PLC
课程设计报告书
姓名:
班级:
学号:
指导教师:
目录
一、 课程设计题目名称
二、 课程设计目的
三、 设计任务及要求
四、 设计分工
五、 I/O地址分配地址及其相关的硬件配置要求
六、 系统主电路原理图、PLC的输入输出外部接线图
七、 PLC的控制程序,并阐述程序设计、调试思路
八、 系统主画面和命令语言程序,阐述监控系统所具 有的功能
九、 调试过程中的问题和解决方法
十、 课程设计心得
十一、 参考文献
一、课程设计题目名称:包装生产线PLC控制系统设计。
二、课程设计目的:通过对包装生产线PLC控制系统设计,即系统的硬件设计、PLC控制程序设计、监控程序设计及调试,使我们对PLC系统集成、PLC复杂控制程序设计、与电气控制系统结合、人机界面设计及监控实现等建立起整体印象,强化工程意识,提高应用能力。巩固和加强PLC控制程序书写的技巧和知识,进一步掌握电气原理图和PLC的输入/输出外部接线图的绘制。
三、设计任务及要求
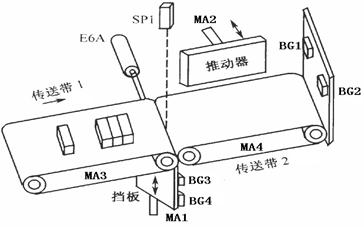
如上图所示包装物品由传送带1随时运来,运送时间不固定,因此包装物品的间隔是不确定的,有的包装距离较远,有的包装则靠在了一起。在传送带1的电动机轴上安装一个旋转编码器E6A,电动机转动1圈,旋转编码器发出1个脉冲。每个包装物品的宽度是 4个脉冲,当光电检测器 SP1检测到包装物品,且旋转编码器发出4个脉冲时,表示有1个包装物品通过传送带1到达传送带2。这样就可以通过对旋转编码器发出的脉冲数的计数,实现对包装物品的准确计数。
控制任务和要求:
① 按下启动按钮 SF1后,传送带 1和传送带 2运转,传送包装物品到传送带 2(传送带1、2均由三相笼型异步电动机驱动)。
② 当传送带2上有3个物品后,挡板电动机MA1正转,驱动挡板上升,阻止后面的包装物品继续运送到传送带2上。
③ 当挡板上升到位,上限位开关BG3动作,挡板停止上升,推动器电动机MA2正转,将3个包装物品向前推出。
④ 当推动器到达前限位开关,BG2动作,打包机打包(输出一个打包信号),并对打包进行计数,同时推动器停止向前,推动器电动机MA2反转,驱动推动器后退。
⑤ 当推动器后退到位时,后限位开关 BG1动作,推动器停止后退,推动器电动机 MA2停转。此时挡板电动机MA1反转,驱动挡板下降。
⑥ 当挡板下降到位,下限位开关BG4动作,挡板回到初始位置。
⑦ 打包计数最大值为100,计到100时,打包计数器自动清零。用实验室控制台上的数码管显示打包数量(分时显示高/低位)。
⑧ 按下停止按钮 SF2后,包装生产线的档板及推动器需要完成本次循环,回到原位后停止;然后传送带 1和传送带 2停止运转。
⑨ 按下急停按钮 SF3,所有机械停止运行。
⑩ 用组态监控画面模拟包装生产线的各个设备运行状况。
注:组态监控界面中要求能够动态显示各电动机的运转,皮带机上物件的移动,限位开关的状态,档板、推动器的正反向运动,光电开关的状态、打包数量等。
