山东科技职业学院毕业论文
摘 要
在数字化制造技术中,计算机数控技术和数控编程技术是最重要的之一 本文主要针对20xx年山东省数控大赛数控车零件1行CNC加工,采用Fanuc系统对零件进行数控编程加工。首先是对工件进行加工工序的确定,并且进行工艺分析,装夹方式的选择,切削用量的确定。再对刀具了选择。然后就工艺路线进行编程加工。
当前数控加工的重点发展方向是无图化生产、单件高精度并行加工、少人化无人化加工,这就要求数控机床能满足高速、高动态精度、高刚性、热稳定性、高可靠性、网络化以及与之配套的控制系统,最重要的是模具三维型面加工特别注重机床的动态性能国内已有一些公司引进了高速铣床,并开始应用。国内机床厂陆续开发出一些准高速的铣床,并正开发高速加工机床。
数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。数控技术是与机床控制密切结合发展起来的。19xx年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,
发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。
Abstract
The abstract in the digitization technique of manufacture, the computer numerical control technology and the numerical control programming technology is a most important this article mainly aims at in 2010 the Shandong Province numerical control big game numerical control vehicle components 1 line of CNC processing, uses the Fanuc system to carry on the numerical control programming processing to the components.First is carries on the processing working procedure to the work piece the determination, and carries on the craft analysis, the attire clamps the way the choice, the cutting specifications determination.Again to cutting tool choice.Then carries on the programming processing on the craft route. The current numerical control processing prioritize direction is does not have chart production, single unit high accuracy parallel processing, few person nobody melts the processing, this request numerical control engine bed can satisfy high speed, the high dynamic precision, the high rigidity, the thermostability, the redundant reliability, the network as well as with it necessary control system, most importantly the mold three dimensional profile processing paid great attention to the engine bed the dynamic performance domestic to have some companies specially to introduce the high speed milling machine, and started to apply.The domestic machine tool factory one after another develops some high speed milling machines, and is developing processes the engine bed high speed. The numerical control technology is refers with digital, the writing and the mark composition digital command realizes one or the multi-Taiwan mechanical device movement control technology.It controls usually is the position, the angle, the speed and so on the mechanical quantity and flows to the related switch quantity with