第十二章 《无损检测》课程实验
焊接结构无损检测
1. 实验目的
(1)掌握超声波探伤、着色探伤、磁力探伤的原理、探伤方法和应用特点;
(2)熟悉无损检测实验用仪器、设备的结构和使用方法;
(3)了解焊接缺陷的分类及特征;
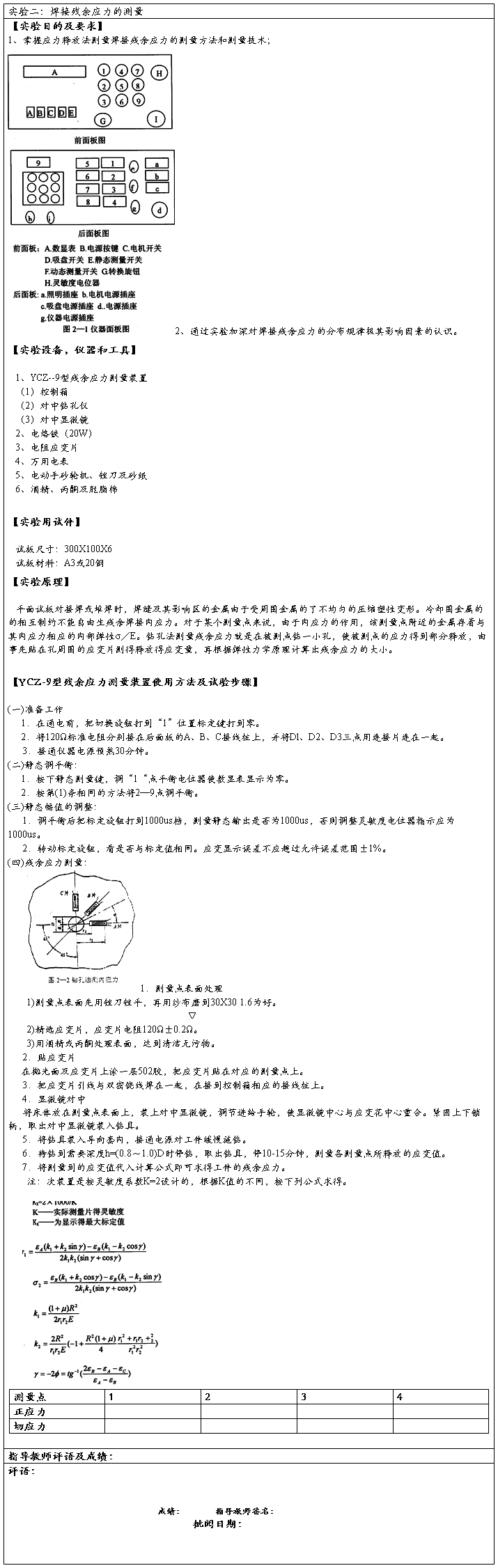
2. 实验装置及材料
(1)超声波探伤仪(CTS-22) 1台
(2)超声波探伤标准试块 (CSK—Ⅰ、CSK—IIA、CS—1—5) 各1块
(3)旋转磁场探伤仪(DCT-E) 1台
(4)携带式交直流两用磁粉探伤机 (CEX-500) 1台
(5)A型磁粉探伤灵敏度试片 1套
(6)着色探伤剂 1套
(7)着色探伤标准试块 2块
(8)典型缺陷试样 1套
(9)天平、量筒、磁粉喷涂器、指南针、钢板尺、扳手等
(10)黑色磁粉、煤油、机油、防锈油、丙酮、胶带、砂纸、药棉、棉纱等
3. 实验原理
(1)超声波探伤基本原理
超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的最为广泛。一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。脉冲反射式超声波探伤仪就是根据这个原理设计的。
目前便携式的脉冲反射式超声波探伤仪大部分是A扫描方式的,所谓A扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射(见图12—1 ),反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质。

图12-1 超声波探伤原理示意图
(2)磁粉探伤原理
对铁磁性工件磁化时,当工件表面或近表面存在缺陷,由于缺陷处磁导率发生变化,使磁力线受阻而分布不均匀并逸出工件表面,形成漏磁场,由缺陷的形状、大小和缺陷方向与磁场方向之间所成角度等因素确定的漏磁场强度足够大时,能够吸引周围的磁粉聚集于缺陷处,以磁痕的形式把缺陷的形状及大小显示出来,从而达到检测工件表面或近表面缺陷的目的。
(3)渗透探伤基本原理
渗透探伤的基本原理是利用毛细管现象使渗透液渗入缺陷,经清洗使表面渗透液去除,而缺陷中的渗透液残留,再利用显象剂的毛细管作用吸附出缺陷中残留渗透液,而达到检验缺陷的目的。
4. 实验内容及步骤
4.1超声探伤
4.1.1直探头测定缺陷位置
(1)认真阅读超声探伤仪使用说明书,熟悉仪器面板上各旋钮名称、功能和仪器使用方法。
(2)底波声程SB(试块厚度H)与底波屏程SBP(底波与始波在荧光屏固定标尺上的距离读数)比例关系α= SB(H)/SBP的确定
1)将直探头与超声探伤仪连接。
2)将超声探伤仪面板上“工作方式”旋钮置于“1”。将“衰减器”旋钮调至40dB左右。旋动“脉冲移位”旋钮,将始波T置于荧光屏固定标尺上0刻度位置。
3)用钢尺测量待探伤工件厚度,选择与其厚度相近的标准试块(CS—1—5试块、CSK—ⅡA试块)。
4)根据待探伤工件厚度,选择“深度范围”的量程。
5)在所选择的标准试块下方没有小孔的位置上表面涂上耦合剂(机油)。
6)将直探头置于的标准试块下方没有小孔的位置上表面。
7)反复旋动“脉冲移位”旋钮与“深度微调”旋钮,使底波B1、B2在荧光屏固定标尺上的位置SBP与试块厚度H为1:1或1:10或1:2的关系(即α= SB(H)/SBP=1,或α=10,或α=2)。调整衰减器上dB值,使底波B2高度约为荧光屏高度的10%—20%为宜。