控制系统除了通过外部开关控制打包生产线的运行外,还能够通过控制界面的软开关发布控制命令,控制打包生产线的运行。
四、设计分工:
这次为期一个周的课程设计任务我们主要分为2到3个人一组来完成。我们这一组由我和张云辅和吴高阳组成。其中我主要负责PLC控制程序的编写和调试,负责组态王监控画面的命令语言的编写和调试,主要是绘制组态王监控画面和PLC的电气原理图。当然,虽然我们都有明确的分工,但在实际设计过程中我们都会相互帮忙,遇到一些棘手的问题时候我们都会一起思考去解决这样的问题,最后我们也很有效率地完成了这次课设任务,主要得益于我们的相互协作。
五、I/O地址分配地址及其相关的硬件配置要求
1. I/O分配地址:
输入点
启动按钮SF1: I0.0
急停按钮SF3: I0.1
停止按钮SF2: I0.2
BG3挡板上限位行程开关 I0.3
BG2推动器前限位行程开关 I0.4
BG1推动器后限位行程开关 I0.5
BG4挡板下限位行程开关 I0.6
编码器脉冲 I0.7
检测到物体的信号 I1.0
输出点:
传送带1 Q0.0
传送带2 Q0.1
挡板上行接触器 Q0.2
推动器前行接触器 Q0.4
推动器后行接触器 Q0.5
挡板下行接触器 Q0.3
2. 硬件配置要求:
因为这次课程设计任务我们主要要完成PLC控制程序的编写和调试,组态王监控画面的绘制和命令语言的编写和调试,所以在这次课设任务中我们必须用的的硬件有:
a) PLC控制实验台
b) 安装有组态王软件和STEP7 V4.0的电脑一台
c) 连接导线若干
六、系统主电路原理图、PLC的输入输出外部接线图:
八、系统主画面和命令语言程序
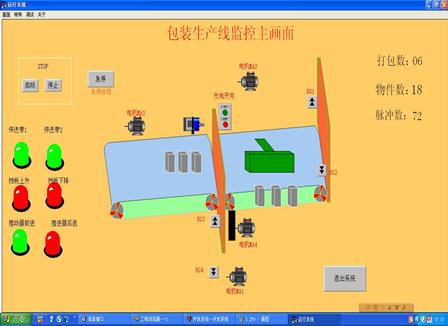
监控系统所具有的功能:
启动按钮,停止按钮,急停按钮能分别控制S7200。相应的指示灯能根据传送带、挡板、推进器的状态亮灭。轮子会显示电机的运转情况。物块会在第一个传送带上往复运动。打包数,脉冲数,物体数能分别显示数量,打包数如果加1,即有三个物体通过光电开关,然后挡板上升,对应的挡板上升指示灯亮。按下I0.3推进器前进,把三个物体打包。按下I0.4推进器后退,对应的推进器后退指示灯亮。后退到初始位置。按下I0.5挡板下降,对应的挡板下降指示灯亮。下降到初始位置按下I0.6挡板后退指示灯灭。
系统运行主画面:
静态图:

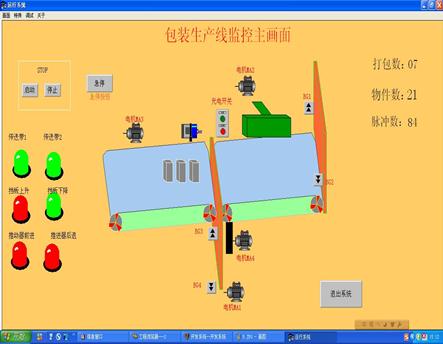
启动键按下时显示画面:

检测到三个物块时画面(挡板上升):

推进器前进画面:
推进器后退画面:

挡板下降画面:
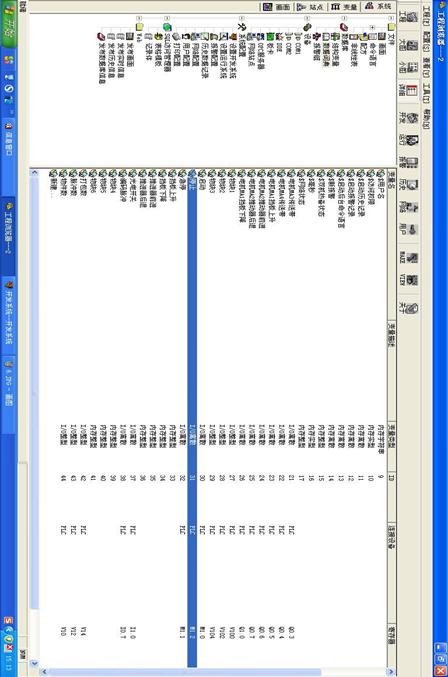
组态王数据词典定义:
命令语言:
九、调试过程中的问题和解决方法
1)第一个问题就是调试程序,把写好的PLC程序下载到S7200中运行,监控,可是就在运行的时候,模拟传送带的两个灯亮了,开始检查程序,发现数码显示用的是QB0和传送带1Q0.0、传送带2Q0.1地址重复了,于是把数码显示改为QB2.
