
实验报告内容:一实验目的 二实验仪器 三实验原理 四实验步骤 五、实验数据和数据处
第二篇:精馏实验报告
化工原理实验报告
一、实验目的
1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法;
2. 了解板式塔的结构,观察塔板上气-液接触状况;
3. 测定全回流时的全塔效率及单板效率。
4. 测定全塔的浓度分布。
二、摘要
在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶主板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。对于双组分混合液的蒸馏,若已知汽液平衡数据,测得塔顶流出液组成 、釜残液组成
、釜残液组成 ,液料组成
,液料组成 及回流比
及回流比 和进料状态,就可用图解法在
和进料状态,就可用图解法在 图上,或用其他方法求出理论塔板数
图上,或用其他方法求出理论塔板数 。塔的全塔效率
。塔的全塔效率 为理论塔板数与实际塔板数N之比。精馏塔的单板效率
为理论塔板数与实际塔板数N之比。精馏塔的单板效率 可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。
可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。
三、实验原理
在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。
回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)、塔板结构以及塔的操作条件等。由于影响塔板效率的因素相当复杂,目前塔板效率仍以实验测定给出。
板效率是体现塔板性能及操作状况的主要参数,有两种定义方法。
(1) 总板效率E

式中: ——总板效率;
——总板效率;
N——理论板数 (不包括塔釜);
 ——实际板数
——实际板数
(2) 单板效率
式中: ——以液相浓度表示的单板效率;
——以液相浓度表示的单板效率;
 ,
, ——第n块板和第n-1块板的液相浓度;
——第n块板和第n-1块板的液相浓度;
 ——与第n块板气相浓度相平衡的液相浓度。
——与第n块板气相浓度相平衡的液相浓度。
总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要参数。当物系与板型确定后,可通过改变气液负荷达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,以评价其性能的优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。
实验所选用的体系是乙醇—正丙醇,这两种物质的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,通过使用阿贝折光仪来分析料液的折射率,从而得到浓度。在实验温度下,该混合料液的折射率与质量分数(以乙醇计)的关系如下:

式中: ——料液的质量分数(
——料液的质量分数( );
);
 ——料液的折射率(
——料液的折射率( )。
)。
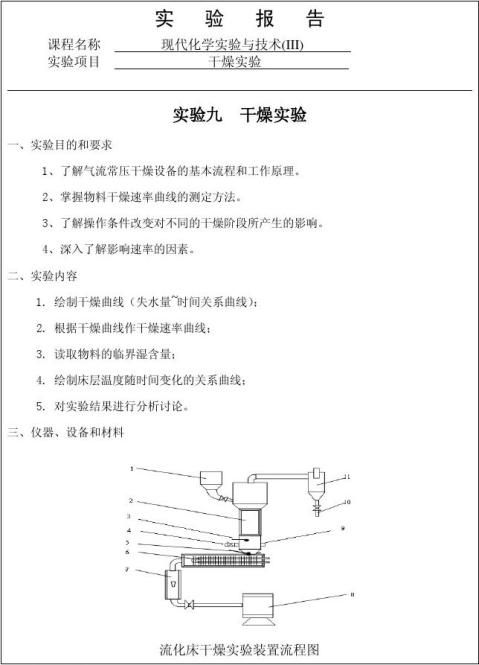
四、实验装置流程图及主要测试仪器表