the mechanical energy.The numerical control production relies on data carrier and the binary mode data operation appearance.The numerical control technology is develops with the engine bed control close union.In 1952, first numerical control engine bed being published, became in the world mechanical industry history an epoch-making event, impelled the automated development. The numerical control engine bed is one kind of technical denseness and the automaticity very high integration of machinery processing equipment, is synthesizes the application computer, the automatic control, the automatic detection and the precise processing precision is high, the quality easy to guarantee, the prospects for development are extremely broad, therefore the grasping numerical control lathe processing programming technology especially is important.
前言
随着数控机床的发展与普及,现代化企业对于懂得数控加工技术、能进行数控加工编程的技术人才的需求量必将不断增加。数控车床是目前使用最广泛的数控机床之一。本文就数控车床零件加工中的程序编制问题进行探讨。
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物。随着数控机床的发展与普及,现代化企业对于懂得数控加工技术、能进行数控加工编程的技术人才的需求量必将不断增加。数控车床是目前使用最广泛的数控机床之一。本文就数控车床零件加工中的程序编制问题进行探讨。
第一章:零件分析
1.1毛坯的选择
本节主要对零件毛坯生产类型和如何选择毛坯的种类,跟零件图的尺寸确定毛坯的尺寸。毛坯的种类和质量对零件加工质量、生产率、材料消耗以及加工成本都有密切关系。毛坯的选择应该以生产量的大小、零件的复杂度、加工面及非加工面的技术要求等综合考虑。毛坯的正确选择可以使整个工艺过程更加经济合理,故根据要求及实际生产加工情况选择以下毛坯。毛坯为
2.2机床的选择
根据零件尺寸的大小,精度要求等选择的是CKA6140.此外选择数控和机床时,还应考虑以下几个方面的问题:
(1) 数控机床主要规格的尺寸应与工件的轮廓尺寸相适应。技校的工件应该选择小规格的机床加工,反之大的工件则选择大规格的机床加工,真正设备的合理使用。
(2) 机床结构取决于机床规格尺寸、加工工件的重量等因素的影响。
(3) 机床的工作精度与工序要求的加工精度相适应。
(4) 装夹是否方便及夹具是否简单也是需要考虑的因素。
(5) 机床的功率与刚度以及机动范围应与工序的性质和最适合的切削用量相适应。如粗加工时取出的毛坯余量大,切削的余量大,就要求机床有较大功率和较好的刚度。
此外选择机床首先保证加工零件的技术要求外还应考虑是否有利于提高生产效率,降低生产厂成本等。
第二章零件加工工艺的分析
2.1.1粗精基准的选择原则
(1)粗基准的选择
用毛坯上未曾加工过的表面作为定位基准,则该表面称为粗基准。选择粗基准时, 主要考虑两个问题:一是保证加工面与不加工面之间的相互位置精度要求;二是合理分配各加工面的加工余量。具体选择时参考下列原则。
1) 对于同时具有加工表面和不加工表面的零件,为了保证不加工表面与加工表面之间的位置精度,应选择不加工表面作为粗基准。如果零件上有多个不加工表面,则以其中与被加工表面相互位置精度要求较高的表面作为粗基准。则应选择不加工表面2作为粗基准来加工台阶孔。
2) 对于有多个被加工表面的工件,选择粗基准时,应考虑合理分配各加工表面的加工余量。
① 应保证各主要表面都有足够的加工余量。为满足这个要求,应选择毛坯余量最小的表面作为粗基准,如图4.34(c)所示的阶梯轴,应选择Ф55mm外圆表面作为粗基准。② 对于工件上的某些重要表面,为了尽可能使其表面加工余量均匀,则应选择重要表面作为粗基准。如图4.35所示的床身导轨表面是重要表面,则在加工导轨时,应选择导轨表面作为粗基准来加工床身底面。然后以底面为基准加工导轨平面。
3) 粗基准应避免重复使用。在同一尺寸方向上,粗基准通常只能使用一次,以免产生较大的定位误差。
4) 选作粗基准的平面应平整,没有浇冒口或飞边等缺陷,以便定位可靠。
(2)精基准的选择
利用已加工过的表面作为定位基准,则称为精基准。精基准的选择应从保证零件加工精度出发,兼顾夹具结构简单。选择精基准一般应按照如下原则选取。
1)基准重合原则 应尽量选择被加工表面的设计基准为其定位基准,这称为基准重合原则。如果被加工表面的设计基准与定位基准不重合,则会增大定位误差。