2)、上面问的题处理好以后,开始一步一步的验证程序,发现程序在第一次运行的时候没有问题,可是多运行几遍就会出现控制不灵,于是在程序的开始把中间继电器都复位了一下,这个问题就迎刃而解了。
3)、程序的调试就完成啦。接下来是开始画组态监控画面,画的过程中出了不少的问题。为了有效果,我们画的都是立体图,一个立体图的绘制通常要绘制好多遍才能让我们三个都满意。问题一:没有及时保存。由于组态软件打开两个小时会自动关闭,第一次差不多画好了,没有保存功亏一篑,没有教训就没有成长,以后可不敢不及时保存了,不过有第一次的经验,画的快了好多而且效果也好。 问题二:组态监控图画好以后,需要做的就是建立和S7200的联系。刚开始并不知道如何建立变量,通过查阅课件,老师的提醒,知道了:首先得建立软启动,软急停等,也就是说需要在程序里启动按钮上边并联中间继电器,
停止按钮串联中间继电器,在组态数据词典中建立的变量需要和中间继电器联系起来。一点一点的实验、摸索,首先先实现的就是让物块动起来,然后慢慢建立和PLC程序相对应的变量,是其他物块动起来。 最后一个问题就是:定义的脉冲数V1O,打包数V14,物件数V12不能再组态王监控画面上显示出来, 首先查看的就是PLC程序,可在STEP7中运行画面监控可以明显的看到相应寄存器中有明显的加,显示。可就是显示不出来。程序没问题,下面检查的是定义的数据词典变量有没有问题,不管是数据类型还是寄存器对应方面都没有问题,在这个问题上纠结了好久也没有找出错误,也问了其他同学,可还是不行,最后没有办法了,就请教老师了。在老师的讲解下,终于找出来错误了,原来是在定义数据词典变量类型时,没有注意最大值,原始最大值,把最大值改为99,原始最大值改为99即可,就是必须与整数位数相同。
十、课程设计心得
为期一周的PLC课程设计结束了,我学到了很多很实用的东西。
这次虽然说是PLC课程设计,实际上是PLC和组态软件的结合。PLC程序相对来说比较简单,在调试运行时候也没有出太大的问题。组态王的监控运行比较新颖也比较有趣,很富有实际性。虽然刚开始的时候做组态王监控并不是很熟练,也没有做过和S7200的实际连接,以前做的组态王监控画面基本上用的都是亚控的,这次课设需要和实际PLC连接,很富有挑战性。
在解决问题时壮大自己。虽然在调试的过程中,出现了不少问题,尽管当时觉得比较棘手,但是现在看来,我非常感谢它们,正是这些问题才让我真正有所收获。
细心会让你事半功。做东西的时候一时大意就会导致前功尽弃。就比如说我们没有及时保存而导致重头做,虽然谈不上什么很严重的失误,但也为我敲响了警钟。