图1、精馏实验流程
1.塔顶冷凝器 2.塔身 3.视盅 4.塔釜 5.控温棒
6.支座 7.加热棒 8.塔釜液冷却器 9.转子流量计 10.回流分配器
11.原料液罐 12.原料泵 13.缓冲罐 14.加料口 15.液位计
设备参数:
(1)精馏塔-----精馏塔采用筛板结构,塔身用直径Φ57×3mm的不锈钢管制成,设有一个进料口,共8块塔板,其中第2-6块塔板设有样品采出口;塔板用厚度1mm的不锈钢板,板间距为80mm;板上开孔率为4%,孔径是1.5mm,孔数为43,孔间距为6mm;孔按正三角形排列;降液管为Φ14×2mm的不锈钢管;堰高是10mm,底隙高度为4mm。
(2)蒸馏釜为Φ108×4×400mm不锈钢材质立式结构,用一支1KW的SRY-2-1型电热棒进行加热,一支300w的电热棒恒温加热,并由仪表柜上的电压、电流表加以显示。釜上有温度计和压力计,以测量釜内的温度和压力。
(3)冷凝器-----采用不锈钢蛇管式冷凝器,换热面积0.7m2。管内走物料,管外走冷却。
(4)原料液罐----规格为Φ300×350×3mm,不锈钢材料制造,装有液面计,以便观察槽内料液量。
(5)高位贮槽----为Φ300×350×3mm不锈钢材料容器,顶部有放空管及与泵相连的入口管,下部有向塔供料的出口管。
(6)原料----进料为乙醇-丙醇系统,乙醇的摩尔分率为0.3。
五、实验操作要点
(1)对照流程图,先熟悉精馏过程的流程,并搞清楚仪表柜上按钮与各仪表相对应的设备与测控点。
(2)全回流操作时,在原料储罐中配置含量20℅~25℅(摩尔分数)左右的乙醇—正丙醇料液,启动进料泵,向塔中供料至塔釜液面达250~300mm。
(3)启动塔釜加热及塔身伴热,使加热电压达到最大,观察塔板上的气液接触情况,当塔顶出现回流液且塔顶温度保持稳定不变时,全回流15分钟,使其充分传质,再取液测量。
(4)同时在塔顶塔釜及相邻两块塔板上取样,用阿贝折光仪进行分析,分别测取数据,重复两三次,当折光率误差小于0.001时,记录各组数据。
六、实验数据处理
1、40℃料液的质量分数与折光率的关系 :
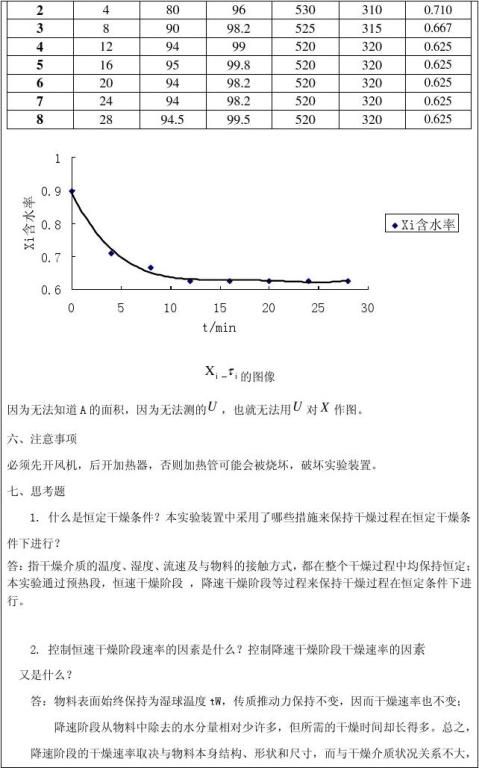
2、全回流状况下实验测得数据并经过计算机数据处理得到下表:
实验数据处理结果

以塔顶数据计算为例:
折光率平均值:


乙醇质量分数:

乙醇摩尔分数:

3、全回流计算
⑴逐板计算:
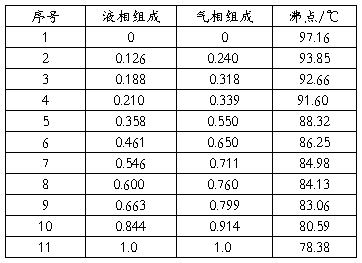
实验数据

乙醇——正丙醇气液相平衡数据
由数据计算得塔顶、塔釜组成:塔顶组成 ,塔釜组成
,塔釜组成 ,全回流的情况下的操作线与对角线重合,即
,全回流的情况下的操作线与对角线重合,即

由乙醇——正丙醇气液相平衡数据经过数据拟合可得平衡方程

将 代入平衡线,得
代入平衡线,得

再将 代入平衡线,得
代入平衡线,得

同理,依次逐板计算,可得下表
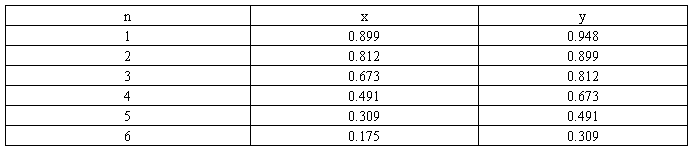
可得, ,则理论板数NT=6块
,则理论板数NT=6块
⑵求总板效率及单板效率:
总板效率:
单板效率:由步骤2计算得第四、五块板上的组成
由平衡线的拟合公式可计算得:
与第5块板的气相相平衡的液相组成
则第5块板的液相单板效率