2) 基准统一原则 当工件以某一组精基准定位可以比较方便地加工其他表面时,应尽可能在多数工序中采用此组精基准定位,这就是“基准统一”原则。如轴类零件大多数工序都以中心孔为定位基准。这样,可减少工装设计制造的费用,并可避免因基准转换所造成的误差。
3) 自为基准原则 当工件精加工或光整加工工序要求余量尽可能小而均匀时,应选择加工表面本身作为定位基准。例如用浮动铰刀铰孔、用拉刀拉孔、用无心磨床磨外圆等,均为自为基准的实例。
4) 互为基准原则 为了获得均匀的加工余量或较高的位置精度,可采用互为基准反复加工的原则。例如要保证两个平面间较高的平行度要求,则先以一面定位加工另一面,再以另一面为定位基准加工前一面,这样反复加工多次,从而保证两个平面间的相互位置精度。
应该说明的是,上述粗精基准选择原则,常常不能全部满足,实际应用时往往会出现相互矛盾的情况,这就要求综合考虑,分清主次,着重解决主要矛盾。
(3)辅助基准的应用
工件定位时,有些零件在加工中,为装夹方便或易于实现基准统一,人为地制造一种定位基准。我们将为满足工艺需要而在工件上专门设计的定位基准称为辅助基准。如毛坯上的工艺凸台和轴类零件加工时的中心孔等。这些表面不是零件上的原有的表面,但为了提高工件的加工精度和表面质量,从工艺上角度,专门增加这些表面来作定位基准面。
2.1.2数控车床夹具的选择、工件装夹方法的确定
1.夹具的选择
数控加工时夹具主要有两大要求:仪式夹具应具有足够的精度和刚度:而是夹具应有可靠的定位基准。选择夹具时,通常考虑以下几点:
(1) 尽量选用可调整夹具,组合夹具及其他适用夹具,避免采用专用夹具,以缩短生产准备时间。
(2) 在成批生产时,才考虑采用专用夹具,并力求结构简单。
(3) 装卸工件要迅速方便,以减少机床的停机时间。
(4) 夹具在机床上安装要准确可靠,以保证工件在正确的位置上加工。
2.夹具的类型
数控车床上的夹具主要有两类:一类用于盘类或短轴类零件,工件毛坯装夹在可调卡爪的卡盘中,有卡盘传动旋转;另一类用于轴类零件,毛坯装在主轴顶尖和尾座顶尖间,工件有主轴上的拨动卡盘传动旋转。
3.零件的安装
数控车床上零件的安装方法与普通车床一样,要合理选择定位基准和加紧方案,主要注意以下两点
(1) 力求设计、工艺与偏程计算的基准统一,这样有利于提高编程是数值计算的简便性和精确性。
(2) 尽量减少装夹次数,尽可能在一次装夹后,加工出全部待加工面。
2.1.3数控刀具的选择
选 择 数控车削用刀具 数控 车 削 车刀常用的一般分成型车刀、尖形车刀、圆弧形车刀以及三类。成型车刀也称样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形伏和尺寸决定。数控车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹刀等。在数控加工中,应尽量少用或不用成型车刀。尖形车刀是以直线形切削刃为特征的车刀。这类车刀的刀尖由直线形的主副切削刃构成,如900内外圆车刀、左右端面车刀、切槽(切断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。尖形车刀几何参数(主要是几何角度)的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。
二是圆弧形车刀。圆弧形车刀是以一圆度或线轮廓度误差很小的圆弧形切削刃为特征的车刀。该车刀圆弧刃每一点都是圆弧形车刀的刀尖,应此,刀位点不在圆弧上,而在该圆弧的圆心上。圆弧形车刀可以用于车削内外表面,特别适合于车削各种光滑连接(凹形)的成型面。选择车刀圆弧半径时应考虑两点车刀切削刃的圆弧半径应小于或等于零件凹形轮廓上的最小曲率半径,以免发生加工干浅该半径不宜选择太小,否则不但制造困难,还会因刀尖强度太弱或刀体散热能力差而导致车刀损坏。
2.1.4加工顺序及进给路线的确定
按先主后次,先精后粗的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工,然后车退刀槽,最后加工螺纹。
2.1.5切削用量的确定
车外圆,粗车主轴转速为800min,进给速度为0.15/r,精车主轴转速为1000min,进给速度为0.05m/r,切槽和车螺纹时,主轴转速为40r/min,进给速度为0.1mm/r。
2.2零件1工艺设计
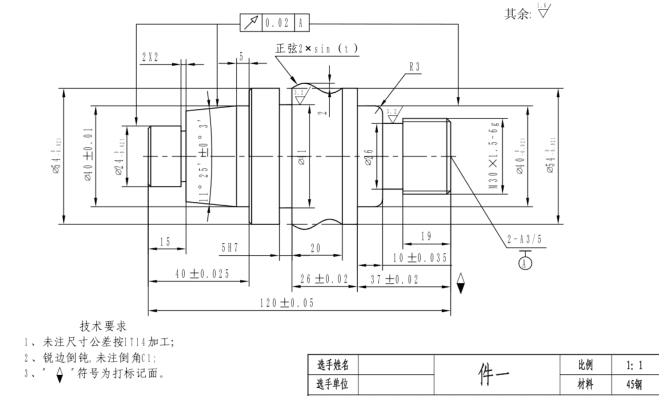
该零件表面有圆柱、圆锥、顺圆弧外螺纹等表面组成。其中配合面,直径尺寸有较严格的尺寸精度和表面精度等要求;尺寸标注完整,轮廓描述清楚。零件材料为45钢。
(1)通过上述分析,可以采取以下几点工艺措施。
①对图样上给定的几个精度要求较高的尺寸,因起公差值较小,故编程时不必取平均值,而全部取基本尺寸即可
②为方便加工,保证加工精度和同轴度先加工零件左边后加工右边,加工右边时采取一夹一顶式。
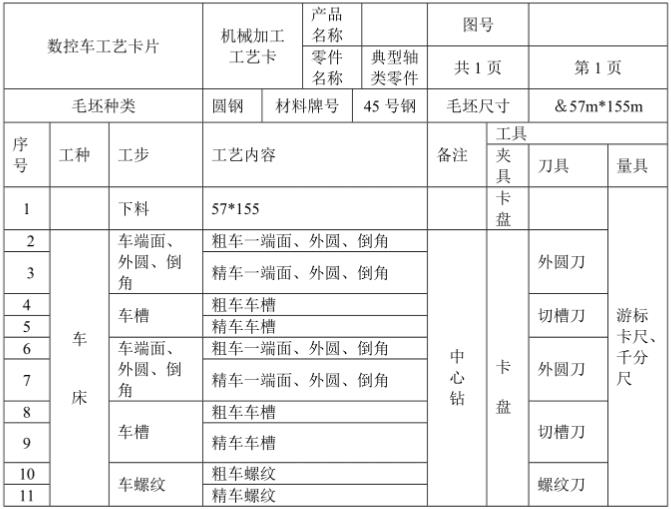
(2)制作工艺卡片
第三章 零件加工程序的编写
3.1零件加工程序(左端粗、精车外圆)
FANUC0i系统程序
O3323;
G00G40G97G99M03S800T0101F0.15;
X65.Z2.;
G71U1.5R0.5;
G71P10Q20U0.7W0.;
N10G01G42X22.;
X24.Z-1.;
Z-15.;
X36.002;
X40.Z-35.;
Z-40.;
X52.;
X54.Z-41.’