团队协作出效益。这次的课程设计工作量有点大,虽然一个人能够完成,但是耗费的时间也多。要在指定的时间完成课设,我们需要团队协作。我们三个有着明确的分工,大家既可以独立完成自己的部分又可以相互提意见,使作品更加完善。
这次的课程设计确实学到了很多东西,虽然天气很热,但是看到老师和同学们的精神状态,我觉得特别好。
我相信,凡事只要懂得坚持、细心、团退合作就一定能达到预期的目标。
十一、参考文献
[1] 工厂电气与PLC实验指导书.中原工学院电子信息学院编 20##年8月
[2] 王永华.现代电气控制及PLC应用技术(第2版)[M] .北京:北京航空航天大学出版社,2004.7
[3] 胡学林.可编程控制器技术教程[M].电子工业出版社,2004.7
[4] 廖常初.PLC编程及应用(第二版)[M]. 北京:机械工业出版社,2006.1
[5] 于庆广.可编程控制器原理及系统设计[M].北京:清华大学出版社,2004.4
[6] 袁秀英.组态控制技术[M].北京,电力工业出版社,2003.8
[7] 西门子公司.SIMATIC S7-200可编程控制器系统手册[M].2004
第二篇:PLC机械手课程设计报告
目 录
摘要... I
1 设计目的和要求... 1
1.1 目的... 1
1.2 要求... 1
2 机械手的工艺和控制要求... 2
2.1 设备概况... 2
2.1.1 工艺介绍... 2
2.1.2 面板操作... 2
2.2 控制要求... 3
2.2.1液压系统油泵启动及停止... 3
2.2.2机械手工作方式... 3
2.2.3系统保护和报警功能。... 3
3 PLC控制系统发设计方法。... 4
3.1 确定输入输出... 4
3.2 选着PLC的型号。... 4
3.3 机械手设计框图:... 4
3.4 为PLC的输入输出编址... 4
4 电气原理图设计... 6
4.1主电路设计... 6
4.2输入电路... 6
4.3输出电路... 6
4.4绘图注意事项... 6
5 PLC程序设计... 7
5.1主程序流程图... 8
5.2 手动子程序... 9
5.3回原点子程序流程图... 10
5.4 单步流程图... 11
5.5 单周期流程图... 12
5.5自动流程图... 13
5.6 程序调试... 13
6 总结... 14
附录1 机械手电气原理图
附录2 机械手梯形图
摘要