(2)测定缺陷位置
①在工件上表面涂上耦合剂。
②将“衰减器”旋钮调至20dB左右。
③将直探头置于的工件上表面,Z型移动探头,找出缺陷回波F1、F2。注意“脉冲移位”旋钮与“深度微调”旋钮保持测定α时的位置不变。调整衰减器上dB值,使底波F2高度约为荧光屏上高度的10%—20%为宜。注意虚假波的识别。
④记录SFP,计算缺陷深度位置hF:hF=α×SFP1。
⑤描绘此状态下的回波图,注意标出各回波在荧光屏固定标尺上的刻度值,虚假波略去。
⑥步骤①—⑤重复,分别测定出CSK—ⅡA试块上小孔N1、N2 在X方向、Z方向的位置(见图12—2),并绘出其回波图。
4.1.2斜探头K值测定
(1)将斜探头与超声探伤仪连接。
(2)将超声探伤仪面板上“工作方式”旋钮置于“1”。将“衰减器”旋钮调至40dB左右。旋动“脉冲移位”旋钮,将始波T置于荧光屏固定标尺上0刻度位置。
(3)用钢尺测量CSK—Ⅰ标准试块高度。
(4)根据待CSK—Ⅰ标准试块高度,选择“深度范围”的量程。
(5)在CSK—Ⅰ标准试块上表面R50、R100的圆心附近涂上耦合剂。
(6)将斜探头置于标准试块CSK—Ⅰ上表面R50、R100的圆心附近,旋动“深度范围”旋钮,使R50、R100的回波处于荧光屏中部。
(7)纵向移动探头,使R50、R100的回波等高,横向移动探头,使R50、R100的回波达到最高。注意:①调整衰减器上dB值,使R50、R100的回波最高高度约为荧光屏高度的80%为宜。②移动探头时应使探头侧面与试块平行。③探头按压在试块上表面的力度要均匀。此状态下,斜探头入射点与R50、R100的圆心重合。
(8)此状态下,观测斜探头入射点到探头前沿距离a,并记录之。
(9)在CSK—Ⅰ标准试块上表面斜探头标出的K值附近位置涂上耦合剂。
(10)将斜探头置于CSK—Ⅰ标准试块上表面斜探头标出的K值附近位置,旋动“深度范围”旋钮,使Ф50孔的回波处于荧光屏中部。
(11)横向移动探头,使Ф50孔的回波达到最高。注意:①调整衰减器上dB值,使Ф50孔的回波高度约为荧光屏上高度的80%为宜。②移动探头时应使探头侧面与试块平行。③探头按压在试块上表面的力度要均匀。此状态下,斜探头发射的声波过50、R100的圆心。
(12)此状态下,测量斜探头前沿至试块侧边的距离L,并记录之。
(13)斜探头K值的计算:K=tgβ=(L+a-35)/30(斜探头标出的K值为2.0—3.0时);或K=tgβ=(L+a-35)/70(斜探头标出的K值为1.0—1.5时)。

图12-2 CSK—ⅡA试块上小孔X方向、Z方向位置图
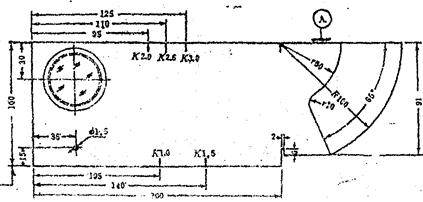
图12-3 CSK—ⅡB试块示意图
4.2磁粉探伤
4.2.1检验探伤设备的灵敏度及磁悬液的性能
(1)分别用天平、量筒称量磁粉、煤油,配制浓度为20g/L的磁悬液,倒入磁粉喷涂器。
(2)将无缺陷试板、试棒用砂纸除锈,用丙酮除油。将灵敏度试片用丙酮除油。
(3)接好探伤仪连线。
(4)将3#灵敏度试片用胶带纸紧密的贴在试板中心。注意刻有槽的一面朝下。胶带纸贴在试片两边缘,不要影响试片背面的刻槽部分。
(5)将旋转磁场探伤仪置于试板上,使磁轭中心与灵敏度试片圆心大致重合。接通探伤仪电源,按启激磁开关,同时在灵敏度试片上喷洒磁悬液,磁化时间为3s,磁化2次,每次磁化方向相差约90°。试片上若能清晰的显现试片刻槽的磁痕,则说明探伤仪灵敏度达到3#灵敏度标准,磁悬液性能合格。注意:喷洒磁悬液前须将其摇匀。
