客车钣金件下料尺寸计算方法
2009-06-21 16:40
客车自制件在整个客车的构成中占有相当大的比重。随着钢材价格的不断上涨,控制客车自制件成本成为一个重要课题,被各客车厂家研究。怎棒陕速、合理地确定自制件下料尺寸,是一项基本而又科学的工作。本文所介绍的客车钣金件的尺寸计算方法较为合理,也较为实用,希望能起到抛砖引玉的作用。
1 样板下料尺寸计算方法
这类制件下料尺寸计算分两部分:一部分为较复杂的钣金件(这部分暂不研究,因为钣金件展开需要单独分析);另一部分是简单的钣金样板件,一般取其外轮廓尺寸。
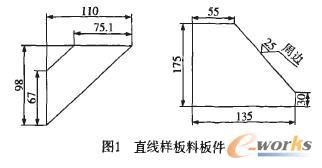
1)直线样板料板件料表的制作。分析:图l所示的两种板件为不规则梯形,制作这种类型的料表时一般按三角形或矩形来考虑。料表:98*110三角样;135 *175样。
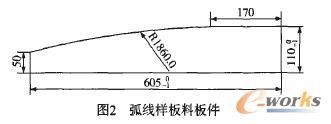
2)弧线样板料板件料表的制作。图2所示的是一块带弧度的样板料,下料时在圆弧所在的方向最大尺寸应加5-10 mm的剪切余量。计算:(略),料表:605*115。
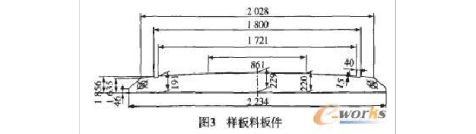
对图3所示的样板料,考虑其料较长,如下一块料不易剪料,所以下两块料制件。另外,在宽度上加5-10mm的余量。料表:235*1117(2)。
2折边制件类
1)基本计算方法(仅对折边角度为90°进行分析,其它折边角度类同。注:折边制件料的厚度(B)不大于6mm)。
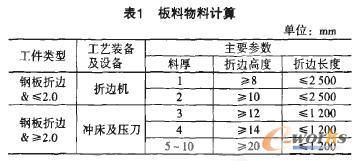
图4所示的制件的截面展开长度等于所有展开单边外形轮廓尺寸之和减去板厚的1.5倍的折边次数所得差值。
①图4(a)所示其截面展开尺寸为L0=H+L-1.5×B(B为板厚,下同)。 ②图4(b)所示其截面展开尺寸为L0=H+2L-2×1.5B。
③图4(c)所示其截面展开尺寸为LO=H+LI+L2-2×1.5×B。
④图4(d)所示其截面展开尺寸为ILl=(L-L1)+2B+LI+2H-4×1.5×B。
对于图4(c)、(d)两种情况,通过实践还可得出较简易的计算方法:
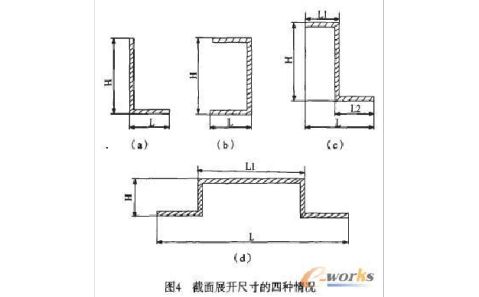
图4(C)所示其截面展开尺寸还为L0=-L+H-2×B。
图4(d)所示其截面展开尺寸还为LO=-L+2H--4×B。
另外,对图4(d)所示折边,当料厚为5.0mm时,其H不小于40 mm。如果小于40 mm,机无法加工。
当2 mm<B<10 mm时,折边需在冲床上冲压,此时料长受冲床结构的影响,一般不大于1 500 mm。
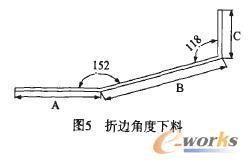
2)当折边角度为110°-180°,计算其长度时,因折边角度较大,要去折边余料,不再按基本规律计算。这类制件只能根据实际操作总结其规律,此类件的下料长度应为L=A+B+C-X(板材厚度)如图5所示。
3)对折边制件时,还要根据表1所列参数进行板料物料计算,并举例说明
①角钢类(窗盖板,板厚为B-I.0 nlm),如图6所示。
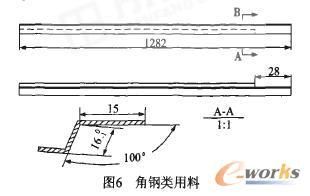
此件是一个Z字形件。假设A-A剖视图中下面的折边长度为L0,此件下料时有两种情况:一种情况是LO小于8 mm时,其料宽为
B=15+16+L0+7-2×1×1.5mm;另一种情况是LO不小于8 mm时,其料宽为B=15+16+L0-2×1.5 mm。该料的长度为图样所标尺寸。
②支架类,如图7所示。此件是由一块5 mm的板料冲压而成。
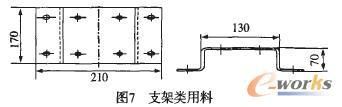