机械手主要用于搬动或者装卸零件的重复动作,动力来源于液压系统。在机械手控制选用PLC,其原因安全可靠。机械手控制分为手动、回原点、单步、单周期、自动五大部分。各个功能运用转换开关进行切换,切后按照以前步骤继续执行。通过PLC输出驱动中间继电器,接通电磁阀。首先运用AUTOCAD绘制实际工程电气接线图,在实验室运用实验模拟设备,进行编程模拟。
关键字:机械手 PLC 电气接线图 电磁阀 中间继电器
1 设计目的和要求
1.1 目的
(1)用PLC实现对机械手手、自动控制。
(2)用PLC设计具有多种操作方式的电控系统的程序结构。
(3)掌握一般控制系统操作方式切换时保持系统状态连续的程序设计思路和方法。
(4)自行设计手动、回原点、单步、单周期和自动五种工作方式下的控制程序。
1.2 要求
(1)绘制电气原理图时要符合国家标准。
(2)PLC配置及硬件接线正确。
(3)PLC程序要满足设计要求。
(4)编写规范可读性强。
(5)程序设计报告撰写规范。
2 机械手的工艺和控制要求
2.1 设备概况
机械手在专用机床及自动生产线上应用十分广泛,主要用于搬动或者装卸零件的重复动作,以实现生产自动化。本设备为一般机械手,其动力来源于液压系统。
2.1.1 工艺介绍
机械手搬运工件动作示意图如下:
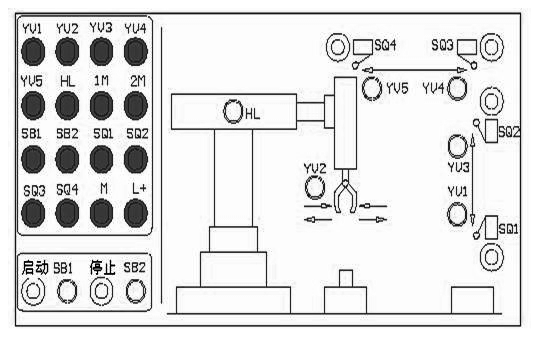
图2.1 机械手搬运工件动作示意图
左上角为原点位置,工件按下降—>夹紧—>上升—>右行—>下降—>放松—>上升—>左行—>回原点为一个工作周期。上升/下降、左行/右行、夹紧/放松的动作均采用电磁阀控制液压系统实现,都工作顺序由行程开关和定时器进行控制。
2.1.2 面板操作
该系统的控制方式由操作面板的行程开关进行选择,设计时要求能够进行手动、自动操作方式控制功能。
2.2 控制要求
2.2.1液压系统油泵启动及停止
单按钮操作,按下油泵启/停按钮,油泵启动,在按下一次油泵停止。系统工作时卸荷阀得电升压,反之卸荷阀失电卸荷。
2.2.2机械手工作方式
机械手的操作方式分为手动、回原点、单步、单周期、自动五种工作方式,五种工作不仅能各自独立工作,还能按顺序实现他们之间的互相转换,转换过程中原状态保持,转换后按照新的工作方式进行。
(1)手动:
选择手动方式,按下手动按钮,结合限位开关,对各个动作进行单独控制。
如:按下机械手下降按钮,机械手下降,松开机械手按钮,机械手停止下降,或者到位后,机械手停止下降,机械手只能在左限位和有限位才能下降中间不可以下降。
(2)回原点:
选择回原点方式,按下原点按钮,机械手以最快及最安全的路径回到原点位置停止。如:若机械手未夹物体时,以最快路径回到原点位置;若机械手夹了物体必须搬运到B点,在回到原点位置。