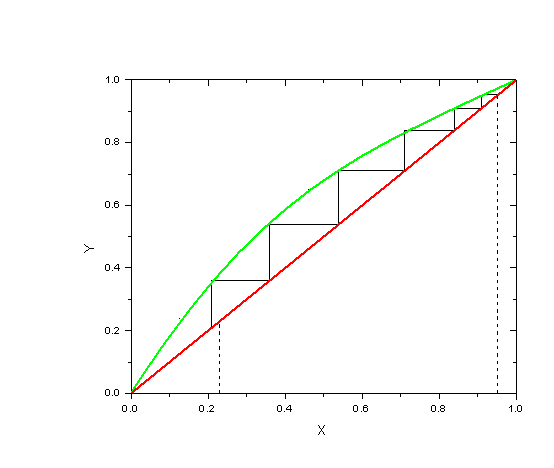
七、实验结果:
理论板数的示意图
将全回流的逐板计算结果分别与平衡线、对角线画在坐标系中,如图所示。
八、实验结论比较及误差分析:
⑴全塔效率:
对于一个特定的物系和塔板结构,由于塔的上下部气液两相的组成、温度不同,所以物性也不同,又由于塔板的阻力,使塔的上下部分的操作压强也不同,这些因素使每个塔板的效率不同.所以我们需要用一种全面的效率来衡量整个塔的分离效果的高低. 公式就是一种综合的计算方法.全塔效率反映了全塔各塔板的平均分离效果,它不单与影响点效率、板效率的各种因素有关,而且把板效率随组成等的变化也包括在内.所有的这些因素E的关系难以搞清,所以我们只能用实验来测定.
这就是实验用塔的全塔效率,由于实验和作图中存在误差,这个值是有误差的。0.625这个数值还是比较低的,说明实验用塔的效率还是可以进一步提高的。
由于实验存在误差,我们只是大致的对实验用塔进行粗略的评价,经过实验我们分析了影响塔板效率的一些因素,归结为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)、塔板结构的因素相当复杂,以及塔的操作条件等。
⑵单板效率:
单板效率是评价塔板性能优劣的重要数据.物系的性质、板型及操作负荷是影响单板效率的重要因素.当物系板型确定后,可通过改变气液的负荷达到最高的板效率;对于不同的板型可以在保持相同的物系及操作条件下,测定其单板效率,以评价其性能的优劣.
Eml (4)=(  -
- ) / (-
) / (- )=0.59;
)=0.59;
我们这里应用默弗里板效率公式计算的。从结果来看,本实验单板效率还是较好的。(除去误差影响)。
(3)误差来源:
取液时抽推液体不够,使取得的液体并等于塔板上真实液体的组成;取液与测量之间的时间间隔较长,导致液体有一定的挥发;基于用实验关联的折射率与质量分数的关系在塔中温度不断变化的情况下并不准确。
由逐板计算法得到的理论板数为5块(包括塔釜),图解法得到的理论板数为5块(包括塔釜),两种方法在原理上是一致的,但基于手工作图的误差(平衡线是非线性的),逐板计算法得到的结果比图解法精确,板效率更高。但图解法比逐板计算法更直观明了。
单板效率低,所测单板效率为点效率,有两点可能原因导致效率低:①混合不均匀导致取液处的组成与该块板上的平均组成相差甚远,点效率远离实际的默弗里板效率。②由于该块板上气液的一些非理想流动,导致传质传热不充分,使板效率低。
九、思考题
1、什么是全回流 ?全回流操作有哪些特点,在生产中有什么实际意义?如何测定全回流条件下的气液负荷?
答:全回流时精馏塔不加料也不出料,自然也无精馏段与提留段之分,在y-x图上,精馏段与提留段操作线都与对角线重合,回流比是无穷大。从物料衡算或者从操作线的位置都可以看出全回流的特点:两板之间任一截面上,上升蒸汽的组成与下降液体的组成相等,而且为达到指定的分离程度所需的理论板数最少。全回流是操作回流比的极限,只是在设备开工,调试及实验研究时使用。
2、塔釜加热对精馏操作的参数有什么影响?你认为塔釜加热量主要消耗在何处?与回流量有无关系?
答:塔釜加热会改变上升蒸汽的量,若进料量以及组成不变的话,则精馏段的上升蒸汽的量也会改变,在保证一定的生产任务的前提下,操作回流比会发生变化,进而改变精馏段操作线以及提留段操作线的位置,对精馏操作产生影响。塔釜加热量主要消耗在塔顶的冷却量上,若塔釜加热量增加,则塔顶冷却量增加,同时回流量增加,所需的塔板数减少,但是,这是以增加能耗为代价的。
3、如何判断塔的操作已达到稳定?
答:当出现回流现象的时候,就表示塔的操作已稳定。就可以测样液的折射率了。
5、当回流比R
答:设计条件下,如果选用最小回流比,两操作线向平衡线移动,达到指定分离程度所需的理论板数增多。当实际操作时回流比小于最小回流比时,精馏段还可以进行操作,只是不能达到指定的分离要求。
利用已知的双组份的相平衡的数据绘制相平衡曲线,根据双组份在平均温度下的物性计算q值,结合进料组成绘制q线,得到两曲线的交点,根据公式 计算相应的最小回流比,一般操作回流比是最小回流比的(1.2~2)倍。
计算相应的最小回流比,一般操作回流比是最小回流比的(1.2~2)倍。
6、冷料进料对精馏操作有什么影响?进料口位置如何确定?
答:加料热状态可由q值表征,冷液进料时,q增大,即进料前预冷或部分液化,整体所需的理论塔板数会减少。
进料口的位置应尽量选在靠近塔顶的位置。
8、精馏塔的常压操作如何实现?如果要改为加压或减压操作,如何实现?
答:打开塔顶放气阀。可以通过调节蒸汽量或者调节塔顶气相采出量来调节塔压进行加压或减压操作。