Z-57.;
N20G00G40X80.;
Z100.;
G00G40G97G99M03S1000T0101F0.05;
X62.Z2.;
G70P10Q20;
G00X100.;
Z100.;
M05;
M30;
3.2零件加工程序(左端车槽)
FANUC0i系统程序(左端粗、精车外圆)
O3324;
G00G40G97G99M03S450T0202F0.05;
X65.Z2.;
Z-15.;
G01X20.F0.05;
G00X100.;
Z-57.;
G01X41.F0.05;
G00X65.;
Z-56.;
G01X41.F0.05;
G00X100.Z100.;
M05;
M30;
3.2零件加工程序(左端车槽)
FANUC0i系统程序(右端粗车外圆、切槽、车螺纹)
O3325;
G00G40G97G99M03S800T0101F0.15;
X65.Z2.;
G73U12.R10.;
G73P10Q20U0.7W0.;
N10G01G42X27.;
.Z0.;
X29.85Z-1.;
Z-27.;
X34.;
G03X40.Z-30.R3.;
G01Z-37.;
X54.;
Z-43.;
#101=20.;
WHILE[#101GE0.]DO01;
#102=4*SIN[#101*18.];
G01x[#102+54.]z[#101-63.];
#101=#101-0.5;
END01;
N20G00G40X80.;
Z100.;
G00G40G97G99M03S1000T0101F0.05; X65.Z5.;
G70P10Q20;
G00X100.;
Z100.;
M00;
N2;( 切退刀槽)
O3324;
G00G40G97G99M03S450T0303 F0.05; X40.Z5.;
Z-27.;
G01X26. F0.05;
G00X30.;
Z-23.;
G01X26. F0.05;
G00X100.;
Z100;
M00;
N3;(车螺纹)
G00G40G97G99M03S600T0404;
X35.Z2.;
G92X29.85Z-22.F1.5;
X29.05;
X28.55;
X28.25;
X28.05;
X28.05;
G00X100.;
Z100.;
M05;
M30;
第四章程序调试
本设计还要检验程序不合理的地方,已对其修改,根据机床型号和系统型号;把程序输入机床,完成以后,用手动把刀具从工件移开,锁定机床,程序模拟,观察机床是否报警来判断程序是否有语法错误等;进一步检查刀轨迹是否正确;
结束语
在大学的最后一个学期,我过得既充实又繁忙.从选题的那天起,我就开始了我的毕业设计。在毕业设计的这段时间里,我有很多的感触,它带给我的价值是巨大的,这将对我的以后工作产生重要的影响。通过这次的设计,对办公自动化、caxa2006轴类零件的加工工艺规程及确定加工路线的方法,通过对零件深刻的分析,使得加工出的零件与之技术要求十分紊合,达到了设计所规定的要求。更重要的是对我们所学习的专业知识有了更清楚的认识,是我不知不觉的喜欢上了我们的专业。在这里我也深刻的知道,我在实践方面是很不够的,这将在以后的工作中慢慢去领悟、学习。
十二、参考文献
参考文献
1.《数控车床编程与操作实训教程》 清华大学出版社
2.《数控车床编程与技能训练》化学工业出版社
3. 《数控车床编程与操作》复旦大学出版社