(3)单步:
选择单步方式,按一次启动按钮,机械手动作一个工步后自动停止。
(4)单周期:
选择单周期方式,按启动按钮,机械手动作一个周期后自动停止;在动作过程中,按停止按钮,机械手立即停止,在按启动按钮,机械手继续动作,机械手继续动作,一个周期后自动停止。
(5)自动:
选择自动方式,按启动方式,机械手周而复始的动作;在动作过程中,按停止按钮,机械手不立即停止等到当前一个周期结束才停止。
2.2.3系统保护和报警功能。
该系统的动力装置为液压控制系统。液压系统要求具有滤油器堵、油温高声光报警,失压和油位低要求声光报警、立即卸荷和停油泵的保护功能故障报警后,按报警解除按钮,可解除报警信号。
3 PLC控制系统发设计方法。
3.1 确定输入输出
根据机械手的控制要求,确定输入的个数。在本控制中,共需要22个输入点,14个输出点。
3.2 选着PLC的型号。
在常用的PLC中,能那个满足这样的输入数点数的PLC有许多类型。为此在这里我们选择PLC224XP作为最佳型号;这样的PLC 我们熟悉他的编程和输入输出接线,以及他的扩展模块的使用。
3.3 机械手设计框图:
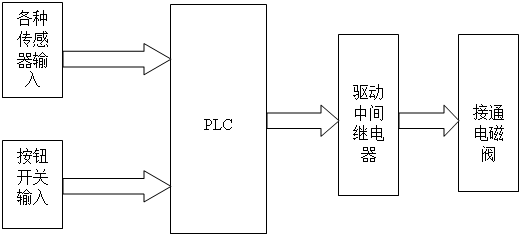
图3.3 机械手设计
3.4 为PLC的输入输出编址
为每个需要使用的输入输出功能I/O分配功能。以便在接线和绘图提供有力的地址一依据。其编址表如下图
PLC输入输出编址表
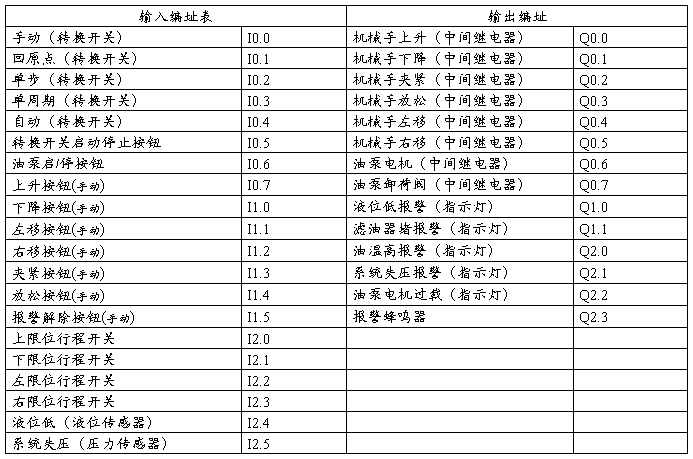
图3.4 PLC输入输出编址表
注释:由于编址表内没有原点指示灯的输出,在做实验时把Q0.6作为原
点指示灯,Q2.4为电机输出,其他与编址表相同。
4 电气原理图设计
在实际工程运用中必须有系统接线图,绘制电气原理图采用CAD绘图方法。主要绘制主电路和控制电路。在每张图纸中最多只能有八个点。在绘制时主电路和控制电路分开。在控制电路中输入与输出分开。由于接线图和真实的接线图必须一一对应,所以在接线图的绘制中必须考虑实际的情况:如空开的使用,电机的接地保护等。
4.1主电路设计
在附录XX为主电路电机的接线图。三相电源经过接线端子进入主电路部分。其中经过空开1,最后经过空开接触器热继电器为三相电机供电。其中另外一相到达附录XX为电源供电,其中一个为直流24V供电,最后为PLC供电。
4.2输入电路
