零件的尺寸精度及粗糙度进行检测。看是否达到零件的技术要求即可。
参考文献
[1] 冯桂安等.机械制造装备设计[M]. 北京:机械工业出版社,1999:113-135.
[2] 符 钢 ,张芳丽.提高机床制造业的核心竞争力[J].制造技术与机
床,2005(1):3-6.
[3] 张新义.经济型数控机床系统设计[M].北京:机械工业出版社,1994:1-17.
[4] 师鸿飞 等.我国数控机床的现状和发展趋势(一)[EB/OL].
[5] 师鸿飞 等.我国数控机床的现状和发展趋势(二)[EB/OL]. 23
[6] 王爱玲,白恩远.现代数控机床[M].北京:国防工业出版社,2003:17-24,
146-189.
[7] 许兆丰等.车工工艺学[M].北京:机械工业出版社,1980:102-105.
[8] 成大先.机械设计手册,第五卷[M]. 北京:化学工业出版社,2002:22-3 - 22-109.
[9] 王昆等.机械设计课程设计[M]. 北京:高等教育出版
社,1995:1-11,47-49,140.
[10] 王杰等.机械制造工程学[M].北京:北京邮电大学出版社,2004:25-33.
[11] 良贵,纪名刚.机械设计[M]. 北京:机械工业出版社,
2001:100-106,147-156,
200-203,301-318,335-345,355-362.
[12] 《机械设计手册》联合编写组.机械设计手册(上)[M].北京:化学工业出版社;1983:
592-631,732-862,863-886,977-982.
[13] 贵州工学院机械制造工艺教研室
出版社,
1983:10 机床夹具结构图册[M].贵州:贵州人民
致 谢
经过这次的毕业设计,让我深刻的体会到什么叫做作真正的学以置用,这正是我们做学问真正的目的,也正是大多数学者难以做到的一点。
在课堂上学到的都是以理论为主,实践为辅,而现实生活中不论是做什么事情都是以理论为办事依据,实际行动为主。在设计期间,我们以小组为单位,遇到问题一起分析,找出关键地方,使我们能在较短的时间内找到解决方案,让我们在 零件的加工实践操作中和工艺方面的分析得到进一步的认识,也看到了互相学习钻研和拼搏的精神,在这里我学到了做任何事情要细心、认真、有耐心,考虑每一个细节问题要全面周到。在这里我要忠心的感谢我们的指导老师刘老师的精心 24
指导以及我们组其他成员的帮助。我还要真诚的祝福各老师在以后的岁月里身体健康;祝福同学们在今后的人生道路上工作顺利、事业有成。
25