(6)分别用2#、1#灵敏度试片测试旋转磁场探伤仪灵敏度。重复步骤(4)、(5),3#试片测得灵敏度为中等,2#试片测得灵敏度为中等,1#试片测得灵敏度为高等。
(7)分别将1#、2#、3#试片贴在试棒中央,分别测试携带式交直流两用磁粉探伤机纵向磁化、周向磁化时的灵敏度。方法与步骤(4)、(5)类似,只是磁粉探伤机电源输出端两极与试棒两端相接;
(8)用丙酮清理试片油污,再给试片上涂防锈油后收藏。
4.2.2缺陷试样磁粉探伤
(1)将各个缺陷试样用砂纸除锈,用丙酮除油;
(2)将旋转磁场探伤仪置于试板上,将焊缝置于使磁轭中心;接通探伤仪电源,按启激磁开关,同时在焊缝上喷洒磁悬液,磁化时间为3s,为使横向裂纹和纵向裂纹都能检测到,相隔90°方向各磁化一次,为加强磁化效果,每个方向应磁化两次。
(3)观察试板上显现的焊接缺陷磁痕,绘制磁痕图;
(4)用携带式交直流探伤仪对缺陷试棒探伤:将磁粉探伤机电源输出端两极与试棒两端相接。分别采用纵向磁化法、周向磁化法磁化试棒,先打开电源开关和磁化开关,再给试样焊缝区域或焊缝两侧喷洒磁悬液,喷洒磁悬液后3~5s关断磁化开关和电源开关。
(5)观察试棒上显现的缺陷磁痕,绘制磁痕图。
(6)用丙酮、棉纱等清理试块。
4.2.3试样及试片退磁
(1)将便携式交直流两用磁粉探伤机交流电源输出电缆两极用螺栓短接;将电缆在退磁架上绕6圈;
(2)打开便磁粉探伤机电源开关和退磁开关,分别将各试样、试片从退磁架线圈中心旋转通过退磁。注意:通过速度要缓慢,通过距离始末端为退磁架两端约20cm处;通过时间约30秒。还要注意,电缆两极短接后通电时间不能过长,否则会烧坏磁粉探伤机。因此,每退磁3个试样,就关断磁粉探伤机退磁开关一次,间隔3分钟后再继续退磁。
(3)用指南针检测退磁效果。若指南针靠近试块时,指南针偏离角小于15°,则可以认为退磁达标。
4.3渗透探伤
(1)用清洗剂预清洗试块表面;
(2)待试块表面清洗剂蒸发后,用渗透剂喷涂试块表面,保持湿润约5—10分钟。注意:喷涂距离为200mm左右,喷涂一气呵成;
(3)用棉纱擦去试块表面渗透剂,用柔水侧冲清洗试块表面。再用药棉轻轻擦除试块表面水渍或再给试块表面喷涂少许清洁剂除水。注意:清洁剂喷涂量不能过多,喷涂距离为200mm左右。
(4)给试块表面喷涂显像剂,注意:喷涂前摇匀显像剂以及喷涂量、喷涂距离须合适。
(5)待试块表面显像剂干燥后检验缺陷痕迹。
(6)描绘缺陷痕迹。
(7)用清洁剂去除显像剂。
4.4X射线探伤评片
(1)按规定标准,检查底片标记是否符合标准要求。
(2)核对底片黑度和灵敏度是否达到标准要求。
(3)测定缺陷长度,点状缺陷的换算,按标准评定出底片级别,并做记录。
(4)填写报告。
5. 实验数据整理及结果分析
(1)整理及绘制超声探伤缺陷回波图,整理及绘制磁粉探伤灵敏度试片磁痕图,注明最高等级的灵敏度试片号码。整理及绘制磁粉探伤缺陷磁痕图、渗透探伤试块的缺陷图。
(2)提交超声检测试块上小孔N1、N2 在X方向Z方向位置hFX、hFZ的计算方法及数据。提交斜探头数据a、L、K数据及K值计算方法。
(3)操作细节、体会总结。
6. 思考题
(1)超声波探伤时,如何判断缺陷的虚假回波?
(2)为何要对磁粉探伤后的工件进行退磁处理?
第二篇:焊接结构实验报告
佳木斯大学
焊接结构实验报告
班 级
学 号
姓 名
组 别
日 期
成 绩
佳木斯大学材料科学与工程学院