在附录十中有输入电路,由PLC内部42V电源供电。其输入的各个端子上最多只能接两根线,所以绘制接线端子应该注意到这一点。在每张图中最多只能有八个点。从输入图中可以看出头转换开关输入按钮输入,和传感器输入信号输入。每个输入必须和端子表对应。且需注意PLC的输入输出端子必须和实际的PLC端子一一对应。
4.3输出电路
在附录十中有输出电路,从输出图可以看出输出可以直接驱动灯和扬声器。在输出中可以看出输出驱动中间继电器。。有中间继器去接通电磁阀,,这样做有力于保护PLC。输出需外接24V电源。由电源部分共给
4.4绘图注意事项
绘制电气原理图时应注意,从上到下,从左到右。绘制图时主电路为粗实线,且为绿色,控制电路为细实线,为白色。
5 PLC程序设计
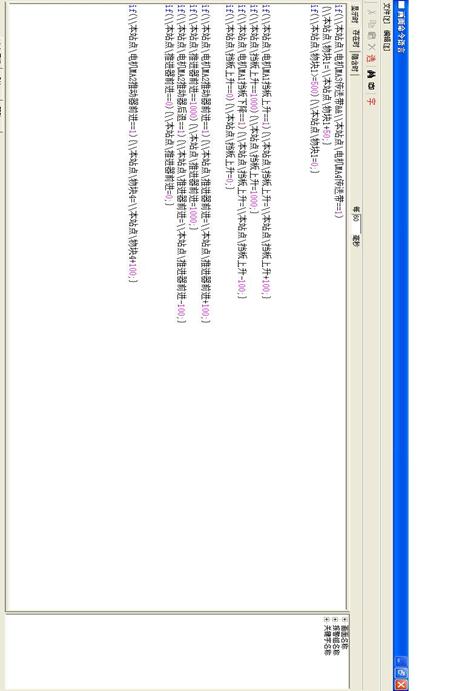
由于机械手动作复杂,且要求还能互相之间进行切换。所以在设计程序时采取模块化思想。有主程序调用相应的模块。实现功能间的转化,在设计程序的过程中要求能够在模式切换后能够在继续进行上次的位置进行,所以在设计时我采用了存储器VW0来记忆机械手的其位置。VW0为全局变量所以在模式切换后不会被清零。
在主程序流程图中(如图5.1),可以看出各种模式的切换是根据开关所处的位置来决定的。很据处位置所处的位置的不同调用不同的子程序。可以看出这种方法的思路简单。而且易于实现,避免了逻辑的复杂性。在在相应的模式里面加入限制条件这样就能够实现所需求的动作
在手动子程序里面(如图5.2)在每一步的后面都给VW0赋不同的数值,在这里.给VW0 值并不影响自动的逻辑顺序。这是因为在各个模式切换时我必须知道机械手所处的位置,为以后模式的切换提供有力的条件。
在回原点流程图(图5.3)从所有子程序可以看出,在VW0=1,或者VW0=0..时,机械手正处于原点位或者最下限位置。故机械手没有夹紧物体,最短回原点路径为,直接上升,碰到最上限开关后回原点。若VW0>1,可以看出是夹着物体像B点移动,或者正在向原点移动,所以跟单周期一样,直接调用单周期子程序即可实现。可以看出运用各个位置的记忆,对模式的切换有很大的帮助。且回原点显得最为简单。
从单步流程图(如图5.4)中可以看出,每步的位置决定了下一步的走向。没按一次转换开关的启动按钮VW0自己增加一次,它的具体数决定下一步的走向。当回到原点否VW0自动清零。可以看出这样为各个模式的切换的通用性打下基础。
从单周期和自动流程图中(图5.5)中,可以看出他们在程序的控制中是一样的,不一样的是在主程序对其条件进行了限制,故能实现不同功能。
5.1主程序流程图
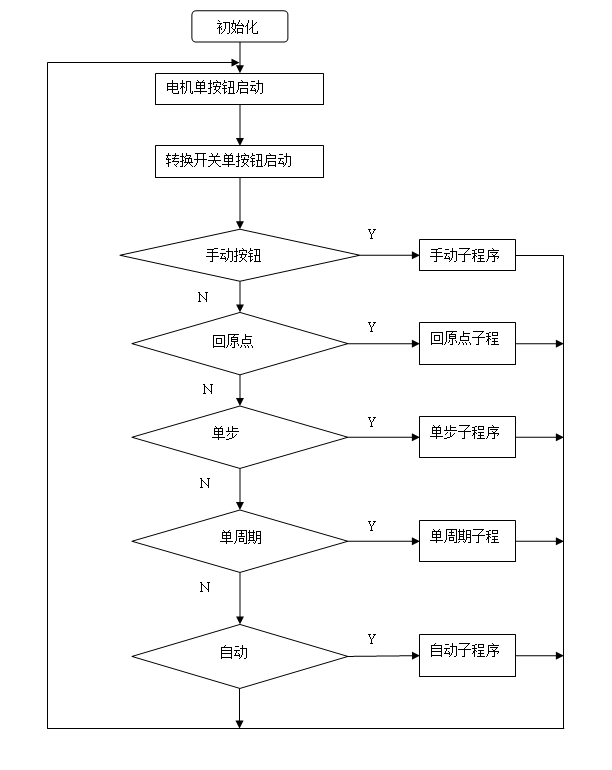
图5.1 主程序流程图
5.2 手动子程序