计算:宽度=170mm、长度=210+70×2--4×5=330mm
料表:5.0×170×330。
总结:这种结构的制件料表的制作,经过理论与实践相结合可得出一个快速计算料长度的方法:长度=板件轮廓尺寸(210)加两倍的高度尺寸(2×70)减去折边次数与板厚的乘积(4×5)。
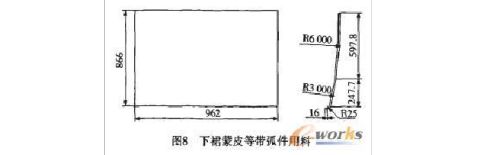
③下裙蒙皮等带弧件,如图8所示。该类型的制件其料表一般计算方法是把其电子图(该图是按比例制作的)打开。因其左视图为一个封闭的曲面图形,计算其封闭图形的总长度,取其一半即为该件料的实际长度;另一种计算方法是近似计算法:16+1/2×3.14×25-(866-597.8-247.7)+866=900。料表:1.0X962×902。
④梯步踏板,如图9所示。该件为二级梯步,考虑到安装的工艺性及其强度的需要,踏板的下料可分为二块料搭接的方法计算。具体分段:每级梯步为一部分,在二级梯步踏板上加余量为15 mm为搭接余量,如图9所示。如果是三级梯步,踏板分三部分制作,在三级梯步踏板上也加15mm的搭接余量。具体分段方法同上。计算:(略)。料表:2.0×455×560,2.0 X 515×560。

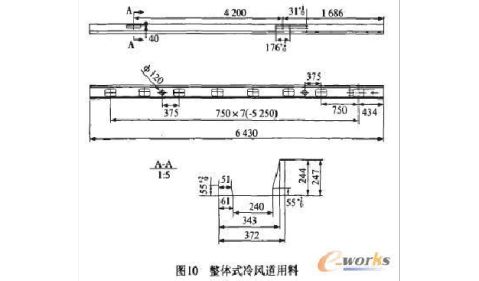
⑤冷风道(整体式风道),如图10所示。此件长度是6 430 mm,需要分段制作。从A-A剖视图可以知道宽度方向可一块料折出。只考虑长度方向怎样分段(可从下面几方面综合考虑)。因为薄板折边机最长可折2 500 mm(该件可折2 150 mm),考虑到折边后精确度一般下料长度每件最长为2 000 mm。
计算时一般从尺寸线起始端开始计算,该件从右端开始。分段时尽量不要把同一个孔分在两段料上,这样无形中增加了工人的劳动量。另外,加n-1块连接板(该料宽80 mm,长比截面总宽约小100 mm即可)。计算:(略)。
3钣金圆管件下料料表的制作方法
1)等直径圆管件下料料表宽度即圆周长基本计算方法:C=πD0=π(D-B)(D0为圆管中性层直径,D为圆管外径,B为板厚)。
2)圆管件下料料的长度计算:
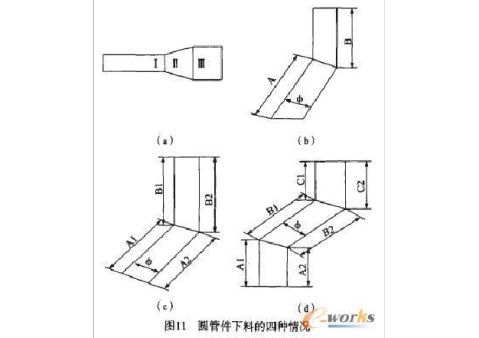
①如图11(a)所示,此件由三个不同直径的圆管组成,其料分为I、II、III三部分。I和III为直管,其料可根据上式计算。II部分的料为样板料。 ②如图11(b)所示,整个件(等径)的长度:L=A+B(取两长边)。 ③如图11(c)所示,L=A1+B2=A2+B1。
④如图11(d)所示,L=A1+B2+CI=A2+B1+C2。
注:以上四种情况均为一块料;仅列出几种简单的圆管件下料方法,对一些复杂的情况还要依据展开样板尺寸进行下料。
客车钢板类制件多种多样,结构简繁不同,但其一些规律性的东西是不会改变的。以上对客车钢板类制件较全面地进行了分析,希望对刚从事此项工作的同仁有所启发。
结束语 4
第二篇:钣金加工下料的几种方式
钣金加工下料的几种方式
钣金加工下料的方式有很多种,主要有以下几种方式:
a. 剪床钣金加工下料.电焊机出租是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成 形. b. 冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.
c. NC数控钣金加工下料.NC下料时首先要编写数控加工程序.就是利用编程软件,电焊机出租将绘制的展开图编写成NC数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来.
d. 激光钣金加工下料.是利用激光切割方式,在一块铁板上将其平板件的结构形状切割出来.
相关资讯,请登入:/