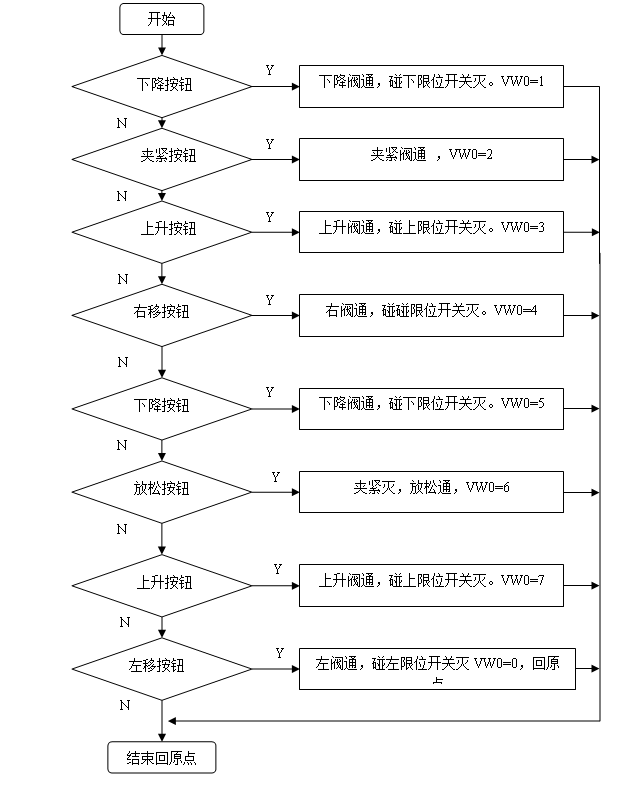
图5.2 手动子程序流程图
5.3回原点子程序流程图
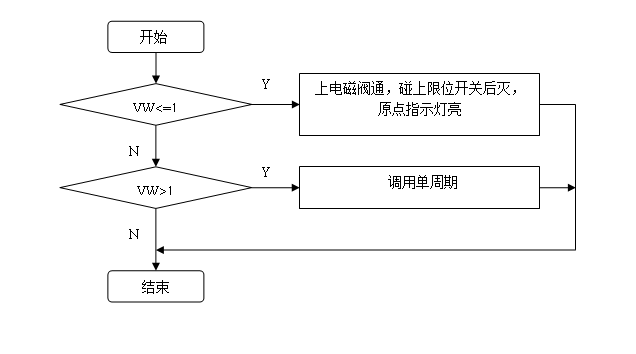
图5.3 回原点子程序流程图
5.4 单步流程图
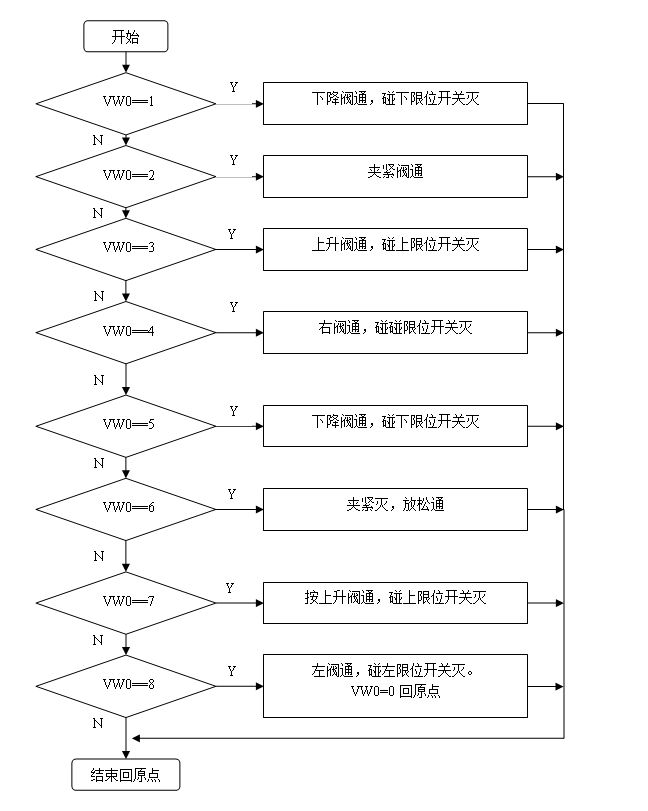
图5.4 单步流程图
5.5 单周期流程图
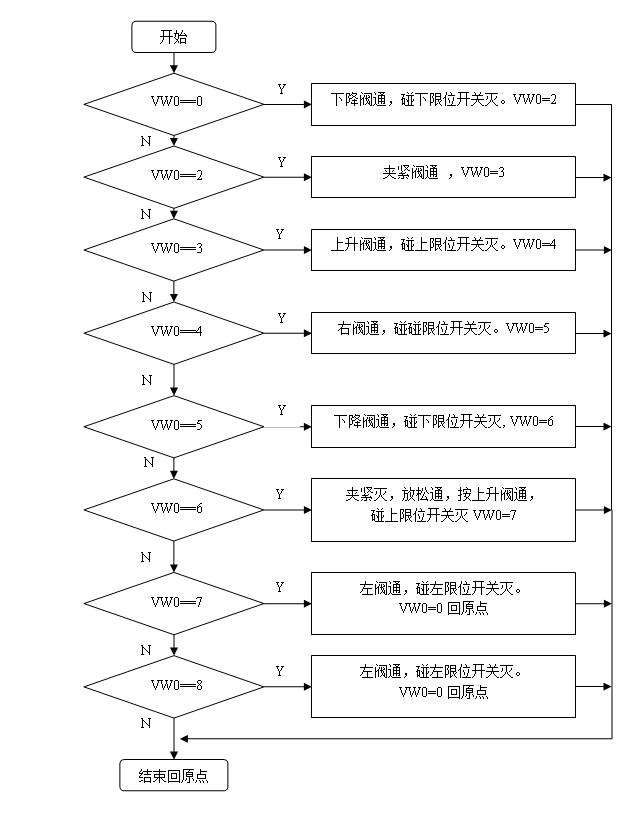
图5.5 单周期流程图
5.5自动流程图
自动流程图与单周期(图5.5)几乎一样。其功能不同主要在于主程序对他们条件限制。
由他们的流程图可看出,运用记忆单元来记录各个位置可以看出,程序的繁琐性。但根据调试的结果可以看出运用记忆单元调试结果是最好的。是能够实现各个模块的转换,而且还能实现各个模块的功能。
5.6 程序调试
机械手控制逻辑比较复杂所以在程序调试时要将就技巧。应该先调节各个子程序,把每个子程序调试成功后在进行总体调节。
在手动调节时是非常轻松的,很快就调试成功。单步、单周期、和自动的调试也是非常的轻松。
调试的难点在回原点和各个模式间的相互转换。在程序设计时应该首先考虑如何回原点和模式转换的问题,因为这将影响到你设计成需的思路。我选择了记忆各个位置的算法,虽然程序显得比较繁琐,但却能实现各个功能,而且程序格式清晰。
具体程序请见程序附录XXX
6 总结
该机械手已经在生产实际中运用。用机械手搬运物体,显得效率的提高。在本次程序的设计中还有许多地方显得不足,如卸荷阀在程序中的具体应用没有体现出来。在电机和安全方面设计的还不够。自己主要设计机械手动作的逻辑顺序。
程序不够完善。
在本次设计中,我学会了运用CAD绘制电气接线图。对电气的操作规范有了深刻的认识。在程序设计中要总体设计程序思路。然后分块设计。在程序设计中我加强理解PLC基本指令的使用方法。对基本指令的具体运用有了深刻的概念。
在程序的调试阶段,体会到调试程序的重要性。在自己设计的程序一般来说都有许多逻辑错误如果不经过调试一般很难发现,如:输出的覆盖,上一句话线圈接通,而下一条指令却又把它关断,在如该复位的再下一个模式里没有复位。总之,会有许多问题。
经过这两周的实习,我对PLC的认识进一步加强。在设计接线图时,理解了硬件部分。在硬件中输入运用PLC的内部24V电源。在输出中运用外接24V电源驱动。这些问题如果不实际操作很难深刻认识。程序设计中,复习了各种指令的运用。加强;了自己的动手能力。我们应该多参加这样的训练。